ПБ 03-585-03
Постановление
Госгортехнадзора РФ от 10 июня 2003 г. № 80
"Об утверждении Правил устройства и безопасной эксплуатации
технологических трубопроводов"
Госгортехнадзор России постановляет:
1. Утвердить Правила устройства и безопасной эксплуатации технологических трубопроводов.
2. Направить Правила устройства и безопасной эксплуатации технологических трубопроводов на государственную регистрацию в Министерство юстиции Российской Федерации.
Начальник Госгортехнадзора России
В.М. Кульечев
Утверждены постановлением Госгортехнадзора России от 10.06.03 г. № 80, зарегистрированным Министерством юстиции Российской Федерации 19.06.03 г., регистрационный № 4738 |
Правила устройства и безопасной эксплуатации
технологических трубопроводов
ПБ 03-585-03
Ответственные разработчики: А.И. Субботин, А.А. Шаталов, Л.Н. Ганьшина, Г.М. Селезнев, Л.Р. Кабо, В.И. Рачков, Р.А. Стандрик
Правила устройства и безопасной эксплуатации технологических трубопроводов устанавливают основные технические требования, используемые при проектировании, изготовлении, монтаже, испытаниях, эксплуатации, модернизации, ремонте, реконструкции, консервации и ликвидации технологических трубопроводов и направленные на обеспечение промышленной безопасности, предупреждение аварий и случаев производственного травматизма при эксплуатации технологических трубопроводов в химической, нефтехимической, нефтеперерабатывающей промышленности и на других опасных производственных объектах.
Правила предназначены для применения всеми организациями независимо от их организационно-правовых форм и форм собственности, осуществляющими свою деятельность на опасных производственных объектах.
I. ОБЩИЕ ПОЛОЖЕНИЯ
1.1. Настоящие правила устройства и безопасной эксплуатации технологических трубопроводов устанавливают требования, направленные на обеспечение промышленной безопасности, предупреждения аварий, случаев производственного травматизма при эксплуатации технологических трубопроводов.
1.2. Правила разработаны в соответствии с Федеральным законом от 21.07.97 № 116-ФЗ "О промышленной безопасности опасных производственных объектов" (Собрание законодательства Российской Федерации. 1997. № 30. ст. 3588), Положением о Федеральном горном и промышленном надзоре России, утвержденным постановлением Правительства Российской Федерации от 03.12.01 № 841 (Собрание законодательства Российской Федерации. 2001. № 50. ст. 4742), Общими правилами промышленной безопасности для организаций, осуществляющих деятельность в области промышленной безопасности опасных производственных объектов, утвержденными постановлением Госгортехнадзора России от 18.10.02 № 61-А, зарегистрированными Минюстом России 28.11.02 г., регистрационный № 3968 (Российская газета, 05.12.02 № 231), и предназначены для применения всеми организациями независимо от их организационно-правовых форм и форм собственности, осуществляющими деятельность в области промышленной безопасности и поднадзорных Госгортехнадзору России.
1.3. Правила предназначены для применения:
а) при проектировании, изготовлении, монтаже, эксплуатации, модернизации, ремонте и консервации технологических трубопроводов на опасных производственных объектах;
б) при проведении экспертизы промышленной безопасности технологических трубопроводов.
1.4. Настоящие Правила распространяются на проектируемые, вновь изготавливаемые и модернизируемые стальные технологические трубопроводы, предназначенные для транспортирования газообразных, парообразных и жидких сред в диапазоне от остаточного давления (вакуума) 0,001 МПа (0,01 кгс/см2) до условного давления 320 МПа (3200 кгс/см2) и рабочих температур от минус 196 до 700°С и эксплуатирующиеся на опасных производственных объектах.
Возможность распространения требований Правил на конкретные группы, категории и типы технологических трубопроводов определяется условиями эксплуатации и при необходимости обосновывается расчетами и устанавливается в проекте.
1.5. В Правилах изложены технические требования к конструкции, материалам, изготовлению, методам испытаний, приемке, реконструкции, ремонту, монтажу технологических трубопроводов. Совместно с требованиями Правил следует руководствоваться нормативно-техническими документами по промышленной безопасности.
1.6. В организациях с действующими технологическими трубопроводами, не отвечающими требованиям настоящих Правил, при необходимости могут разрабатываться технические решения и мероприятия, направленные на обеспечение безопасной эксплуатации, обоснованные расчетами и (или) заключениями экспертизы промышленной безопасности.
1.7. Руководство по эксплуатации технологических трубопроводов разрабатывается в соответствии с технической документацией, настоящими Правилами и требованиями других нормативных документов по промышленной безопасности.
1.8. Для труб, арматуры и соединительных частей трубопроводов условные (Pу) и соответствующие им пробные (Pпр), а также рабочие (Pраб) давления следует определять по государственным стандартам. При отрицательной рабочей температуре среды условное давление определяется при температуре 20°С.
1.9. Толщина стенки труб и деталей трубопроводов должна определяться расчетом на прочность в зависимости от расчетных параметров, коррозионных и эрозионных свойств среды по нормативно-техническим документам применительно к действующему сортаменту труб. При выборе толщины стенки труб и деталей трубопроводов должны учитываться особенности технологии их изготовления (гибка, сборка, сварка).
За расчетное давление в трубопроводе принимается:
расчетное давление для аппарата, с которым соединен трубопровод;
для напорных трубопроводов (после насосов, компрессоров, газодувок) - максимальное давление, развиваемое центробежной машиной при закрытой задвижке со стороны нагнетания; а для поршневых машин - давление срабатывания предохранительного клапана, установленного на источнике давления;
для трубопроводов с установленными на них предохранительными клапанами - давление настройки предохранительного клапана.
Трубопроводы, которые подвергаются испытанию на прочность и плотность совместно с аппаратом, должны быть рассчитаны на прочность с учетом давления испытания аппарата.
1.10. При расчете толщины стенок трубопроводов прибавку на компенсацию коррозионного износа к расчетной толщине стенки следует выбирать исходя из условия обеспечения необходимого расчетного срока службы трубопровода и скорости коррозии.
В зависимости от скорости коррозии сталей среды подразделяются на:
неагрессивные и малоагрессивные - со скоростью коррозии до 0,1 мм/год (сталь стойкая);
среднеагрессивные - со скоростью коррозии 0,1-0,5 мм/год;
высокоагрессивные - со скоростью коррозии свыше 0,5 мм/год.
При скорости коррозии 0,1-0,5 мм/год и свыше 0,5 мм/год сталь считается пониженностойкой.
1.11. При выборе материалов и изделий для трубопроводов следует руководствоваться требованиями настоящих Правил, а также указаниями других нормативно-технических документов, устанавливающих их сортамент, номенклатуру, типы, основные параметры, условия применения и т.п. При этом следует учитывать:
расчетное давление и расчетную температуру транспортируемой среды;
свойства транспортируемой среды (агрессивность, взрыво- и пожароопасность, вредность и т.п.);
свойства материалов и изделий (прочность, хладостойкость, стойкость против коррозии, свариваемость и т.п.);
отрицательную температуру окружающего воздуха для трубопроводов, расположенных на открытом воздухе или в неотапливаемых помещениях.
За расчетную отрицательную температуру воздуха при выборе материалов и изделий для трубопроводов следует принимать:
среднюю температуру наиболее холодной пятидневки района с обеспеченностью 0,92, если рабочая температура стенки трубопровода, находящегося под давлением или вакуумом, положительная;
абсолютную минимальную температуру данного района, если рабочая температура стенки трубопровода, находящегося под давлением или вакуумом, может стать отрицательной от воздействия окружающего воздуха.
1.12. За выбор схемы трубопровода, правильность его конструкции, расчета на прочность и выбор материала, за назначенные сроки службы, качество изготовления, монтажа и ремонта, а также за соответствие трубопровода требованиям правил, несут ответственность организации, выполнявшие соответствующие работы.
1.13. Организация, осуществляющая эксплуатацию трубопровода, несет ответственность за безопасную эксплуатацию трубопровода, контроль за его работой, за своевременность и качество проведения ревизии и ремонта, а также за согласование в установленном порядке изменений, вносимых в конструкцию и проектную документацию.
1.14. Для трубопроводов и арматуры проектной организацией устанавливаются расчетные и назначенные сроки эксплуатации, что должно быть отражено в проектной документации и внесено в паспорт трубопровода.
Эксплуатация трубопроводов, отработавших назначенный или расчетный срок службы, допускается при получении разрешения в установленном порядке.
II. ТЕХНОЛОГИЧЕСКИЕ ТРУБОПРОВОДЫ С УСЛОВНЫМ
ДАВЛЕНИЕМ ДО 10 МПа (100 кгс/см2)
2.1. Классификация трубопроводов
2.1.1. Трубопроводы с давлением до 10 МПа (100 кгс/см2) включительно в зависимости от класса опасности транспортируемого вещества (взрыво-, пожароопасность и вредность) подразделяются на группы (А, Б, В) и в зависимости от рабочих параметров среды (давления и температуры) - на пять категорий (I, II, III, IV, V).
Классификация трубопроводов приведена в таблице 1.
Таблица 1
Классификация трубопроводов Рy ≤ 10 МПа (100 кгс/см2)
Группа | Транспортируе мые вещества | Категория трубопроводов | |||||||||
I | II | III | IV | V | |||||||
Pрасч., МПа (кгс/см2) | tрасч., °С | Pрасч., МПа (кгс/см2) | tрасч., °С | Pрасч., МПа (кгс/см2) | tрасч., °С | Pрасч., МПа (кгс/см2) | tрасч., °С | Pрасч., МПа (кгс/см2) | tрасч., °С | ||
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 |
А | Вещества с токсичным действием | ||||||||||
а) чрезвычайно и высокоопасные вещества классов 1, 2 | Независимо | Независимо | - | - | - | - | - | - | - | - | |
б) умеренно опасные вещества класса 3 | Свыше 2,5 (25) | Свыше 300 и ниже -40 | Вакуум от 0,08 (0,8) (абс) до 2,5 (25) | От минус 40 до 300 | - | - | - | - | - | - | |
Вакуум ниже 0,08 (0,8) (абс) | Независимо | ||||||||||
Б | Взрыво- и пожароопасные вещества | ||||||||||
а) горючие газы (ГГ), в том числе сжиженные углеводородные газы (СУГ) | Свыше 2,5 (25) | Свыше 300 и ниже -40 | Вакуум от 0,08 (0,8) (абс) до 2,5 (25) | От минус 40 до 300 | - | - | - | - | - | - | |
Вакуум ниже 0,08 (0,8) (абс) | Независимо | ||||||||||
б) легковоспла-меняющиеся жидкости (ЛВЖ) | Свыше 2,5 (25) | Свыше 300 и ниже -40 | Свыше 1,6 (16) до 2,5 (25) | От 120 до 300 | До 1,6 (16) | От минус 40 до 120 | |||||
Вакуум ниже 0,08 (0,8) (абс) | Независимо | Вакуум выше 0,08 (0,8) (абс) | От минус 40 до 300 | ||||||||
в) горючие жидкости (ГЖ) | Свыше 6,3 (63) | Свыше 350 и ниже -40 | Свыше 2,5 (25) до 6,3 (63) | Свыше 250 до 350 | Свыше 1,6 (16) до 2,5 (25) | Свыше 120 до 250 | До 1,6 (16) | От минус 40 до 120 | - | - | |
Вакуум ниже 0,003 (0,03) (абс) | То же | Вакуум ниже 0,08 (0,8) (абс) | То же | Вакуум до 0,08 (0,8) (абс) | От минус 40 до 250 | - | - | - | - | ||
В | Трудногорючие (ТГ) и негорючие вещества (НГ) | Вакуум ниже 0,003 (0,03) (абс) | - | Свыше 6,3 (63) вакуум ниже 0,08 (0,8) (абс) | Свыше 350 до 450 | Свыше 2,5 (25) до 6,3 (63) | От 250 до 350 | Свыше 1,6 (16) до 2,5 (25) | Свыше 120 до 250 | До 1,6 (16) | От минус 40 до 120 |
2.1.2. Категории трубопроводов определяют совокупность технических требований к конструкции, монтажу и объему контроля трубопроводов.
