ГОСТ 21547-76 Пайка. Метод определения температуры распайки
ГОСТ 21547-76*Группа В09
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ПАЙКА
Метод определения температуры распайки
Brazing and soldering. Method for determination of sealing-off temperature
Дата введения 1977-01-01
Постановлением Государственного Комитета стандартов Совета Министров СССР от 5 февраля 1976 г. N 345 срок введения установлен с 01.01.1977 г.
Проверен в 1981 г. Постановлением Госстандарта от 10.08.81 N 3745 срок действия продлен до 01.01.1987 **
______________
** Ограничение срока действия снято постановлением Госстандарта СССР от 15.08.91 N 1357 (ИУС N 11, 1991 год). - Примечание изготовителя базы данных.
* ПЕРЕИЗДАНИЕ апрель 1982 г. с Изменением N 1, утвержденным в августе 1981 г. (ИУС N 10-1981 г.)
Настоящий стандарт распространяется на паяные соединения и устанавливает метод определения температуры распайки при равномерном нагреве образца, находящегося под постоянной статической нагрузкой.
1. ОТБОР ОБРАЗЦОВ
1.1. Для испытания следует применять плоские образцы, паяные внахлестку и, в случае отсутствия листового материала, цилиндрические образцы, паяные встык. Форма и размеры образцов указаны на черт.1. Тип выбранных образцов должен быть указал в протоколе испытаний.
Плоский образец | Цилиндрический образец | |||
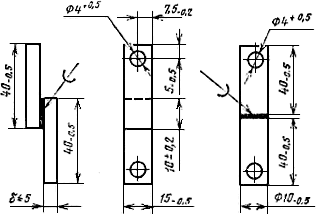
Черт.1
1.2. Перед пайкой следует определить массу нижней части образца. Погрешность при определении массы не более 1 г.
2. АППАРАТУРА И ПРИБОРЫ
2.1. Электропечи сопротивления или высокочастотные установки, которые должны обеспечивать равномерный нагрев образца от температуры, лежащей на 50-70 °С ниже солидуса припоя, со скоростью:
10-15 °С в минуту для соединений, выполненных низкотемпературной пайкой;
20-30 °С в минуту для соединений, выполненных высокотемпературной пайкой.
2.2. Термопары по ГОСТ 6616-74 и приборы по ГОСТ 7164-78 для фиксирования температуры образца.
3. ПОДГОТОВКА К ИСПЫТАНИЯМ
3.1. Образцы для определения температуры распайки следует паять в газовой среде, вакууме или с флюсом по режимам, применяемым в соответствующих технологических процессах. Зазор при пайке должен соответствовать техническим условиям на изделие. В случае отсутствия таких данных зазор должен быть не более 0,15 мм.