ГОСТ 26388-84 Соединения сварные. Методы испытаний на сопротивляемость образованию холодных трещин при сварке плавлением
ГОСТ 26388-84Группа В09
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
СОЕДИНЕНИЯ СВАРНЫЕ
Методы испытаний на сопротивляемость образованию
холодных трещин при сварке плавлением
Welded joints. Test methods on resistance to cold crack formation
under fusion welding
ОКСТУ 0909
Срок действия с 01.01.86
до 01.01.91*
__________________________________
* Постановлением Госстандарта России
от 14.10.99 N 344-ст действие стандарта
на территории РФ восстановлено
с 01.03.2000 (ИУС N 1, 2000 год). -
Примечание изготовителя базы данных.
РАЗРАБОТАН Министерством высшего и среднего специального образования СССР
ИСПОЛНИТЕЛИ
Г.А.Николаев, Ю.Н.Сахаров, Э.Л.Макаров, Ю.Г.Романов
ВНЕСЕН Министерством высшего и среднего специального образования СССР
Член Коллегии Д.И.Рыжонков
УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 20 декабря 1984 г. N 4829
Стандарт устанавливает методы испытаний на сопротивляемость углеродистых и легированных сталей основного металла в зоне термического влияния и металла шва образованию холодных трещин при однопроходной сварке (в том числе при сварке корневого валика многослойных швов).
Машинный метод основан на доведении металла зоны термического влияния или металла шва сварных образцов до образования холодных трещин под действием растягивающих напряжений от внешней постоянной нагрузки.
Технологический метод заключается в доведении металла зоны термического влияния или металла шва сварных образцов до образования холодных трещин под действием остаточных сварочных напряжений.
Машинный метод применяют при разногласиях в оценке качества сварных соединений.
Методы испытаний, предусмотренные в настоящем стандарте, применяют при проведении исследовательских испытаний по оценке свариваемости металлов.
1. МЕТОДЫ ОТБОРА ОБРАЗЦОВ
1.1. Для машинных испытаний устанавливают пять типов основных образцов:
I - плоский круглый или восьмигранный для стали толщиной 1-6 мм (черт.1 табл.1) для количественной оценки сопротивляемости стыковых соединений образованию продольных и поперечных (по отношению к оси шва) трещин в шве и зоне термического влияния. Ось шва располагают вдоль или поперек направления прокатки;
II - тавровый для стали толщиной 8-20 мм (черт.2 табл.2) для количественной оценки сопротивляемости угловых соединений образованию продольных трещин в зоне термического влияния вдоль плоскости проката и в корне шва;
III - плоский прямоугольный для стали толщиной 8-20 мм (черт.3 табл.3) для количественной оценки сопротивляемости стыковых соединений образованию продольных трещин в зоне термического влияния поперек плоскости проката и шве;
IV - плоский прямоугольный для стали толщиной 8-20 мм (черт.4 табл.4) для количественной оценки сопротивляемости стыковых соединений образованию поперечных трещин в зоне термического влияния поперек плоскости проката и шве;
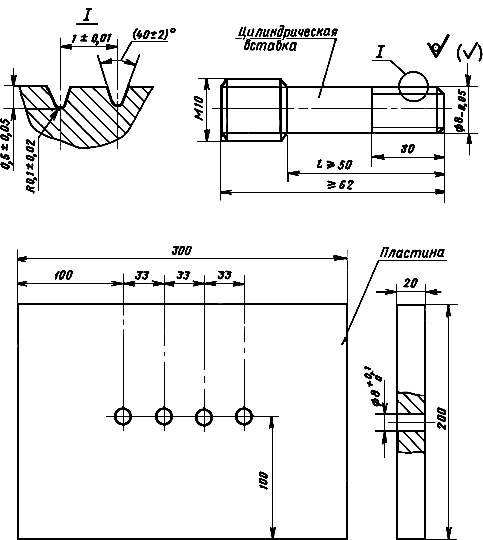
V - цилиндрический, диаметром 8 мм с винтовым надрезом (черт.5) для количественной оценки сопротивляемости стыковых соединений из сталей прочностью до 1000 МПа образованию продольных трещин в зоне термического влияния поперек плоскости проката в условиях наличия острого концентратора напряжений. Допускается применение образцов диаметром 6 мм.