2.1.3. Класс опасности технологических сред определяется разработчиком проекта на основании классов опасности веществ, содержащихся в технологической среде, и их соотношений.
2.1.4. Категории трубопроводов устанавливаются разработчиком проекта для каждого трубопровода и указываются в проектной документации.
2.1.5. Допускается в зависимости от условий эксплуатации принимать более ответственную (чем определяемую рабочими параметрами среды) категорию трубопроводов.
Обозначение группы определенной транспортируемой среды включает в себя обозначение группы среды (А, Б, В) и обозначение подгруппы (а, б, в), отражающее класс опасности вещества.
Обозначение группы трубопровода в общем виде соответствует обозначению группы транспортируемой среды. Обозначение "трубопровод группы А (б)" обозначает трубопровод, по которому транспортируется среда группы А (б).
Группа трубопровода, транспортирующего среды, состоящие из различных компонентов, устанавливается по компоненту, требующему отнесения трубопровода к более ответственной группе. При этом, если при содержании в смеси опасных веществ 1, 2 и 3 классов опасности концентрация одного из них наиболее опасна, группу смеси определяют по этому веществу.
В случае, если наиболее опасный по физико-химическим свойствам компонент входит в состав смеси в незначительном количестве, вопрос об отнесении трубопровода к менее ответственной группе или категории решается проектной организацией.
Класс опасности вредных веществ и показатели пожаровзрывоопасности веществ следует принимать по государственным стандартам.
Категорию трубопровода следует устанавливать по параметру, требующему отнесения его к более ответственной категории.
Для вакуумных трубопроводов следует учитывать не условное давление, а абсолютное рабочее давление.
Трубопроводы, транспортирующие вещества с рабочей температурой равной или превышающей температуру их самовоспламенения или рабочей температурой ниже -40°С, а также несовместимые с водой или кислородом воздуха при нормальных условиях, следует относить к I категории.
2.2. Требования к материалам, применяемым для трубопроводов
2.2.1. Трубы, фасонные соединительные детали, фланцы, прокладки и крепежные изделия, применяемые для трубопроводов, по качеству, техническим характеристикам и материалам должны отвечать соответствующей нормативно-технической документации.
Качество и техническая характеристика материалов и готовых изделий, применяемых для изготовления трубопроводов, подтверждается соответствующими паспортами или сертификатами. Материалы и изделия, не имеющие паспортов или сертификатов, допускается применять только для трубопроводов II и ниже категорий и после их проверки и испытания в соответствии со стандартами, техническими условиями и нормативно-технической документацией.
Материал деталей трубопроводов, как правило, должен соответствовать материалу соединяемых труб. При применении и сварке разнородных сталей следует руководствоваться указаниями соответствующих нормативно-технических документов.
Допускается по заключению специализированных (экспертных) организаций применение труб и деталей трубопроводов из материалов, не указанных в государственных стандартах и нормативно-технической документации.
2.2.2. Трубы и фасонные детали трубопроводов должны быть изготовлены из стали, обладающей технологической свариваемостью, с отношением предела текучести к пределу прочности не более 0,75, относительным удлинением металла при разрыве на пятикратных образцах не менее 16% и ударной вязкостью не ниже KCU = 30 Дж/см2 (3,0 кгс·м/см2) при минимальной расчетной температуре стенки элемента трубопровода.
2.2.3. Применение импортных материалов и изделий допускается, если их характеристики соответствуют нормативным требованиям и подтверждены заключением специализированной (экспертной) организации.
2.2.4. Трубы в зависимости от параметров транспортируемой среды необходимо выбирать в соответствии с нормативно-технической документацией.
2.2.5. Бесшовные трубы, изготовленные из слитка, а также фасонные детали из этих труб допускается применять для трубопроводов групп А и Б первой и второй категорий при условии проведения их контроля методом ультразвуковой дефектоскопии (УЗД) в объеме 100% по всей поверхности.
2.2.6. Для трубопроводов, транспортирующих сжиженные углеводородные газы (СУГ), а также вещества, относящиеся к группе А (а), следует применять бесшовные горяче- и холоднодеформированные трубы по государственным стандартам или специальным техническим условиям. Допускается применение электросварных труб условным диаметром более 400 мм в соответствии с указаниями НТД, для трубопроводов транспортирующих вещества, относящиеся к группе А (а) и сжиженные углеводородные газы (СУГ) при скорости коррозии металла до 0,1 мм/год, с рабочим давлением до 2,5 МПа (25 кгс/см2) и температурой до 200°С, прошедших термообработку, 100%-ный контроль сварных швов (УЗД или просвечивание) при положительных результатах механических испытаний образцов из сварных соединений в полном объеме, в том числе и на ударную вязкость (KCU).
Допускается применять в качестве труб обечайки, изготовленные из листовой стали в соответствии с правилами устройства и безопасной эксплуатации сосудов, работающих под давлением, на условное давление до 2,5 МПа (25 кгс/см2).
2.2.7. Для трубопроводов следует применять трубы с нормированными химическим составом и механическими свойствами металла (группа В).
2.2.8. Трубы должны быть испытаны изготовителем пробным гидравлическим давлением, указанным в нормативно-технической документации на трубы, или иметь указание в сертификате о гарантируемой величине пробного давления.
Допускается не проводить гидроиспытания бесшовных труб, если они подвергались по всей поверхности контролю неразрушающими методами.
2.2.9. Трубы электросварные со спиральным швом допускается применять только для прямых участков трубопроводов.
2.2.10. Электросварные трубы, применяемые для транспортирования веществ групп А (б), Б (а), Б (б) (см. таблицу 1), за исключением сжиженных газов давлением свыше 1,6 МПа (16 кгс/см2) и групп Б (в) и В давлением свыше 2,5 МПа (25 кгс/см2), а также с рабочей температурой свыше 300°С должны быть в термообработанном состоянии, а их сварные швы подвергнуты 100%-ному неразрушающему контролю (УЗД или радиография) и испытанию на загиб или ударную вязкость.
Допускается применение нетермообработанных труб с соотношением наружного диаметра трубы к толщине стенки, равным или более 50 для транспортирования сред, не вызывающих коррозионное растрескивание металла.
2.2.11. Электросварные трубы, контактирующие со средой, вызывающей коррозионное растрескивание металла, независимо от давления и толщины стенки должны быть в термообработанном состоянии, а их сварные швы равнопрочны основному металлу и подвергнуты 100%-ному контролю физическими методами (УЗД или радиография).
2.2.12. Трубы из углеродистой полуспокойной стали допускается применять для сред группы В при толщине стенки не более 12 мм в районах с расчетной температурой наружного воздуха не ниже -30°С при обеспечении температуры стенки трубопровода в процессе эксплуатации не ниже -20°С.
Трубы из углеродистой кипящей стали допускается применять для сред группы В при толщине стенки не более 8 мм и давлении не более 1,6 МПа (16 кгс/см2) в районах с расчетной температурой воздуха не ниже -10°С.
2.2.13. Конструкцию фланцев и материалов для них следует выбирать с учетом параметров рабочих сред по нормативно-технической документации и (или) рекомендациям специализированных (экспертных) организаций.
2.2.14. Плоские приварные фланцы применяются для трубопроводов, работающих при условном давлении не более 2,5 МПа (25 кгс/см2) и температуре среды не выше 300°С. Для трубопроводов групп А и Б с условным давлением до 1 МПа (10 кгс/см2) применяются фланцы, предусмотренные на условное давление 1,6 МПа (16 кгс/см2).
2.2.15. Для трубопроводов, работающих при условном давлении свыше 2,5 МПа (25 кгс/см2) независимо от температуры, а также для трубопроводов с рабочей температурой выше 300°С независимо от давления применяются фланцы приварные встык.
2.2.16. Фланцы приварные встык должны изготавливаться из поковок или бандажных заготовок.
Допускается изготовление фланцев приварных встык путем вальцовки заготовок по плоскости листа для трубопроводов, работающих при условном давлении не более 2,5 МПа (25 кгс/см2), или гиба кованых полос для трубопроводов, работающих при условном давлении не более 6,3 МПа (63 кгс/см2), при условии контроля сварных швов радиографическим или ультразвуковым методом в объеме 100%.
2.2.17. При выборе типа уплотнительной поверхности фланцев следует руководствоваться таблицей 2.
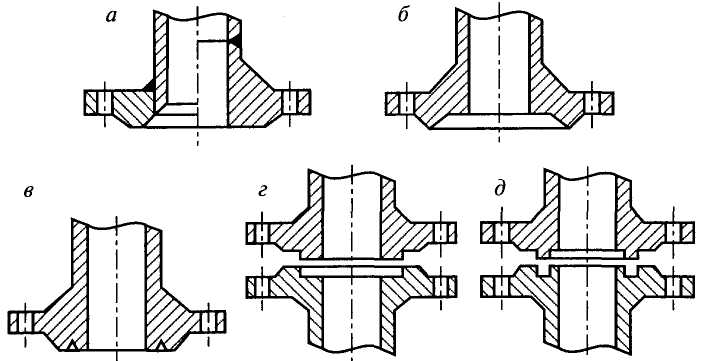
Рис. 1. Уплотнительные поверхности фланцев арматуры
и соединительных частей трубопроводов
а - гладкая; б - под линзовую прокладку; в - под кольцевую прокладку
овального сечения; г - выступ-впадина; д - шип-паз.
Таблица 2
Выбор типа уплотнительной поверхности фланцев
Среда | Давление Pу, МПа (кгс/см2) | Рекомендуемый тип уплотнительной поверхности |
Все вещества группы В | ≤ 2,5 (25) | Гладкая |
Все вещества групп А, Б, кроме А (а) и ВОТ (высокотемпературный органический теплоноситель) | ≥ 2,5 (25) | Гладкая |
Все группы веществ, кроме ВОТ | > 2,5 (25) < 6,3 (63) | Выступ-впадина |
Вещества группы А (а) | ≥ 0,25 (2,5) | Гладкая |
Вещества группы А (а) | > 0,25 (2,5) | Выступ-впадина |
ВОТ | Независимо | Шип-паз |
Фреон, аммиак | Независимо | Выступ-впадина |
Все группы веществ при вакууме | От 0,095 до 0,05 абс. (0,95-0,5) | Гладкая |
Все группы веществ при вакууме | От 0,05 до 0,001 абс. (0,5 - 0,01) | Шип-паз |
Все группы веществ | ≥ 6,3 (63) | Под линзовую прокладку или прокладку овального сечения |
2.2.18. Для трубопроводов, транспортирующих вещества групп А и Б технологических объектов I категории взрывоопасности, не допускается применение фланцевых соединений с гладкой уплотнительной поверхностью за исключением случаев применения спирально навитых прокладок c ограничительным кольцом.
2.2.19. Крепежные детали для фланцевых соединений и материалы для них следует выбирать в зависимости от рабочих условий и марок сталей фланцев.
Для соединения фланцев при температуре выше 300°С и ниже -40°С независимо от давления следует применять шпильки.
2.2.20. При изготовлении шпилек, болтов и гаек твердость шпилек или болтов должна быть выше твердости гаек не менее чем на 10 - 15 НВ.
