ГОСТ 27580-88 Дуговая сварка алюминия и алюминиевых сплавов в инертных газах. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры
ГОСТ 27580-88Группа В05
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ДУГОВАЯ СВАРКА АЛЮМИНИЯ И АЛЮМИНИЕВЫХ СПЛАВОВ В ИНЕРТНЫХ ГАЗАХСОЕДИНЕНИЯ СВАРНЫЕ ПОД ОСТРЫМИ И ТУПЫМИ УГЛАМИ. Основные типы, конструктивные элементы и размерыArc welding of aluminium and
aluminium alloys in inert gases. Acute and blunt weld joints.
Main types, design elements and dimensions
ОКСТУ 0072
Срок действия с 01.01.89
до 01.01.94*
______________________________
* Ограничение срока действия снято
по протоколу N 3-93 Межгосударственного Совета
по стандартизации, метрологии и сертификации.
(ИУС N 5-6 1993 г.). - Примечание "КОДЕКС".
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 18.01.88 N 67
2. ВВЕДЕН ВПЕРВЫЕ
3. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ:
Обозначение НТД, на который дана ссылка | Номер пункта |
ГОСТ 2789-73 |
|
1. Настоящий стандарт распространяется на сварные соединения из алюминия и алюминиевых сплавов при толщине кромок свариваемых деталей от 0,8 до 60,0 мм включительно и устанавливает основные типы сварных соединений, конструктивные элементы и размеры разделки кромок и сварного шва, выполненных дуговой сваркой в инертных газах.
Стандарт не распространяется на сварные соединения трубопроводов.
2. В стандарте приняты следующие условные обозначения способов дуговой сварки в инертных газах:
РИН - ручная неплавящимся электродом с присадочным металлом;
АИН - автоматическая неплавящимся электродом с присадочным металлом;
АИН - автоматическая неплавящимся электродом с присадочным металлом - трехфазная;
АИП - автоматическая плавящимся электродом - однодуговая;
ПИП - полуавтоматическая плавящимся электродом.
3. Основные типы сварных соединений должны соответствовать указанным в табл. 1.
4. Конструктивные элементы и их размеры должны соответствовать указанным в табл. 2-19.
Таблица 1
|
|
|
|
|
|
| ||||
| РИН | АИН | АИН | ПИП | АИП | нения | ||||
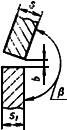
Без скоса кромок | Одно- сторон- ний | 0,8-6,0 | 0,8-6,0 | - | 4-12 | 4-12 | 179°- 122° | У1 | ||
0,8-20,0 | 0,8-20,0 | - | 4-12 | 4-12 | 121°-91°; | |||||
0,8-12,0 | 0,8-12,0 | - | 4-12 | 4-12 | 30°-5° | |||||
Угло- | Одно- сторон- ний на под- клад- ке | 0,8-5,0 | 0,8-16,0 | 5-25 | 3-12 | 3-12 | 179°- 136° | У2 | ||
| Без скоса кромок | Двусто- ронний | 2,0-6,0 | 2,0-10,0 | 10-30 | 4-8 | 4-12 | 179°-91° | У3 | |
|
|
| 2,0-6,0 | 2,0-6,0 | - | 4-12 | 4-12 | 89°-60° |
| |
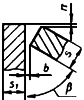
| Со скосом одной кромки | Одно- сторон- ний | 4,0-20,0 | - | - | 6,0-20,0 | - | 179°-122° | У4 | |
|
|
| 4,0-20,0 | 4,0-20,0 | - | 4,0-20,0 | 4,0-20,0 | 89°-32° |
| |
Угло- |
| Двусто- ронний | 4-20 | - | - | 6-20 | - | 179°-122° | У5 | |
|
|
| 4-20 | 4-20 | - | 4-20 | 4-20 | 89°-60° |
| |
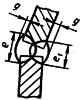
| С двумя скосами одной кромки | Двусто- ронний | 12-35 | - | - | 12-35 | - | 179°- 165°; | У6 | |
Угло- | Со скосом одной кромки | Одно- сторон- ний на под- кладке | 4-20 | - | - | 6-20 | - | 179°- 136° | У7 | |
С двумя скосами одной кромки и одним скосом второй кромки | Двусто- ронний | 12-30 | 12-30 | 32-60 | 12-30 | 12-30 | 179°- 136° | У8 | ||
Со скосом двух кромок | Одно- сторон- ний | 4-20 | 8-20 | - | 10-30 | 10-30 | 179°- 122° | У9 | ||
12-30 | 12-30 | - | 12- 30 | 12-30 | 89°- 61° | |||||
Угло- | Двусто- ронний | 4-20 | 4-40 | 20-40 | 10- 30 | 10-30 | 179°- 122° | У10 | ||
| 12-30 | 12-30 | - | 12-30 | 12-30 | 89°-61° | ||||
