ГОСТ 3.1704-81 Единая система технологической документации. Правила записи операций и переходов. Пайка и лужение
ГОСТ 3.1705-81
Группа Т53
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
Единая система технологической документацииПРАВИЛА ЗАПИСИ ОПЕРАЦИЙ И ПЕРЕХОДОВ СваркаUnified system of technological documentation. Rules for writing down operations and manufacturing steps. Welding
МКС 01.110
25.160.10
Дата введения 1982-07-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Государственным комитетом СССР по стандартам
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 25.03.81 N 1564
3. ВВЕДЕН ВПЕРВЫЕ
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта | |||
ГОСТ 2.004-88 | 6 | |||
ГОСТ 2.312-72 | 6 | |||
5. ПЕРЕИЗДАНИЕ. Апрель 2003 г.
1. Настоящий стандарт устанавливает правила записи технологических операций и переходов сварки в документах, применяемых для описания технологических процессов и операций изготовления деталей и сборочных единиц (далее - документы).
2. Устанавливаются следующие формы записи наименования операции:
- полная;
- краткая;
- кодовое обозначение по классификатору технологических операций.
Полная запись наименования операции совпадает с наименованием вида (способа) сварки в данной операции (приложение 1).
Краткой записью наименования операции является "Сварка".
3. Полную запись наименования операции следует применять в маршрутной карте при маршрутном описании технологического процесса, если входящие в операцию переходы не отличаются видом (способом) сварки.
Краткую запись наименования операции следует применять в документах любого вида, если входящие в операцию переходы отличаются видом (способом) сварки.
Кодовое обозначение следует применять при обработке данных техническими средствами, совместно с полной или краткой записью наименования операции или без нее.
В остальных случаях форму записи наименования операции устанавливает разработчик документа.
4. При необходимости в наименование операции включают указания о выполнении сварки прихватками, степени механизации сварки и другие дополнительные сведения (например, "Ручная дуговая сварка прихватками", "Автоматическая аргонодуговая сварка плавящимся электродом").
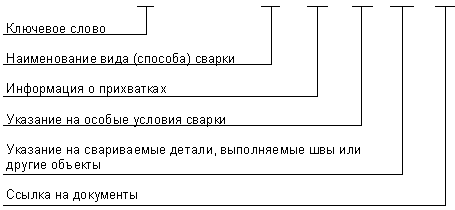
5. Запись содержания операции (перехода) должна включать:
- ключевое слово ("Сварить", "Прихватить", "Приварить", "Подварить", "Заварить" или "Выполнить");
- наименование вида (способа) сварки, если в документе применена краткая запись наименования операции или соответствующее ей кодовое обозначение;
- информацию о прихватках, содержащую данные об их размерах, количестве и/или расположении (только для переходов с ключевым словом "Прихватить"), если она отсутствует на эскизе или не указана в соответствующих графах документа;
- указание на свариваемые детали, выполняемые швы или другие объекты.
При необходимости в запись содержания операции (перехода) включают:
- особые условия сварки (положение сварки, последовательность ее выполнения и др.);
- ссылку на документы, содержащие информацию, которая дополняет или разъясняет текстовую запись (эскиз, чертеж и др.).
6. При записи информации о прихватках следует применять вспомогательные знаки и обозначения данных по ГОСТ 2.312 и стандартам на основные типы, конструктивные элементы и размеры сварных соединений.
При использовании в технологическом проектировании средств механизации и автоматизации инженерно-технических работ отсутствующий на печатающих устройствах знак "" заменяют буквой "К", а строчные буквы и знак "±" - по правилам ГОСТ 2.004.
7. Запись содержания перехода следует выполнять как указано на схеме с учетом требований п.5.
Примеры
Сварить детали ___ .
Сварить дуговой сваркой в углекислом газе порошковой проволокой в положении "в лодочку" детали _______ согласно эскизу.
Сварить образцы-свидетели.
Сварить дуговой сваркой в инертных газах плавящимся электродом детали ___.
Прихватить детали согласно эскизу.
Прихватить 50±5/200±10 детали _____.
Прихватить 5/25±2 детали _____.
Прихватить контактной точечной сваркой 5/25±2 детали ____.
Прихватить контактной точечной сваркой = 5
в трех равноудаленных местах детали ___.
Прихватить дуговой сваркой в углекислом газе порошковой проволокой швами 6
, 30±5/150±10 детали _____.
Прихватить швами 8
, длиной 30±5 в четырех диаметрально противоположных местах детали _____.
Приварить технологические пластины.
Подварить корень шва.
Заварить технологическое отверстие.
Выполнить замыкающий шов.
Выполнить одновременно швы ______.
Примечание. Линейка в примерах показана условно для определения места указания обозначений или номеров позиций деталей и сборочных единиц или номеров сварных швов по конструкторскому документу или эскизу.
8. Особые условия сварки могут быть записаны отдельными предложениями (например, "Сварку производить после остывания до температуры ниже 473 К и зачистки каждого предыдущего валика") в конце записи содержания перехода (операции), на эскизе или в графе "Особые указания".