2.2.21. На материалы, применяемые для изготовления крепежных изделий, а также на крепежные детали, должны быть сертификаты изготовителей.
При отсутствии сертификата на материал изготовитель крепежных изделий должен провести проверку (аттестацию) материалов для определения их физико-механических характеристик (в том числе химического состава) и составить сертификат.
2.2.22. Не допускается изготавливать крепежные детали из кипящей, полуспокойной, бессемеровской и автоматной сталей.
2.2.23. Материал заготовок или готовые крепежные изделия из качественных углеродистых, а также теплоустойчивых и жаропрочных легированных сталей должны быть термообработаны.
Для крепежных деталей, применяемых при давлении до 1,6 МПа (16 кгс/см2) и рабочей температуре до 200°С, а также крепежных деталей из углеродистой стали с резьбой диаметром до 48 мм термообработку допускается не проводить.
2.2.24. В случае применения крепежных деталей из сталей аустенитного класса при рабочей температуре среды свыше 500°С изготовлять резьбу методом накатки не допускается.
2.2.25. Материалы крепежных деталей следует выбирать с коэффициентом линейного расширения, близким по значению к коэффициенту линейного расширения материала фланца при разнице в значениях коэффициентов линейного расширения материалов не выше 10%.
Допускается применять материалы крепежных деталей и фланцев с коэффициентами линейного расширения, значения которых различаются более чем на 10%, в случаях, обоснованных расчетом на прочность или экспериментальными исследованиями, а также для фланцевых соединений при рабочей температуре среды не более 100°С.
2.2.26. Прокладки и прокладочные материалы для уплотнения фланцевых соединений выбираются в зависимости от транспортируемой среды и ее рабочих параметров в соответствии с проектом, нормативно-технической документацией и/или по рекомендациям специализированных (экспертных) организаций.
2.2.27. Фасонные детали трубопроводов в зависимости от параметров транспортируемой среды и условий эксплуатации следует выбирать по действующей нормативно-технической документации, а также по проекту.
2.2.28. Фасонные детали трубопроводов следует изготавливать из стальных бесшовных и прямошовных сварных труб или листового проката, металл которых отвечает требованиям проекта, нормативно-технической документации, а также условиям свариваемости с материалом присоединяемых труб.
2.2.29. Детали трубопроводов для сред, вызывающих коррозионное растрескивание металла, независимо от конструкции, марки стали и технологии изготовления подлежат термообработке.
Допускается местная термообработка сварных соединений секционных отводов и сварных из труб тройников, если для их изготовления применены термообработанные трубы.
2.2.30. При выборе сварных деталей трубопроводов в зависимости от агрессивности среды, температуры и давления следует руководствоваться нормативно-технической документацией.
2.2.31. Сварку фитингов и контроль качества сварных стыков следует производить в соответствии с требованиями нормативно-технической и проектной документации.
2.2.32. Ответвление от трубопровода выполняется одним из способов, показанных на рис. 2. Не допускается усиление тройниковых соединений с помощью ребер жесткости.
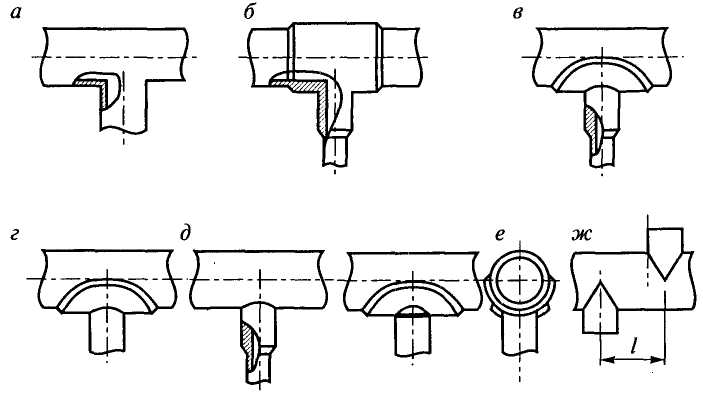
Рис. 2. Ответвления на технологических трубопроводах
а - без укрепления; б - с помощью тройника; в - укрепленное штуцером и накладкой;
г - укрепленное накладкой; д - укрепленное штуцером; е - укрепленное накладками на основной
и ответвляемый трубопровод; ж - крестообразное.
2.2.33. Присоединение ответвлений по способу "а" (рис. 2) применяется в тех случаях, когда ослабление основного трубопровода компенсируется имеющимися запасами прочности соединения.
2.2.34. При выборе способа присоединения ответвлений к основному трубопроводу следует отдавать предпочтение способам "б", "в", "е" (рис. 2).
2.2.35. Накладку на ответвляемый трубопровод (присоединение по способу "е") устанавливают при отношении диаметров ответвляемого и основного трубопроводов не менее 0,5.
2.2.36. Сварные тройники применяют при давлении Pу до 10 МПа (100 кгс/см2).
2.2.37. Отводы сварные с условным проходом Dy 150-400 мм следует применять для технологических трубопроводов при давлении Pу не более 6,3 МПа (63 кгс/см2).
Отводы сварные с условным проходом Dу 500-1400 мм допускается применять для технологических трубопроводов при давлении Pу не более 2,5 МПа (25 кгс/см2).
2.2.38. Сварные концентрические и эксцентрические переходы с условным проходом Dy 250-400 мм допускается применять для технологических трубопроводов при давлении Py до 4 МПа (40 кгс/см2), а с Dy 500-1400 мм при Ру, до 2,5 МПа (25 кгс/см2).
Пределы применения стальных переходов в зависимости от температуры и агрессивности среды должны соответствовать пределам применения присоединяемых труб для аналогичных марок сталей.
Сварные швы переходов подлежат 100%-ному контролю ультразвуковым или радиографическим методом.
2.2.39. Допускается применение лепестковых переходов для технологических трубопроводов с условным давлением Pу не более 1,6 МПа (16 кгс/см2) и условным диаметром Dy 100-500 мм.
Не допускается устанавливать лепестковые переходы на трубопроводах, предназначенных для транспортирования сжиженных газов и веществ группы А (а) (см. таблицу 1).
2.2.40. Лепестковые переходы следует сваривать с последующим 100%-ным контролем сварных швов ультразвуковым или радиографическим методом.
После изготовления лепестковые переходы следует подвергать высокотемпературному отпуску.
2.2.41. Сварные крестовины допускается применять на трубопроводах из углеродистых сталей при рабочей температуре не выше 250°С.
Крестовины из электросварных труб допускается применять при давлении Pу не более 1,6 МПа (16 кгс/см2), при этом они должны быть изготовлены из труб, рекомендуемых для применения при давлении Pу не менее 2,5 МПа (25 кгс/см2).
Крестовины из бесшовных труб допускается применять при давлении Pу не более 2,5 МПа (25 кгс/см2), при условии изготовления их из труб, рекомендуемых для применения при давлении Pу не менее 4 МПа (40 кгс/см2).
2.2.42. Для технологических трубопроводов следует применять, как правило, крутоизогнутые отводы, изготовленные из бесшовных и сварных прямошовных труб методом горячей штамповки или протяжки, гнутые и штампосварные отводы.
2.2.43. Гнутые отводы, изготовляемые из бесшовных труб, применяются вместо крутоизогнутых и сварных отводов в тех случаях, когда требуется максимально снизить гидравлическое сопротивление трубопровода, на трубопроводах с пульсирующим потоком среды (с целью снижения вибрации), а также на трубопроводах при условном проходе Dy менее 25 мм.
Пределы применения гладкогнутых отводов с радиусом гиба R ≥ 2 Dн из труб действующего сортамента должны соответствовать пределам применения труб, из которых они изготовлены.
2.2.44. При выборе радиуса гиба гладкогнутых отводов следует руководствоваться проектной и/или нормативно-технической документацией.
Минимальную длину прямого участка от конца трубы до начала закругления следует принимать равной диаметру Dн трубы, но не менее 100 мм.
2.2.45. Заглушки рекомендуется выбирать в зависимости от рабочих параметров среды и конкретных условий эксплуатации.
2.2.46. Температурные пределы применения материалов фланцевых заглушек или заглушек, устанавливаемых между фланцами, следует принимать с учетом температурных пределов применения материалов фланцев.
2.2.47. Быстросъемные заглушки выпускаются и устанавливают в соответствии с проектом.
Приварные плоские и ребристые заглушки можно применять для технологических трубопроводов, транспортирующих вещества групп А и Б при давлении Pу до 2,5 МПа (25 кгс/см2).
2.2.48. Заглушки, устанавливаемые между фланцами, а также быстросъемные заглушки, не следует применять для разделения двух трубопроводов с различными средами, смешение которых недопустимо.
2.2.49. Качество и материал заглушек подтверждаются сертификатом.
На каждой съемной заглушке (на хвостовике, а при его отсутствии - на цилиндрической поверхности) следует обозначать номер заглушки, марку стали, условное давление Pу и условный проход Dу.
2.2.50. Установку и снятие заглушек отмечают в специальном журнале.
III. ТЕХНОЛОГИЧЕСКИЕ ТРУБОПРОВОДЫ ВЫСОКОГО ДАВЛЕНИЯ
СВЫШЕ 10 МПа (100 кгс/см2) ДО 320 МПа (3200 кгс/см2)
3.1. Общие положения
3.1.1. Конструкция трубопровода должна обеспечивать безопасность при эксплуатации и предусматривать возможность его полного опорожнения, очистки, промывки, продувки, наружного и внутреннего осмотра, контроля и ремонта, удаления из него воздуха при гидравлическом испытании и воды после его проведения.
3.1.2. Если конструкция трубопровода не позволяет проведения наружного и внутреннего осмотров, контроля или испытаний, в проекте должны быть указаны методика, периодичность и объем контроля, выполнение которых обеспечит своевременное выявление и устранение дефектов.
3.1.3. Соединения элементов трубопроводов, работающих под давлением до 35 МПа (350 кгс/см2), следует производить сваркой со стыковыми без подкладного кольца сварными соединениями. Фланцевые соединения допускается предусматривать в местах подключения трубопроводов к аппаратам, арматуре и другому оборудованию, имеющему ответные фланцы, а также на участках трубопроводов, требующих в процессе эксплуатации периодической разборки или замены. Соединения трубопроводов под давлением свыше 35 МПа (350 кгс/см2) следует выполнять по специальным требованиям и техническим условиям.
3.1.4. В трубопроводах, предназначенных для работы под давлением до 35 МПа (350 кгс/см2), допускается вварка штуцеров на прямых участках, а также применение тройников, сваренных из труб, штампосварных колен с двумя продольными швами при условии проведения 100%-ного контроля сварных соединений неразрушающими методами.
3.1.5. Вварка штуцеров в сварные швы, а также в гнутые элементы (в местах гибов) трубопроводов не допускается.
На гибах трубопроводов, работающих под давлением до 35 МПа (350 кгс/см2), может быть допущена вварка одного штуцера (трубы) для измерительного устройства внутренним диаметром не более 25 мм.
3.1.6. Для соединения элементов трубопроводов из высокопрочных сталей с временным сопротивлением разрыву 650 МПа (6500 кгс/см2) и более следует использовать муфтовые или фланцевые соединения на резьбе.
3.1.7. В местах расположения наиболее напряженных сварных соединений и точек измерения остаточной деформации, накапливаемой при ползучести металла, следует предусматривать съемные участки изоляции.
3.2. Требования к конструкции трубопровода
3.2.1. Детали трубопроводов высокого давления следует изготавливать из поковок, объемных штамповок и труб. Допускается применение других видов заготовок, если они обеспечивают безопасную работу в течение расчетного срока службы с учетом заданных условий эксплуатации.
