ГОСТ 21548-76 Пайка. Метод выявления и определения толщины прослойки химического соединения
ГОСТ 21548-76*Группа В09
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ПАЙКА
Метод выявления и определения толщины прослойки
химического соединения
Brazing and soldering.
Method for detecting and determination of chemicals interlayer thickness
Дата введения 1977-01-01
Постановлением Государственного комитета стандартов Совета Министров СССР от 05.02.76 N 346 дата введения установлена 01.01.77
Ограничение срока действия снято Постановлением Госстандарта СССР от 15.08.91 N 1356
* ПЕРЕИЗДАНИЕ (январь 2001 г.) с Изменениями N 1, 2, утвержденными в августе 1981 г., апреле 1988 г. (ИУС 10-81, 7-86)
РАЗРАБОТАН Всесоюзным научно-исследовательским институтом по нормализации в машиностроении (ВНИИНМАШ)**
И.о. директора, канд. техн. наук Н.Н.Герасимов
Руководитель темы, д-р техн. наук, профессор С.В.Лашко
Исполнители: канд. техн. наук Н.Н.Сирченко, В.М.Пичугин
ПОДГОТОВЛЕН К УТВЕРЖДЕНИЮ Всесоюзным научно-исследовательским институтом по нормализации в машиностроении (ВНИИНМАШ)**
И.о. директора Н.Н.Герасимов
УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета стандартов Совета Министров СССР от 5 февраля 1976 г. N 346**
________________
** Информационные данные приведены из официального издания, М.: Издательство стандартов, 1976. - Примечание изготовителя базы данных.
Настоящий стандарт устанавливает металлографический метод выявления и определения толщины прослойки химического соединения на границе паяемый материал - паяный шов или луженый слой.
Контроль наличия и толщины прослойки химического соединения производят при выборе припоя и материала изделия, выборе и изменении режима технологического процесса пайки и лужения и параметров паяного соединения, а также определении периода активации и скорости роста прослойки (см. приложение 1).
(Измененная редакция, Изм. N 2).
1. ОТБОР ОБРАЗЦОВ
1.1. Шлифы для выявления и определения толщины прослойки химического соединения на границе паяемый материал - паяный шов или луженый слой изготовляют из паяных внахлестку или луженых образцов.
1.2. Число образцов для испытаний должно быть не менее пяти для каждого режима и сочетания материалов и припоя.
1.3. Форма и размеры образцов, паяемых внахлестку, должны соответствовать указанным на черт.1.
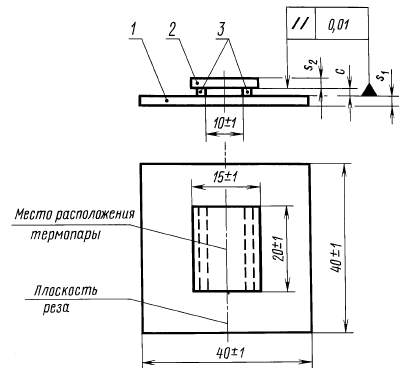
1 - нижняя пластина; 2 - верхняя пластина; 3 - прокладкиЧерт.1
Толщина нижней и верхней
пластин образца - [(1,0...2,0)±0,1] мм.
При толщине паяемого материала более 2,0 мм допускается обработка пластин до требуемой толщины со стороны, не подлежащей пайке.
Примечание. В случае определения толщины прослойки химического соединения в паяном шве, соединяющем металлокерамический твердый сплав с металлом, толщина пластины 2 твердого сплава - [(1,0...6,0)±0,1] мм.
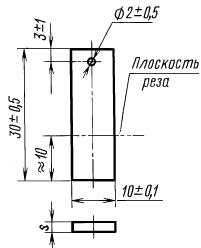
1.4. Для воспроизведения условий лужения или пайки погружением используют образцы, форма и размеры которых должны соответствовать указанным на черт.2.
Образец из полосы
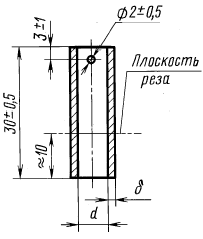
Образец из трубы
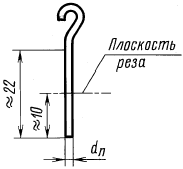
Образец из проволоки
[(0,5…2,0)±0,1] мм;
[(0,5...2,0)±0,1] мм;
[(0,5…2,0)±0,1] мм;
[(2,0…10,0)±0,1] ммЧерт.2
Для драгоценных и редких металлов допускается применение образцов меньшей толщины при условии сохранения равномерности зазора при пайке.
1.5. Образцы следует вырезать любым способом, не вызывающим изменений в их структуре.
1.6. Образцы маркируют номером партии или условным индексом на нерабочей части, к образцу из проволоки крепят бирку для маркировки.
2. ПОДГОТОВКА К ИСПЫТАНИЮ
2.1. Подготовка к испытанию образца внахлестку
2.1.1. Способ подготовки поверхности образцов, форму и размещение припоя и величину зазора устанавливают в соответствии с технологическим процессом изготовления паяного изделия.
При отсутствии регламентированной подготовки поверхности выбор способа подготовки и шероховатости поверхности - по результатам испытаний ГОСТ 20485-75, ГОСТ 23904-79 и настоящего стандарта.
Примечание. При укладке припоя у зазора его следует размещать у меньшей стороны верхней пластины.