| Без скоса кромок | Одно- сторон- ний | 1-20 | 2-20 | 3-20 | 3-20 | 3-20 | 91°-179° | Т1 | |
Тавро- | Двусто- ронний | 1-20 | 2-30 | 3-20 | 3-20 | 3-20 | 91°-120° | Т2 | ||
Со скосом одной кромки | Одно- сторон- ний | 4-20 | 4-20 | - | 4-20 | 4-20 | 91°-149° | Т3 | ||
Со скосом одной кромки | Двусто- ронний | 4-20 | 4-20 | - | 4-20 | 4-20 | 91°-149° | Т4 | ||
Тавро- | Одно- сторон- ний | 4-20 | 4-20 | - | 4-20 | 4-20 | 89°-59° | Т5 | ||
| Двусто- ронний | 4-20 | 4-20 | - | 4-20 | 4-20 | 89°-59° | Т6 | ||
| С двумя скосами одной кромки | 12-35 | 12-35 | - | 12-35 | 12-35 | 91°-100° | Т7 | ||
Тавро-
| С двумя криво- линей- ными скосами одной кромки | Двусто- ронний | 32-60 | - | - | 32-60 | - | 91°-105° | Т9 | |
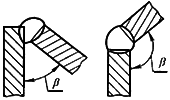
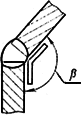
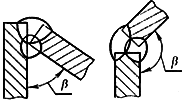
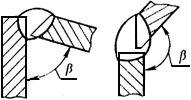
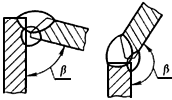
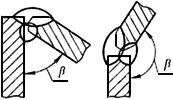
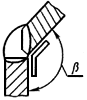
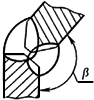
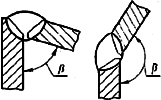
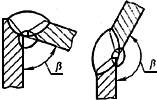
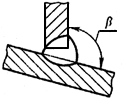
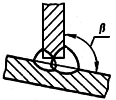
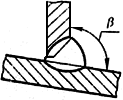
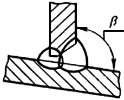
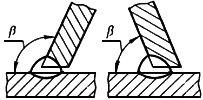
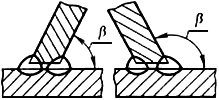
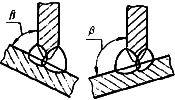
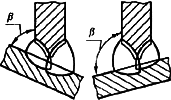
Таблица 2
Размеры, мм
|
|
|
|
|
|
| |||||||
ние сое- | подготовленных кромок свариваемых | сварного |
|
|
|
|
|
|
|
| |||
ния | деталей |
|
|
|
|
| 179°-122° | 121°-91° | 89°-31° | 30°-5° |
|
|
|
|
| РИН АИН | От 0,8 до 2,5 | +0,5 |
|
|
|
|
| 0,8 |
| ||
Св. 2,5 до 6,0 |
| 2s+5 |
|
|
|
| 1,0 | ±0,5 | |||||
|
| Св. 6,0 до 10,0 | +1,0 |
|
|
| 2s+4 | - |
|
| |||
У1 |
|
| Св. 10,0 до 12,0 | 0 |
| - | 2s+6 | 2s+5 |
|
| 2,0 | ±1,0 | |
|
| Св. 12,0 до 20,0 | +2,0 |
|
|
| - |
|
|
| |||
|
| АИП; ПИП | От 4,0 до 10,0 | +1,0 |
|
|
|
| От 0 до 0,5s |
|
| ||
| Св. 10,0 до 12,0 | +2,0 | 2s+5 |
|
| 2s+4 |
| 1 | +2,0 | ||||
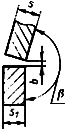
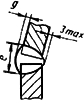
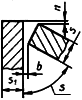
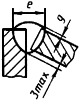
Таблица 3
Размеры, мм
|
|
|
|
|
|
| |||||
ние сое- | подготов- | свар- |
|
|
|
|
|
| |||
|
|
|
|
|
| 179°-160° | 159°-136° |
|
| ||
От 0,8 до 1,0 | 0 | ±1,5 | 2s+5 | 2s+7 | 0,8 | ||||||
|
| РИН АИН | Св. 1,0 до 2,0 | 1 | ±0,5 | ||||||
|
| Св. 2,0 до 5,0 | 1 | ±1,0 | 1,0 | ||||||
|
| АИН | От 5,0 до 16,0 | 3 | ±1,5 | s+6 | 2,0 | ||||
У2 |
|
| Св. 16,0 до 18,0 | 3,0 | |||||||
|
| АИН | Св. 18,0 до 22,0 | 1,5 | 4,0 | ±1,0 | |||||
|
| Св. 22,0 до 25,0 | 4,5 | ||||||||
АИП; ПИП | От 3,0 до 12,0 | ±1,0 | 2,0 | ||||||||
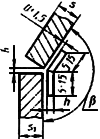
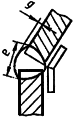
Таблица 4
Размеры, мм
|
|
|
|
|
|
| |||||||
ние сое- | подготов- | сварного |
|
|
|
|
| ||||||
| деталей |
|
|
| 179°-150° | 149°-91° | 89°-60° | 179°-91° | 89°-60° |
|
|
|
|
| РИН АИН | От 2 до 3 | s+3 | s+4 | 5 | ||||||||
|
| Св. 3 до 6 | s+6 | s+7 | s+4 | 3 | +1 | 1 | ±0,5 | ||||
|
| Св. 6 до 8 |
|
| 10 | ||||||||
|
| АИН | Св. 8 до 10 | ||||||||||
|
| От 10 до 14 | s+8 | s+10 | |||||||||
|
| Св. 14 до 18 | s+5 | s+6 | - | 4 | 2 | ±1,0 | |||||
У3 |
|
| АИН | Св. 18 до 20 | 13 | 0 | +2 | ||||||
|
| Св. 20 до 24 | s+3 | s+4 | |||||||||
|
| Св. 24 до 30 | s | s+2 | 5 | ||||||||
|
| АИП; ПИП | От 4 до 6 | 1 | ±0,5 | ||||||||
|
| Св. 6 до 8 | 3 | ||||||||||
|
| Св. 8 до 10 | s+6 | s+8 | s+6 | 10 | 4 | +1 | 2 | ±1,0 | |||
|
| АИП | Св. 10 до 12 | ||||||||||
| ПИП | От 8 до 12 | - | ||||||||||