3.2.2. Отношение внутреннего диаметра ответвления к внутреннему диаметру основной трубы в кованых тройниках-вставках принимается не менее 0,25. Если соотношение диаметра штуцера и диаметра основной трубы менее 0,25, применяют тройники или штуцера.
3.2.3. Конструкция и геометрические размеры тройников, сваренных из труб, штампосварных колец, гнутых отводов и штуцеров должны соответствовать установленным требованиям.
3.2.4. Сваренные из труб тройники, штампосварные отводы, тройники и отводы из литых по электрошлаковой технологии заготовок допускается применять на давление до 35 МПа (350 кгс/см2). При этом все сварные швы и металл литых заготовок подлежат неразрушающему контролю в объеме 100%.
3.2.5. Отношение внутреннего диаметра штуцера (ответвления) к внутреннему диаметру основной трубы в сварных тройниках принимается не выше значения 0,7.
3.2.6. Применение отводов, сваренных из секторов, не рекомендуется.
3.2.7. Гнутые отводы после гибки подвергают термической обработке.
3.2.8. Отводы гнутые из стали марок 20, 15ГС, 14ХГС после холодной гибки подвергают отпуску при условии, что до холодной гибки трубы подвергались закалке с отпуском или нормализации.
3.2.9. Для разъемных соединений следует применять фланцы резьбовые и фланцы, приваренные встык с учетом требований п. 3.1.3 настоящих Правил.
3.2.10. В качестве уплотнительных элементов фланцевых соединений следует применять металлические прокладки - линзы плоские, восьмиугольного, овального и других сечений.
3.2.11. На деталях трубопроводов, фланцах резьбовых, муфтах и крепежных изделиях выполняется стандартная резьба. Форма впадин наружных резьб должна быть закругленной. Допуски на резьбу - 6Н, 6g. Качество резьбы проверяется свободным прохождением резьбового калибра.
3.2.12. В случае изготовления крепежных деталей холодным деформированием они подвергаются термической обработке - отпуску. Накатка резьбы на шпильках из аустенитной стали для эксплуатации при температуре более 500°С не допускается.
3.2.13. Конструкция и расположение сварных соединений должны обеспечивать их качественное выполнение и контроль всеми предусмотренными методами в процессе изготовления, монтажа, эксплуатации и ремонта.
3.2.14. Расстояние между соседними кольцевыми стыковыми сварными соединениями должно быть не менее трехкратного значения номинальной толщины свариваемых элементов, но не менее 50 мм при толщине стенки до 8 мм и не менее 100 мм при толщине стенки свыше 8 мм.
В любом случае указанное расстояние должно обеспечивать возможность проведения местной термообработки и контроля шва неразрушающими методами.
Сварные соединения трубопроводов следует располагать от края опоры на расстоянии 50 мм для труб диаметром менее 50 мм и не менее чем на расстоянии 200 мм для труб диаметром свыше 50 мм.
3.2.15. Расстояние от начала гиба трубы до оси кольцевого сварного шва для труб с наружным диаметром до 100 мм должно быть не менее наружного диаметра трубы, но не менее 50 мм.
Для труб с наружным диаметром 100 мм и более это расстояние должно быть не менее 100 мм.
3.3. Требования к материалам, применяемым для трубопроводов
высокого давления
3.3.1. Для изготовления, монтажа и ремонта трубопроводов на давление свыше 10 МПа (100 кгс/см2) до 320 МПа (3200 кгс/см2) и температуру от -50 до 540°С следует применять стандартные материалы и полуфабрикаты.
3.3.2. Условия применения материалов для коррозионных сред, содержащих водород, окись углерода, аммиак, определяются в соответствии с табл. 3-5.
Таблица 3
Максимально допустимая температура применения сталей
в водородсодержащих средах, °С
Марка стали | Температура (°С) при парциальном давлении водорода, МПа (кгс/см2) | ||||||
1,5 (15) | 2,5 (25) | 5 (50) | 10 (100) | 20 (200) | 30 (300) | 40 (400) | |
20, 20ЮЧ, 15ГС, 16ГС, 09Г2С, 10Г2 | 290 | 280 | 260 | 230 | 210 | 200 | 190 |
14ХГС | 310 | 300 | 280 | 260 | 250 | 240 | 230 |
30ХМА, 15ХМ, 12X1МФ, 20Х2МА | 400 | 390 | 370 | 330 | 290 | 260 | 250 |
20Х2МА | 480 | 460 | 450 | 430 | 400 | 390 | 380 |
15Х1М1Ф | 510 | 490 | 460 | 420 | 390 | 380 | 380 |
22Х3М | 510 | 500 | 490 | 475 | 440 | 430 | 420 |
18Х3МФ | 510 | 510 | 510 | 510 | 500 | 470 | 450 |
20Х3МВФ, 15Х5М, 15Х5М-III, 08Х18Н10Т, 08Х18Н12Т, 12Х18Н10Т, 12Х18Н12Т, 03Х17Н14М3, 08Х17Н15М3Т, 10Х17Н13М2Т, 10Х17Н13М3Т | 510 | 510 | 510 | 510 | 510 | 510 | 510 |
Таблица 4
Максимально допустимые парциальные давления окиси углерода, МПа (кгс/см2)
Типы стали | Парциальное давление, МПа (кгс/см2) при температуре, °С | |
до 100 | свыше 100 | |
Углеродистые и низколегированные с содержанием хрома до 2% | 24 (240) | - |
Низколегированные с содержанием хрома свыше 2% до 5% | - | 10 (100) |
Коррозионно-стойкие стали аустенитного класса | - | 24 (240) |
Таблица 5
Максимально допустимые температуры применения сталей в средах,
содержащих аммиак, (°С)
Марка стали | Температура (°С) при парциальном давлении аммиака, МПа (кгс/см2) | ||
св. 1 (10) до 2 (20) | св. 2 (20) до 5 (50) | св. 5 (50) до 8 (80) | |
20, 20ЮЧ, 15ГС, 16ГС, 09Г2С, 10Г2 | 300 | 300 | 300 |
14ХГС, 30ХМА, 15ХМ, 12Х1МФ | 340 | 330 | 310 |
15Х1М1Ф, 20Х2МА, 22Х3М, 18Х3МВ, 15Х5М, 20Х3МВФ, 15Х5М-III | 360 | 350 | 340 |
08Х18Н10Т, 08Х18Н12Т, 12Х18Н10Т, 12Х18Н12Т, 03Х17Н14М3, 10Х17Н13М2Т, 10Х17Н13М3Т, 08Х17Н15М3Т | 540 | 540 | 540 |
3.3.4. Параметры применения сталей, указанные в табл. 3, относятся также к сварным соединениям при условии, что содержание легирующих элементов в металле шва не ниже, чем в основном металле. Сталь марок 15Х5М и 15X5M-III по табл. 3 допускается применять до 540°С при парциальном давлении водорода не более 6,7 МПа (67 кгс/см2).
Условия применения в табл. 4 установлены для скорости карбонильной коррозии не более 0,5 мм/год.
Условия применения в табл. 5 установлены для скорости азотирования не более 0,5 мм/год.
3.3.5. Качество и свойства полуфабрикатов подтверждаются сертификатами и соответствующей маркировкой. При отсутствии или неполноте сертификата или маркировки следует провести все необходимые испытания с оформлением их результатов протоколом, дополняющим или заменяющим сертификат.
3.3.6. Изготовитель полуфабрикатов должен осуществлять контроль химического состава материала. В сертификат следует вносить результаты химического анализа, полученные непосредственно для полуфабриката, или данные по сертификату на заготовку, использованную для его изготовления.
3.3.7. Контроль механических свойств металла полуфабрикатов следует выполнять путем испытаний на растяжение при 20°С с определением временного сопротивления разрыву, условного или физического предела текучести, относительного удлинения, относительного сужения, на ударный изгиб.
3.3.8. Испытанию на ударный изгиб подвергаются полуфабрикаты на образцах с концентраторами типа U (KCU) и типа V (KCV) при температуре 20°С, а также при отрицательных температурах в случае, когда изделие эксплуатируется в этих условиях.
Значения ударной вязкости при всех температурах испытаний для KCU должны быть не менее 30 Дж/см2 (3,0 кгс·м/см2), для KCV - не менее 25 Дж/см2 (2,5 кгс·м/см2).
3.3.9. Нормированные значения механических свойств при повышенных температурах и температура испытаний указываются в технической документации на полуфабрикаты, предназначенные для работы при повышенных температурах.
3.3.10. Для материала полуфабрикатов, предназначенных для работы при температуре выше 400°С, определяется величина сопротивления ползучести металла, что должно быть указано в документации.
3.3.11. Пределы применения материала труб, виды испытаний и контроля устанавливаются нормативно-технической документацией и указываются в технической документации.
3.3.12. Бесшовные трубы изготавливаются из катаной или кованой заготовки.
3.3.13. Для каждой трубы предусматриваются гидравлические испытания. Величина пробного давления указывается в нормативно-технической документации на трубы.
3.3.14. Трубы должны поставляться в термообработанном состоянии, обеспечивающем заданный уровень механических свойств и остаточных напряжений.
На конце каждой трубы ставят клеймо, содержащее следующие данные: номер плавки, марка стали, изготовитель и номер партии.
3.3.15. Трубы с внутренним диаметром 14 мм и более контролируются неразрушающими методами. Трубы с диаметром менее 14 мм контролируются магнитопорошковым или капиллярным (цветным) методом.
3.3.16. Трубы из коррозионно-стойких сталей, если это предусмотрено проектом, испытываются на склонность к межкристаллитной коррозии (МКК).
3.3.17. Для изготовления поковок следует применять качественные углеродистые, низколегированные, легированные и коррозионно-стойкие стали.
3.3.18. Поковки для деталей трубопроводов следует относить к группам IV и IVK.
3.3.19. Размеры поковок принимаются с учетом припусков на механическую обработку, допусков на размеры, технологических напусков и напусков для проб.
3.3.20. Поковки из углеродистых, низколегированных и легированных сталей, имеющие один из габаритных размеров более 200 мм и толщину более 50 мм, подлежат поштучному контролю ультразвуковым или другим равноценным методом.
Дефектоскопии подвергаются не менее 50% объема контролируемой поковки. Площадь контроля распределяется равномерно по всей контролируемой поверхности.
3.3.21. Шпильки, гайки, фланцы и линзы допускается изготавливать из сортового проката.
3.3.22. Материал шпилек, гаек, фланцев и линз, изготовленных из сортового проката, должен удовлетворять техническим требованиям, указанным в нормативно-технической документации на данные изделия.
3.3.23. Пределы применения сталей различных марок для фланцев и крепежных деталей, виды обязательных испытаний и контроля должны соответствовать нормативно-технической документации.
3.3.24. Материалы крепежных деталей выбираются согласно п. 2.2.25 настоящих Правил.
3.3.25. Гайки и шпильки изготавливаются из сталей разных марок, а при изготовлении из стали одной марки - с разной твердостью. При этом твердость гайки должна быть ниже твердости шпильки не менее чем на 10 - 15 НВ.
3.4. Требования к изготовлению трубопроводов
3.4.1. Сварка сборочных единиц должна производиться в соответствии с требованиями технических условий на изготовление трубопроводов, утвержденных инструкций или технологической документации, содержащих указания по технологии сварки трубопроводов, применению присадочных материалов, видам и объему контроля, а также предварительному и сопутствующему подогреву и термической обработке.
3.4.2. Изготовление сборочных единиц может производиться предприятиями, которые располагают техническими возможностями и специалистами, обеспечивающими качество изготовления сборочных единиц в полном соответствии с требованиями настоящих Правил, стандартов или технических условий.