Тип I
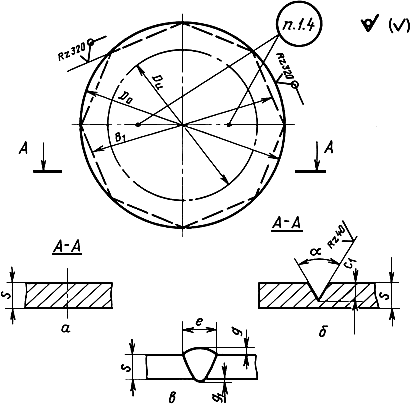
- стыковое соединение без разделки кромок; б - стыковое соединение с разделкой кромок;
в - общий вид сварного соединения; - толщина образца;
- диаметр образца;
- размер между гранями восьмигранного образца;
- угол разделки образца;
- глубина разделки;
- диаметр рабочей части образцаЧерт.1
Таблица 1
Размеры, мм
Образец без разделки кромок | Образец с разделкой кромок | Примечание | |||||||
| |||||||||
1 | 148 | 135 | 100 | - | - | - | - | - | Сварка проплавлением основного металла или вставки в разделке, а также с применением присадочной проволоки |
2 | 148 | 135 | 100 | 148 | 135 | 100 | 90 | 1,0 | |
3 | 148 | 135 | 100 | 148 | 135 | 100 | 90 | 2,0 | |
4 | - | - | - | 168 | 155 | 120 | 60 | 2,5 | |
5 | - | - | - | 198 | 182 | 150 | 60 | 3,0 | |
6 | - | - | - | 228 | 210 | 180 | 60 | 4,0 | |
Тип II
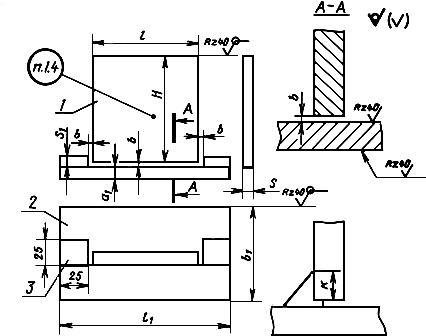
- длина вертикальной стенки образца;
- толщина входной и выходной планки;
- высота стенки образца;
- ширина основания образца;
- длина полки образца;
- величина зазора;
- катет сварного шва; 1 - стенка из испытываемой стали;
2 - полка из низкоуглеродистой стали; 3 - входные и выходные плавки из низкоуглеродистой сталиЧерт.2
Таблица 2
мм
8 | 100 | 8 | 100 | 100 | 150 | 1,0 | 6 |
10 | 100 | 10 | 100 | 100 | 150 | 1,5 | 8 |
12 | 100 | 12 | 100 | 100 | 150 | 1,5 | 8 |
16 | 100 | 16 | 100 | 100 | 150 | 2,0 | 10 |
20 | 100 | 20 | 100 | 100 | 150 | 2,5 | 10 |
Примечание. Допускается изготовление полки и планок из сталей той же системы легирования, что и испытываемая сталь, но имеющих меньшее содержание углерода, марганца и хрома.
Тип III
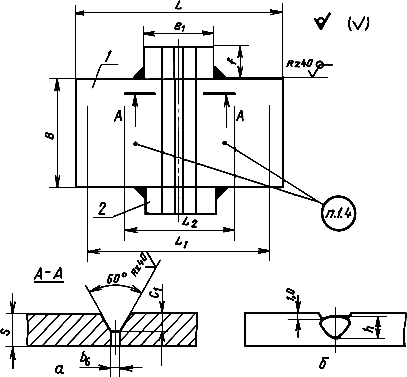
- образец под стыковое соединение; б - общий вид сварного соединения; 1 - образец из испытываемой
стали; 2 - входные и выходные планки из низкоуглеродистой стали; - ширина образца;
- длина
образца; - длина рабочей части образца при растяжении;
- длина рабочей части образца
при изгибе; - ширина основания разделки кромок;
- ширина входной и выходной планки;
- длина входной и выходной планки;
- высота сварного шва;
- расстояние между опорами пуансона при изгибе (см. черт.14в) Черт.3
Таблица 3
мм
Испытание изгибом | Испытание растяжением | ||||||||||
8 | 100 | 200 | 160 | 40 | 250 | 50 | 1 | 5 | 20-10 | 15-40 | 5 |
10 | 100 | 250 | 200 | 40 | 250 | 50 | 2 | 6 | 40-60 | 30-60 | 6 |
12 | 100 | 250 | 200 | 40 | 250 | 50 | 2 | 6 | 40-60 | 30-60 | 6 |
16 | 100 | 350 | 280 | 60 | 250 | 50 | 3 | 8 | 50-80 | 40-80 | 8 |
20 | 100 | 350 | 280 | 60 | 250 | 50 | 3 | 8 | 50-80 | 40-80 | 8 |
Тип IV
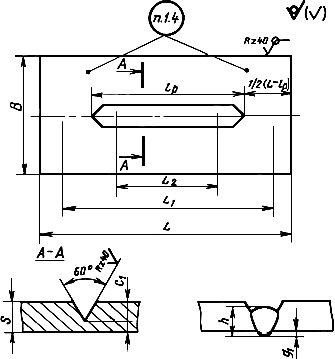
- длина разделки образца Черт.4
Таблица 4
мм
Испытание изгибом | Испытание растяжением | |||||||
8 | 100 | 200 | 160 | 250 | 50 | 80-120 | 5-6 | 5 |
10 | 100 | 250 | 200 | 250 | 50 | 100-140 | 6-8 | 6 |
12 | 100 | 250 | 200 | 250 | 50 | 100-140 | 8-10 | 6 |
16 | 100 | 350 | 280 | 250 | 50 | 100-160 | 11-13 | 8 |
20 | 100 | 350 | 280 | 250 | 50 | 100-160 | 15-17 | 8 |
Примечание. При сварке под флюсом применяют верхний предел длины разделки кромок образца и нижний предел глубины разделки кромок.