3.4.3. При изготовлении, монтаже, ремонте следует осуществлять входной контроль труб, поковок, деталей сварных соединений и сварочных материалов на соответствие их требованиям настоящих Правил, стандартов, технических условий и технической документации.
3.4.4. Трубы, поковки, детали и сварочные материалы комплектуются сертификатами, паспортами и маркируются.
3.4.5. Объем и методы входного контроля металла сборочных единиц и элементов трубопроводов должны соответствовать табл. 6.
Таблица 6
Объемы входного контроля металла сборочных единиц
и элементов трубопроводов высокого давления
Материалы и элементы | Вид контроля | Объем контроля |
Трубы | Анализ сертификатных и паспортных данных | |
Осмотр наружной и внутренней поверхности | 100% | |
Проверка маркировки | 100% | |
Контроль наружного диаметра и толщины стенки | 100% | |
Магнитная дефектоскопия по наружной поверхности | 100% труб с наружным диаметром менее 14 мм | |
Проверка стилоскопом наличия хрома, вольфрама, никеля, молибдена, ванадия, титана в металле труб из легированных марок стали | 100% | |
Контроль твердости по Бринеллю с обоих концов трубы | 100% труб с толщиной стенки 5 мм и более | |
Испытание на растяжение | 2 трубы от партии | |
Испытание на ударный изгиб | 2 трубы от партии с толщиной стенки более 12 мм | |
Контроль загрязненности неметаллическими включениями (при отсутствии документа на данный вид контроля) | 2 трубы от партии | |
Испытание на раздачу (по требованию проекта) | 2 трубы от партии | |
Испытание на сплющивание (по требованию проекта) | 2 трубы от партии с наружным диаметром 45 мм и более | |
Испытание на изгиб (по требованию проекта) | 2 трубы от партии с наружным диаметром менее 45 мм | |
Испытание на межкристаллитную коррозию (по требованию проекта) | 2 трубы от партии | |
Поковки | Анализ сертификатных и паспортных данных | |
Внешний осмотр | 100% | |
Проверка маркировки | 100% | |
Проверка размеров | 100% | |
Магнитопорошковый контроль или капиллярный (цветной) контроль | Выборочно, в местах, где внешним осмотром трудно определить дефекты, а также в местах исправления поверхностных дефектов | |
Ультразвуковой контроль | Каждая поковка деталей Dy 32 мм и более | |
Проверка стилоскопом наличия хрома, вольфрама, молибдена, никеля, ванадия, титана в металле поковок из легированных марок стали | 100% | |
Контроль твердости по Бринеллю | 100% | |
Испытание на растяжение | 2 поковки от партии | |
Испытание на ударный изгиб | 2 поковки от партии | |
Контроль загрязненности неметаллическими включениями (при отсутствии документа на данный вид контроля) | Каждая поковка деталей Dy менее 250 мм | |
Испытание на межкристаллитную коррозию (по требованию проекта) | 2 поковки от партии | |
Электроды | Проверка наличия сертификатов (паспортов) | |
Проверка наличия ярлыков на упаковке и соответствия их данных сертификатам | 100% | |
Проверка соответствия качества электродов | По одному электроду из 5 пачек от партии | |
Проверка сварочно-технологических свойств электродов путем сварки тавровых соединений | 1 пачка из партии | |
Проверка химического состава и (при наличии требований) содержания ферритной фазы и стойкости к МКК | 1 пачка из партии | |
Сварочная проволока | Проверка наличия сертификатов и соответствия их данных техническим требованиям | 100% |
Проверка наличия бирок на мотках и соответствия их данных сертификатам | 100% | |
Проверка соответствия поверхности проволоки | 100% мотков | |
Проверка стилоскопом химического состава проволоки | 1 моток от каждой партии | |
Сварочный флюс | Проверка наличия сертификатов и соответствия их данных техническим требованиям | 100% |
Проверка наличия ярлыков на таре и соответствия их данных сертификату | 100% | |
Защитный газ | Проверка наличия сертификата (паспорта) | |
Проверка наличия ярлыков на баллонах и соответствия их данных сертификату | 100% | |
Проверка чистоты газа на соответствие сертификату | 1 баллон от партии | |
Фасонные детали (тройники, | Анализ сертификатных (паспортных) данных | |
переходы и т.п.) | Проверка соответствия маркировки техническим условиям на поставку | Каждая деталь |
Проверка визуальным осмотром наружных и внутренних поверхностей на отсутствие коррозии, трещин, раковин, забоин, повреждений от транспортировки и разгрузки | Каждая деталь | |
Проверка качества обработки уплотнительных мест и кромок под сварку | Каждая деталь | |
Магнитопорошковый или капиллярный (цветной) контроль | Выборочно, в тех местах, где внешним осмотром трудно определить дефекты, а также в местах исправления поверхностных дефектов | |
Проверка качества резьбы на присоединенных концах и в гнездах под упорные шпильки (внешним осмотром, резьбовыми калибрами, прокручиванием резьбовых фланцев, шпилек) | Каждая деталь | |
Проверка габаритных и присоединительных размеров | Каждая деталь | |
Проверка стилоскопом наличия хрома, никеля, молибдена, вольфрама, ванадия, титана | Каждая деталь из легированной марки стали | |
Металлические уплотнительные | Анализ сертификатных (паспортных) данных | |
прокладки | Проверка соответствия маркировки техническим условиям на поставку | Каждая прокладка |
Визуальный осмотр уплотнительной поверхности | Каждая прокладка | |
Магнитопорошковый или капиллярный (цветной) контроль | В сомнительных случаях | |
Проверка геометрических размеров | 2 прокладки от партии | |
Отводы гнутые | Анализ паспортных данных | |
Проверка соответствия маркировки техническим условиям на поставку | Каждая деталь | |
Проверка визуальным осмотром наружных и внутренних поверхностей на отсутствие коррозии, трещин, раковин, забоин и повреждений от транспортировки и разгрузки | Каждая деталь | |
Измерение ультразвуковым методом толщины стенки в месте гиба | Каждая деталь | |
Замер овальности | Каждая деталь | |
Ультразвуковой контроль сплошности металла в месте гиба (при отсутствии документа на данный вид контроля) | Каждая деталь | |
Магнитопорошковый или капиллярный (цветной) контроль | Выборочно, в местах исправления поверхностных дефектов | |
Проверка качества обработки уплотнительных мест и кромок под сварку | Каждая деталь | |
Проверка качества резьбы на присоединительных концах резьбовыми калибрами или прокручиванием резьбовых фланцев | Каждая деталь | |
Проверка габаритных и присоединительных размеров | Каждая деталь | |
Проверка стилоскопом наличия хрома, никеля, молибдена, вольфрама, ванадия, титана | Каждая деталь из легированной марки стали | |
Шпильки, гайки | Анализ паспортных данных | |
Проверка типа шпилек | Каждая шпилька | |
Проверка соответствия маркировки техническим условиям на поставку | Каждая деталь | |
Проверка длины шпилек | Каждая шпилька | |
Проверка визуальным осмотром поверхностей шпилек и гаек на отсутствие коррозии, трещин, раковин, забоин и повреждений | Каждая деталь | |
Проверка качества резьбы резьбовыми калибрами | Каждая деталь | |
Проверка качества и толщины покрытия | Каждая шпилька | |
Сварные | Внешний осмотр | 100% |
соединения | Магнитопорошковый или капиллярный (цветной) контроль (при отсутствии документации на данный вид контроля) | 100% |
Радиография или ультразвуковая дефектоскопия (при отсутствии документации на данный вид контроля) | 100% | |
Измерение твердости основного металла, металла шва, зоны термического влияния (при отсутствии документации на данный вид контроля) | 100% соединений из хромомолибденовых, хромомолибденованадиевых и хромомолибденованадиевольфрамовых сталей; 2 соединения из остальных марок стали | |
Проверка стилоскопом наличия основных легирующих элементов, определяющих марку стали в основном и наплавленном металле | 100% | |
Определение содержания ферритной фазы для сварных соединений из аустенитных сталей, работающих при температуре свыше 350°С (при отсутствии документации на данный вид контроля) | 100% |
3.4.6. В случае отсутствия сертификатов и паспортов или необходимых данных в них, а также при несоответствии ярлыков (бирок) на упаковках данным сертификатов, проводятся необходимые испытания и контрольные проверки.
3.4.7. Трубы, поковки, детали и сварочные материалы к контролю предъявляются партиями. Методы контроля должны соответствовать требованиям технических условий на поставку.
3.4.8. Осмотр наружной поверхности труб, деталей и поковок можно проводить без применения увеличительных приборов. Внутреннюю поверхность труб осматривают с помощью приборов.
При обнаружении рисок, плен, закатов, рванин, глубина которых выходит за пределы допусков, установленных техническими условиями, трубы отбраковываются.
3.4.9. Заковы, плены, песочницы, раковины, обнаруженные внешним осмотром на обрабатываемых поверхностях поковок, могут быть допущены при условии, что их глубина не превышает 75% фактического одностороннего припуска на технологическую обработку.
3.4.10. Для механических испытаний отбирают трубы и поковки с наибольшей и наименьшей твердостью.
3.4.11. С одного конца каждой отобранной трубы отрезают:
2 образца для испытаний на растяжение при 20°С;
2 образца для испытаний на ударный изгиб при 20°С;
2 образца для испытаний на растяжение при рабочей температуре;
2 образца для испытаний на ударный изгиб при отрицательной температуре;
1 образец для исследования микроструктуры;
1 образец для испытания на сплющивание;
1 образец для испытания на статический изгиб.
3.4.12. От каждой отобранной поковки вырезают:
1 образец для испытания на растяжение при 20°С;
2 образца для испытаний на ударный изгиб при 20°С;
1 образец для испытания на растяжение при рабочей температуре;
2 образца для испытаний на ударный изгиб при отрицательной температуре.
3.4.13. Отбор образцов для проверки стойкости к межкристаллитной коррозии выполняется согласно нормативно-технической документации.
3.4.14. Необходимость испытаний на стойкость против межкристаллитной коррозии труб, поковок, наплавленного металла или металла сварного соединения, а также определения содержания ферритной фазы устанавливается проектом.
3.4.15. Для макроисследования металла труб допускается использовать образцы, на которых определялся ударный изгиб.
3.4.16. При неудовлетворительных результатах испытаний, проведенных в соответствии с требованиями пп. 3.4.10 - 3.4.12 хотя бы по одному из показателей, по нему должны производиться повторные испытания на удвоенном количестве образцов, взятых от других труб (поковок) той же партии.
При неудовлетворительных результатах повторных испытаний проводятся повторные испытания каждой трубы (поковки). Трубы (поковки), показавшие неудовлетворительные результаты, бракуются.
3.4.17. Химический состав металла труб, поковок, деталей указывается в сертификатах (паспортах) на заготовку.
3.4.18. Металл труб и поковок из стали марки 03Х17Н14М3 следует подвергать контролю на содержание ферритной фазы. Содержание ферритной фазы не должно превышать 0,5 балла (1-2%).
3.4.19. На поверхностях готовых колен и отводов допускаются следы от зажима матриц.
3.4.20. Отклонения габаритных размеров сборочных единиц должны соответствовать 16-му квалитету. Суммарное отклонение габаритных размеров сборочной единицы не должно превышать ±10 мм.
3.4.21. Габаритные размеры и масса сборочных единиц, в том числе и в упаковке, не должны превышать установленных габаритов и нагрузок для перевозки транспортными средствами.
3.4.22. Смещение кромок по внутреннему диаметру в стыковых швах труб и деталей трубопроводов допускается в пределах 10% от толщины стенки, но не более 1 мм. При смещении более чем на 1 мм должна производиться расточка по внутреннему диаметру под углом 12-15°. Глубина расточки не должна выходить за пределы расчетной толщины стенки.
3.4.23. Смещение кромок по наружному диаметру в стыковых швах труб и деталей трубопроводов не должно превышать 30% толщины более тонкой трубы или детали, но не более 5 мм. В случае превышения указанных значений на трубе или детали трубопровода с наружной стороны должен быть выполнен скос под углом 12-15°.
При сборке труб с деталями трубопроводов, на которых не допускается скос, следует применять переходники, обеспечивающие допускаемое смещение.
IV. ПРИМЕНЕНИЕ ТРУБОПРОВОДНОЙ АРМАТУРЫ
4.1. По способу присоединения к трубопроводу арматуру разделяют на фланцевую, муфтовую, цапковую и приварную. Муфтовая и цапковая чугунная арматура рекомендуется для трубопроводов с условным проходом Dy не более 50 мм, транспортирующих негорючие нейтральные среды. Муфтовая и цапковая стальная арматура может применяться на трубопроводах для всех сред при условном проходе Dy не более 40 мм.
Фланцевая и приварная арматура допускается к применению для всех категорий трубопроводов.
По эксплуатационному назначению трубопроводная арматура условно подразделяется на запорную, регулирующую, предохранительную, распределительную, защитную и фазоразделительную.
Применяемая трубопроводная арматура должна соответствовать требованиям безопасности, предъявляемым к промышленной трубопроводной арматуре.
4.2. Трубопроводную арматуру следует поставлять комплектной, испытанной и обеспечивающей расконсервацию без разборки.
Арматура должна комплектоваться эксплуатационной документацией, в том числе паспортом, техническим описанием и руководством по эксплуатации.
На арматуре следует указывать условное давление, условный диаметр, марку материала и заводской или инвентаризационный номер.
Арматуру, не имеющую эксплуатационной документации и маркировки, можно использовать для трубопроводов категории V только после ее ревизии, испытаний и технического диагностирования (экспертизы) с оформлением дубликатов документов.
Чугунную арматуру с условным проходом более 200 мм, независимо от наличия паспорта, маркировки и срока хранения, перед установкой следует подвергнуть ревизии и гидравлическому испытанию на прочность и плотность.
4.3. Материал арматуры для трубопроводов следует выбирать в зависимости от условий эксплуатации, параметров и физико-химических свойств транспортируемой среды и требований нормативно-технической документации. Арматуру из цветных металлов и их сплавов допускается применять в тех случаях, когда стальная и чугунная арматура не может быть использована по обоснованным причинам.
4.4. При выборе арматуры с электроприводом следует руководствоваться условиями безопасной работы с электрооборудованием и требованиями по взрывозащищенности (при необходимости).
4.5. Для уменьшения усилий при открывании запорной арматуры с ручным приводом и условным проходом свыше 500 мм при условном давлении до 1,6 МПа (16 кгс/см2) включительно и с условным проходом свыше 350 мм при условном давлении свыше 1,6 МПа (16 кгс/см2) ее рекомендуется снабжать обводными линиями (байпасами) для выравнивания давления по обе стороны запорного органа. Условный проход обводной линии должен быть не менее, мм:
запорной арматуры | 350-600 | 700-800 | 1000 | 1200 | 1400 |
обводной линии | 50 | 80 | 100 | 125 | 150 |
4.6. При выборе типа запорной арматуры следует руководствоваться следующими положениями:
основным типом запорной арматуры, рекомендуемой к применению для трубопроводов с условным проходом от 50 мм и выше, является задвижка, имеющая минимальное гидравлическое сопротивление, надежное уплотнение затвора, небольшую строительную длину и допускающая переменное направление движения среды;
клапаны (вентили) рекомендуется применять для трубопроводов диаметром до 50 мм; при большем диаметре они могут быть использованы, если гидравлическое сопротивление запорного устройства не имеет существенного значения или при ручном дросселировании давления;
краны следует применять, если использование другой арматуры недопустимо или нецелесообразно;
применение запорной арматуры в качестве регулирующей (дросселирующей) не допускается.
4.7. Арматуру в зависимости от рабочих параметров и свойств транспортируемой среды рекомендуется выбирать в соответствии с нормативно-технической документацией и обосновывать выбор в проекте.
4.8. Запорная трубопроводная арматура по герметичности затвора выбирается из условий обеспечения норм герметичности.
Классы герметичности затворов следует выбирать в зависимости от назначения арматуры:
класс А - для веществ групп А, Б (а), Б (б);
класс В - для веществ групп Б (в) и В на Pу более 4 МПа (40 кгс/см2);
класс С - для веществ группы В на Pу менее 4 МПа (40 кгс/см2).
4.9. Арматуру из углеродистых и легированных сталей допускается применять для сред со скоростью коррозии не более 0,5 мм/год. Для сред со скоростью коррозии более 0,5 мм/год арматуру выбирают по рекомендациям специализированных (экспертных) организаций и обосновывают ее выбор в проекте.
4.10. Арматуру из ковкого чугуна марки не ниже КЧ 30-6 и из серого чугуна марки не ниже СЧ 18-36 следует применять для трубопроводов, транспортирующих среды группы В, с учетом ограничений, указанных в п. 4.14.
4.11. Для сред групп А (б), Б (а), кроме сжиженных газов, Б (б), кроме ЛВЖ с температурой кипения ниже 45°С, Б (в) арматуру из ковкого чугуна допускается использовать, если пределы рабочих температур среды не ниже -30°С и не выше 150°С при давлении среды не более 1,6 МПа (16 кгс/см2). При этом для рабочих давлений среды до 1 МПа (10 кгс/см2) применяется арматура, рассчитанная на давление Pу не менее 1,6 МПа (16 кгс/см2), а для рабочих давлений более 1 МПа (10 кгс/см2) - арматура, рассчитанная на давление не менее 2,5 МПа (25 кгс/см2).
4.12. Не допускается применять арматуру из ковкого чугуна на трубопроводах, транспортирующих среды группы А (а), сжиженные газы группы Б (а); ЛВЖ с температурой кипения ниже 45°С группы Б (б).
4.13. Не допускается применять арматуру из серого чугуна на трубопроводах, транспортирующих вещества групп А и Б, а также на паропроводах и трубопроводах горячей воды, используемых в качестве спутников.
4.14. Арматуру из серого и ковкого чугуна не допускается применять независимо от среды, рабочего давления и температуры в следующих случаях:
на трубопроводах, подверженных вибрации;
на трубопроводах, работающих при резкопеременном температурном режиме среды;
при возможности значительного охлаждения арматуры в результате дроссель-эффекта;
на трубопроводах, транспортирующих вещества групп А и Б, содержащие воду или другие замерзающие жидкости, при температуре стенки трубопровода ниже 0°С независимо от давления;
в обвязке насосных агрегатов при установке насосов на открытых площадках;
в обвязке резервуаров и емкостей для хранения взрывопожароопасных и токсичных веществ.
4.15. На трубопроводах, работающих при температуре среды ниже 40°С, следует применять арматуру из соответствующих легированных сталей, специальных сплавов или цветных металлов, имеющих при наименьшей возможной температуре корпуса ударную вязкость металла (KCV) не ниже 20 Дж/см2 (2кгс·м/см2).
4.16. Для жидкого и газообразного аммиака допускается применение специальной арматуры из ковкого чугуна в пределах параметров и условий, изложенных в п. 4.11.
4.17. Запорная арматура с условным проходом Dy более 400 мм должна применяться с механическим приводом (шестеренчатым, червячным, электрическим, пневматическим, гидравлическим и др.). Выбор типа привода обуславливается соответствующими требованиями технологического процесса и устанавливается в проекте. Запорная арматура с электроприводом должна иметь дублирующее ручное управление.
4.18. В гидроприводе арматуры следует применять негорючие и незамерзающие жидкости, соответствующие условиям эксплуатации.
4.19. С целью исключения возможности выпадения в пневмоприводах конденсата в зимнее время газ осушают до точки росы при отрицательной расчетной температуре трубопровода.
4.20. Быстродействующая арматура с приводом должна отвечать требованиям безопасного ведения технологического процесса.
4.21. При ручном приводе можно применять дистанционное управление арматурой с помощью цепей, шарнирных соединений и т.п.
4.22. Приварную арматуру следует применять на трубопроводах, в которых опасные среды обладают высокой проникающей способностью через разъемные соединения (фланцевые, муфтовые и др.).
4.23. Арматуру, устанавливаемую на трубопроводах высокого давления, следует изготавливать в соответствии с чертежами и техническими условиями на эту арматуру. Материалы применяются в соответствии со спецификацией чертежей.
4.24. Детали арматуры не должны иметь дефектов, влияющих на прочность и плотность при ее эксплуатации.
Поковки, штамповки, литье подлежат неразрушающему контролю (радиография, УЗД или другой равноценный метод).
Обязательному контролю подлежат также концы патрубков литой приварной арматуры.
Не допускаются срывы резьбы шпинделя, втулки и наружной резьбы патрубков корпуса и фланцев.
Резьба на корпусе патрубков и фланцев должна быть метрической с крупным шагом и полем допуска 6g. Форма впадин резьбы закругленная. Уплотнительные поверхности должны быть тщательно притерты. Раковины, свищи, плены, волосовины, трещины, закаты, риски и другие дефекты, снижающие герметичность, прочность и надежность уплотнения, недопустимы.
4.25. Для трубопроводов с рабочим давлением свыше 35 МПа (350 кгс/см2), применение литой арматуры не допускается.
4.26. Арматуру с фланцами, имеющими гладкую уплотнительную поверхность, в трубопроводах высокого давления применять не допускается.
При применении линзовых и овальных прокладок уплотняющую поверхность фланцев арматуры при условном давлении до 20 МПа (200 кгс/см2) и выше следует выполнять в соответствии государственными стандартами, фланцы арматуры - по нормативно-технической документации.
Арматуру с уплотнением фланцев "выступ-впадина" в случае применения специальных, например асбометаллических, прокладок допускается применять при рабочих давлениях не выше 35 МПа (350 кгс/см2).
V. ТРЕБОВАНИЯ К УСТРОЙСТВУ ТРУБОПРОВОДОВ
5.1. Размещение трубопроводов
5.1.1. Прокладка технологических трубопроводов должна осуществляться по проекту в соответствии с нормативно-технической документацией по промышленной безопасности.
5.1.2. Прокладка трубопроводов должна обеспечивать:
возможность использования предусмотренных проектом подъемно-транспортных средств и непосредственного контроля за техническим состоянием;
разделение на технологические узлы и блоки с учетом производства монтажных и ремонтных работ с применением средств механизации;
возможность выполнения всех видов работ по контролю, термической обработке сварных швов и испытаниям;
изоляцию и защиту трубопроводов от коррозии, атмосферного и статического электричества;
предотвращение образования ледяных и других пробок в трубопроводе;
наименьшую протяженность трубопроводов;
исключение провисания и образования застойных зон;
возможность самокомпенсации температурных деформаций трубопроводов и защиту от повреждений;
возможность беспрепятственного перемещения подъемных механизмов, оборудования и средств пожаротушения.
5.1.3. При выборе трассы трубопровода следует предусматривать возможность самокомпенсации от температурных деформаций за счет поворотов трасс.
Трасса трубопроводов должна располагаться, как правило, со стороны, противоположной размещению тротуаров и пешеходных дорожек.
5.1.4. Трубопроводы необходимо проектировать с уклонами, обеспечивающими их опорожнение при остановке.
Уклоны трубопроводов следует принимать не менее:
для легкоподвижных жидких веществ - 0,002;
для газообразных веществ по ходу среды - 0,002;
для газообразных веществ против хода среды - 0,003;
для кислот и щелочей - 0,005.
Для трубопроводов с высоковязкими и застывающими веществами величины уклонов принимаются исходя из конкретных свойств и особенностей веществ, протяженности трубопроводов и условий их прокладки (в пределах до 0,02).
В обоснованных случаях допускается прокладка трубопроводов с меньшим уклоном или без уклона, но при этом должны быть предусмотрены мероприятия, обеспечивающие их опорожнение.
5.1.5. Для трубопроводов групп А, Б прокладка должна быть надземной на несгораемых конструкциях, эстакадах, этажерках, стойках, опорах.
Допускается прокладка этих трубопроводов на участках присоединения к насосам и компрессорам в непроходных каналах.
В непроходных каналах допускается прокладка трубопроводов, транспортирующих вязкие, легкозастывающие и горючие жидкости группы Б (в) (мазут, масла и т.п.), а также в обоснованных случаях при прокладке дренажных трубопроводов групп А и Б в случае периодического опорожнения оборудования.
Для трубопроводов группы В помимо надземной прокладки допускается прокладка в каналах (закрытых или с засыпкой песком), тоннелях или в земле. При прокладке в земле рабочая температура трубопровода не должна превышать 150°С. Применение низких опорных конструкций допускается в тех случаях, когда это не препятствует движению транспорта и средств пожаротушения.
При прокладке трубопроводов в тоннелях и проходных каналах необходимо руководствоваться правилами и нормативно-технической документацией по промышленной безопасности
5.1.6. Каналы для трубопроводов групп А и Б следует выполнять из сборных несгораемых конструкций, перекрывать железобетонными несгораемыми конструкциями (железобетонными плитами), засыпать песком и при необходимости предусматривать защиту от проникновения в них грунтовых вод.
5.1.7. Прокладка трубопроводов в полупроходных каналах допускается только на отдельных участках трассы протяженностью не более 100 м, в основном при пересечении трубопроводами групп Б (в) и В внутризаводских железнодорожных путей и автодорог с усовершенствованным покрытием.
При этом в полупроходных каналах следует предусматривать проход шириной не менее 0,6 м и высотой не менее 1,5 м до выступающих конструкций. На концах канала предусматриваются выходы и люки.
5.1.8. В местах ввода (вывода) трубопроводов групп А, Б в цех (из цеха) по каналам или тоннелям следует предусматривать средства по предотвращению попадания вредных и горючих веществ из цеха в канал и обратно (установка диафрагм из несгораемых материалов или устройство водо- и газонепроницаемых перемычек в каждом конкретном случае определяется проектом).
5.1.9. Расстояние между осями смежных трубопроводов и от трубопроводов до строительных конструкций (рис. 3) как по горизонтали, так и по вертикали, следует принимать с учетом возможности сборки, ремонта, осмотра, нанесения изоляции, а также величины смещения трубопровода при температурных деформациях. В таблице 7 указаны рекомендуемые расстояния между осями смежных трубопроводов и от стенок каналов и стен зданий.
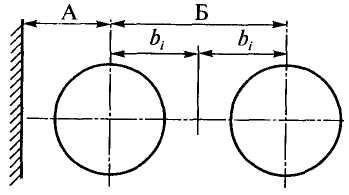
Рис. 3
Таблица 7
Рекомендуемые расстояния между осями смежных трубопроводов
и от трубопроводов до стенок каналов и стен зданий, не менее, мм
Условный проход трубопро-водов, Dу, мм | Для изолированных трубопроводов | Для неизолированных трубопроводов | ||||||||||||||
при температуре стенки, °С | без фланцев | с фланцами в одной плоскости при давлении среды, МПа (кгс/см2) | ||||||||||||||
ниже -30 | от -30 до 19 | от 20 до 600 | до 1,6 (16) | 2,5 (25) и 4 (40) | 6,3 (63) | 10 (100) | ||||||||||
А | b1 | А | b2 | А | b3 | А | b4 | А | b5 | А | b6 | А | b7 | А | b8 | |
10 | 190 | 140 | 170 | 120 | 170 | 120 | 60 | 30 | 100 | 70 | 100 | 70 | 110 | 80 | 110 | 80 |
15 | 190 | 140 | 170 | 120 | 170 | 120 | 60 | 30 | 100 | 70 | 100 | 70 | 110 | 80 | 110 | 80 |
20 | 210 | 160 | 170 | 120 | 200 | 150 | 70 | 40 | 110 | 80 | 110 | 80 | 120 | 90 | 120 | 90 |
25 | 220 | 170 | 180 | 130 | 200 | 150 | 70 | 40 | 110 | 90 | 110 | 90 | 120 | 100 | 120 | 100 |
32 | 240 | 190 | 180 | 130 | 200 | 150 | 70 | 40 | 120 | 100 | 120 | 100 | 130 | 100 | 130 | 100 |
40 | 240 | 190 | 180 | 130 | 200 | 150 | 80 | 50 | 130 | 100 | 130 | 100 | 140 | 110 | 140 | 110 |
50 | 270 | 220 | 210 | 160 | 230 | 180 | 80 | 50 | 130 | 110 | 130 | 110 | 140 | 120 | 150 | 130 |
65 | 300 | 250 | 240 | 190 | 280 | 230 | 90 | 60 | 140 | 120 | 140 | 120 | 150 | 130 | 160 | 140 |
80 | 310 | 260 | 250 | 200 | 310 | 260 | 100 | 70 | 150 | 130 | 150 | 130 | 160 | 130 | 170 | 140 |
100 | 370 | 300 | 310 | 240 | 350 | 280 | 110 | 80 | 160 | 140 | 170 | 140 | 180 | 150 | 190 | 160 |
125 | 410 | 340 | 350 | 280 | 370 | 300 | 120 | 100 | 180 | 150 | 190 | 160 | 200 | 180 | 210 | 180 |
150 | 420 | 350 | 360 | 290 | 380 | 310 | 130 | 110 | 190 | 170 | 200 | 180 | 220 | 200 | 230 | 200 |
175 | 440 | 370 | 380 | 310 | 420 | 350 | 150 | 130 | 210 | 180 | 230 | 200 | 240 | 210 | 250 | 220 |
200 | 450 | 380 | 390 | 320 | 430 | 360 | 160 | 140 | 220 | 190 | 240 | 210 | 260 | 230 | 270 | 240 |
225 | 480 | 410 | 420 | 350 | 440 | 370 | 170 | 150 | 240 | 210 | 260 | 230 | 270 | 240 | 290 | 260 |
250 | 500 | 430 | 440 | 370 | 460 | 390 | 190 | 160 | 260 | 230 | 280 | 250 | 290 | 260 | 330 | 300 |
300 | 560 | 480 | 500 | 420 | 520 | 440 | 210 | 190 | 280 | 260 | 310 | 280 | 320 | 290 | 350 | 320 |
350 | 610 | 530 | 550 | 470 | 550 | 470 | 240 | 210 | 310 | 290 | 340 | 310 | 350 | 330 | 380 | 350 |
400 | 690 | 590 | 630 | 530 | 630 | 530 | 260 | 240 | 340 | 320 | 380 | 360 | 390 | 360 | 410 | 390 |
450 | 740 | 640 | 680 | 580 | 670 | 560 | 290 | 270 | 370 | 350 | 390 | 370 | 450 | 430 | - | - |
500 | 790 | 690 | 730 | 630 | 690 | 590 | 320 | 290 | 410 | 380 | 440 | 410 | 520 | 490 | - | - |
600 | 840 | 740 | 780 | 680 | 760 | 660 | 370 | 340 | 470 | 450 | 500 | 470 | - | - | - | - |
700 | 880 | 780 | 820 | 720 | 800 | 700 | 410 | 380 | 510 | 480 | 550 | 530 | - | - | - | - |
800 | 980 | 860 | 920 | 800 | 860 | 800 | 490 | 450 | 590 | 500 | 650 | 610 | - | - | - | - |
900 | 1030 | 910 | 970 | 850 | 970 | 860 | 540 | 550 | 640 | 600 | - | - | - | - | - | - |
1000 | 1130 | 960 | 1070 | 900 | 1070 | 900 | 610 | 560 | 730 | 680 | - | - | - | - | - | - |
1200 | 1230 | 1060 | 1170 | 1000 | 1170 | 1000 | 710 | 660 | 850 | 800 | - | - | - | - | - | - |
1400 | 1330 | 1160 | 1270 | 1100 | 1270 | 1100 | 810 | 760 | 950 | 900 | - | - | - | - | - | - |
При наличии на трубопроводах арматуры для обогревающих спутников принятые по таблице расстояния А и Б (см. рис. 3) следует проверять исходя из условий необходимости обеспечения расстояния в свету не менее:
для неизолированных трубопроводов при Dy до 600 мм - 50 мм;
для неизолированных трубопроводов при Dy свыше 600 мм и всех трубопроводов с тепловой изоляцией - 100 мм.
Расстояние между нижней образующей или теплоизоляционной конструкцией и полом или дном канала принимается не менее 100 мм.
Расстояние Б (между осями трубопроводов) определяется суммированием табличных размеров bi, где bi = b1, b2,... b8.
При расположении фланцев в разных плоскостях (вразбежку) расстояние между осями неизолированных трубопроводов следует определять суммированием b4 большего диаметра и b5-b8 меньшего диаметра.
5.1.10. При проектировании трубопроводов в местах поворотов трассы следует учитывать возможность перемещений, возникающих от изменения температуры стенок трубы, внутреннего давления и других нагрузок.
5.1.11. При совместной прокладке трубопроводов и электрокабелей для определения расстояния между ними следует руководствоваться нормативно-технической документацией.
5.1.12. Не допускается прокладка технологических трубопроводов внутри административных, бытовых, хозяйственных помещений и в помещениях электрораспределительных устройств, электроустановок, щитов автоматизации, в помещениях трансформаторов, вентиляционных камер, тепловых пунктов, на путях эвакуации персонала (лестничные клетки, коридоры и т.п.), а также транзитом через помещения любого назначения.
Трубопроводы групп А и Б, прокладываемые вне опасного производственного объекта, следует располагать от зданий, где возможно нахождение людей (столовая, клуб, медпункт, бытовые и административные здания и т.д.), на расстоянии не менее 50 м при надземной прокладке и не менее 25 м при подземной прокладке.
5.1.13. При проектировании трубопроводных трасс рекомендуется учитывать возможность реконструкции, для этого при определении размеров конструкций следует предусматривать резерв как по габаритам, так и по нагрузкам на эти конструкции. В каждом конкретном случае резерв определяется проектом.
5.1.14. Не допускается размещение арматуры, компенсаторов, дренажных устройств, разъемных соединений в местах пересечения надземными трубопроводами железных и автомобильных дорог, пешеходных переходов, над дверными проемами, под и над окнами и балконами. В случае необходимости применения разъемных соединений (например, для трубопроводов с внутренним защитным покрытием) должны предусматриваться защитные поддоны и козырьки.
5.1.15. Внутрицеховые трубопроводы, транспортирующие вещества групп А, Б и газы группы В (с условным проходом до 100 мм), а также жидкие вещества группы В (независимо от диаметра трубопровода) допускается прокладывать по наружной поверхности глухих стен вспомогательных помещений, обеспечивая их защиту.
По несгораемой поверхности несущих стен производственных зданий допускается прокладывать внутрицеховые трубопроводы с условным проходом до 200 мм исходя из допускаемых нагрузок на эти стены. Такие трубопроводы должны располагаться на 0,5 м ниже или выше оконных и дверных проемов. При этом трубопроводы с легкими газами располагаются выше, а с тяжелыми - ниже оконных и дверных проемов. Прокладка трубопроводов по стенам зданий со сплошным остеклением, а также по легкосбрасываемым конструкциям не допускается.
5.1.16. Прокладку трубопроводов на низких и высоких отдельно стоящих опорах или эстакадах можно применять при любом сочетании трубопроводов независимо от свойств и параметров транспортируемых веществ.
При этом трубопроводы с веществами, несовместимыми друг с другом, следует располагать на максимальном удалении друг от друга.
При двух- и трехъярусной прокладке трубопроводов их следует располагать с учетом следующего:
трубопроводы кислот, щелочей и других агрессивных веществ - на самых нижних ярусах;
трубопроводы веществ группы Б (а), Б (б) - на верхнем ярусе и, по возможности, у края эстакады;
трубопроводы с веществами, смешение которых может вызвать пожар или взрыв, - на максимальном удалении друг от друга.
5.1.17. Установка П-образных компенсаторов над проездами и дорогами, как правило, не допускается. Указанная установка компенсаторов допускается при наличии обоснования невозможности или нецелесообразности их размещения в других местах.
5.1.18. При прокладке на эстакадах трубопроводов, требующих регулярного обслуживания (не менее одного раза в смену), а также на заводских эстакадах должны предусматриваться проходные мостики из несгораемых материалов шириной не менее 0,6 м и с перилами высотой не менее 0,9 м, а через каждые 200 м и в торцах эстакады при расстоянии менее 200 м - лестницы вертикальные с шатровым ограждением или маршевые.
5.1.19. При прокладке трубопроводов на низких опорах расстояние от поверхности земли до низа трубы и теплоизоляции следует принимать в соответствии с требованиями стандартов и правил. Для перехода через трубопроводы должны быть оборудованы пешеходные мостики.
Допускается предусматривать укладку трубопроводов диаметром до 300 мм включительно в два и более яруса, при этом расстояние от поверхности площадки до верха труб или теплоизоляции верхнего яруса должно быть, как правило, не более 1,5 м.
5.1.20. При соответствующих обоснованиях, если позволяет несущая способность трубопроводов, допускается крепление к ним других трубопроводов меньшего диаметра. Не допускается такой способ крепления к трубопроводам, транспортирующим:
среды групп А, Б;
технологические среды с температурой свыше 300°С и ниже -40°С или давлением свыше 10 МПа (100 кгс/см2) независимо от температуры;
вещества с температурой самовоспламенения в прикрепляемом трубопроводе ниже 0,8 от температуры веществ в несущем трубопроводе.
Возможность крепления трубопроводов должна подтверждаться расчетом и обосновываться в проекте.
5.1.21. При прокладке паропроводов совместно с другими трубопроводами следует дополнительно руководствоваться правилами устройства и безопасной эксплуатации трубопроводов пара и горячей воды.
5.1.22. Трубопроводы, проходящие через стены или перекрытия зданий, следует заключать в специальные гильзы или футляры. Сварные и резьбовые соединения трубопроводов внутри футляров или гильз не допускаются.
Внутренний диаметр гильзы принимается на 10-12 мм больше наружного диаметра трубопровода (при отсутствии изоляции) или наружного диаметра изоляции (для изолированных трубопроводов).
Гильзы должны быть жестко заделаны в строительные конструкции, зазор между трубопроводом и гильзой (с обоих концов) должен заполняться негорючим материалом, допускающим перемещение трубопровода вдоль его продольной оси.
5.1.23. На трубопроводах выброса в атмосферу от технологических аппаратов, содержащих взрыво- и пожароопасные вещества, должны устанавливаться огнепреградители. На выбросах от аппаратов с азотным дыханием и на выбросах от предохранительных клапанов огнепреградители могут не устанавливаться при обосновании в проекте.
5.1.24. Трубопроводы для выброса газовых технологических сред (факельные трубопроводы) должны отвечать требованиям правил устройства и безопасной эксплуатации факельных систем.
5.1.25. Всасывающие и нагнетательные коллекторы компрессоров со средами групп А и Б следует располагать, как правило, вне машинных залов. Отключающая (запорная) от коллектора арматура на всасывающем трубопроводе со средами групп А и Б в каждой машине должна быть установлена у коллектора, вне здания, с целью ограничения количества вредных и взрывопожароопасных веществ, которые могут попасть в помещение при аварийных ситуациях. На нагнетательных линиях газовых компрессоров, работающих на общий коллектор, предусматривается установка обратных клапанов между компрессором и запорной арматурой.
5.1.26. Прокладка технологических трубопроводов в каналах допускается только при соответствующем обосновании (с учетом п.п. 5.1.5; 5.1.7) в проекте.
5.1.27. Межцеховые трубопроводы групп А и Б не допускается прокладывать под и над зданиями.
Трубопроводы групп А, Б (а), Б (б) не допускается укладывать в общих каналах с паропроводами, теплопроводами, кабелями силового и слабого тока.
5.1.28. Подземные трубопроводы, прокладываемые непосредственно в грунте, в местах пересечения автомобильных дорог и железнодорожных путей должны быть проложены в защитных металлических и бетонных трубах, концы которых должны отстоять от головки рельсов или от обочины дороги не менее чем на 2 м; расстояние от верхней образующей защитной трубы до подошвы шпалы железнодорожного пути должно быть не менее 1 м; до полотна автодороги - не менее 0,5 м.
5.1.29. Свободная высота эстакад для трубопроводов над проездами и проходами должна быть не менее:
для железнодорожных путей (над головкой рельса) - 5,55 м;
для автомобильных дорог - 5 м (4,5 при соответствующем обосновании);
для пешеходных дорог - 2,2 м.
5.1.30. При пересечении высокими эстакадами железнодорожных путей и автодорог расстояние по горизонтали от грани ближайшей опоры эстакады должно быть не менее:
до оси железнодорожного пути нормальной колеи - 2,45 м;
до бордюра автодороги - 1,0 м.
5.1.31. Пересечение эстакад с воздушными линиями электропередач выполняется в соответствии с правилами устройства электроустановок.
Воздушные линии электропередач на пересечениях с эстакадами должны проходить только над трубопроводами. Минимальное расстояние по вертикали от верхних технологических трубопроводов эстакады до линий электропередач (нижних проводов с учетом их провисания) следует принимать в зависимости от напряжения.
Напряжение, кВ | До 1 | От 1 до 20 | От 35 до 110 | 150 | 220 |
Расстояние над трубопроводом, м | 1,0 | 3,0 | 4,0 | 4,5 | 5,0 |
Расстояние по вертикали от верхних технологических трубопроводов до нижней части вагонеток (с учетом провисания троса) подвесной дороги должно быть не менее 3 м.
При определении вертикального и горизонтального расстояния между воздушными линиями электропередач и технологическими трубопроводами всякого рода защитные ограждения, устанавливаемые над ними в виде решеток, галерей, площадок, рассматриваются как части трубопровода.
5.1.32. При подземной прокладке трубопроводов в случае одновременного расположения в одной траншее двух и более трубопроводов они должны располагаться в один ряд (в одной горизонтальной плоскости). Расстояние между ними в свету следует принимать при следующих условных диаметрах трубопроводов:
до 300 мм - не менее 0,4 м;
более 300 мм - не менее 0,5 м.
5.1.33. Подземные трубопроводы должны быть защищены от почвенной коррозии специальной усиленной противокоррозионной защитой (изоляцией).
5.1.34. Глубина заложения подземных трубопроводов должна быть не менее 0,6 м от поверхности земли до верхней части трубы или теплоизоляции в тех местах, где не предусмотрено движение транспорта, а на остальных участках принимается исходя из условий сохранения прочности трубопровода с учетом всех действующих нагрузок.
Трубопроводы, транспортирующие застывающие, увлажненные и конденсирующиеся вещества, должны располагаться на 0,1 м ниже глубины промерзания грунта с уклоном к конденсатосборникам, другим емкостям или аппаратам.
5.1.35. По возможности следует избегать пересечения и сближения до расстояния менее 11 м трубопроводов с рельсовыми путями электрифицированных (на постоянном токе) дорог и другими источниками блуждающих токов.
В обоснованных случаях допускается уменьшение указанного расстояния при условии применения соответствующей защиты от блуждающих токов с обоснованием в проекте.
В местах пересечения подземных трубопроводов с путями электрифицированных железных дорог применяются диэлектрические прокладки.
5.2. Устройства для дренажа и продувки трубопроводов
5.2.1. Все технологические трубопроводы независимо от транспортируемого продукта должны иметь дренажи для слива воды после гидравлического испытания и воздушники в верхних точках трубопроводов для удаления газа.
Необходимость специальных устройств для дренажа и продувки определяется проектом в зависимости от назначения и условий работы трубопровода.
5.2.2. Опорожнение трубопроводов, как правило, должно производиться в технологическое оборудование, имеющее устройства для периодического или непрерывного отвода жидкости. При невозможности обеспечения полного опорожнения (при наличии "мешков", обратных уклонов и т.д.) в нижних точках трубопроводов следует предусматривать специальные дренажные устройства непрерывного или периодического действия.
5.2.3. Трубопроводы, в которых возможна конденсация продукта, должны иметь дренажные устройства для непрерывного удаления жидкости.
В качестве дренажных устройств непрерывного действия в зависимости от свойств и параметров среды могут применяться конденсатоотводчики, гидравлические затворы, сепараторы и другие устройства с отводом жидкости в закрытые системы и сборники.
5.2.4. Непрерывный отвод дренируемой жидкости из трубопровода предусматривается из специального штуцера-кармана, ввариваемого в дренируемый трубопровод.
Диаметр штуцера-кармана в зависимости от диаметра дренируемого трубопровода следует принимать:
Диаметр трубопровода, Dу, мм | от 100 до 125 | от 150 до 175 | от 200 до 250 | от 300 до 350 | от 400 до 450 | от 500 до 600 | от 700 до 800 | от 900 до 1200 |
Диаметр штуцера-кармана, Dу, мм | 50 | 80 | 100 | 150 | 200 | 250 | 300 | 350 |
На трубопроводах условным диаметром менее 100 мм штуцера-карманы не предусматриваются.
Диаметр отводящей трубы, присоединяемой к штуцеру-карману, определяется гидравлическим расчетом.
5.2.5. В качестве дренажных устройств периодического действия следует предусматривать специальные сливные штуцера с запорной арматурой для присоединения стационарных или съемных трубопроводов, гибких шлангов для отвода продуктов в дренажные емкости или технологическое оборудование. На запорную арматуру устанавливается заглушка. Дренажные устройства для аварийного опорожнения следует проектировать стационарными.
Для продуктов 1 и 2 классов опасности и сжиженных газов устройства для опорожнения с помощью гибких шлангов не допускаются.
Диаметр дренажного трубопровода принимается в соответствии с гидравлическим расчетом исходя из условий регламентированного времени дренажа, но не менее 25 мм.
5.2.6. Для прогрева и продувки трубопроводов, в которых возможна конденсация продукта, на вводе в производственные цеха, технологические узлы и установки перед запорной арматурой, а также на всех участках трубопроводов, отключаемых запорными органами, должен быть предусмотрен в концевых точках дренажный штуцер с вентилем (и заглушкой - для токсичных продуктов).
Диаметры дренажных штуцеров и запорной арматуры для удаления конденсата из паропровода при его продувке, а также из трубопроводов другого назначения, в случае необходимости их продувки паром, принимаются в зависимости от диаметра трубопровода:
Диаметр трубопровода, Dу, мм | до 70 | от 80 до 125 | от 150 до 170 | от 200 до 250 | от 300 до 400 | от 450 до 600 | от 700 до 800 | от 900 до 1200 |
Диаметр штуцера и арматуры, Dу, мм | 25 | 32 | 40 | 50 | 80 | 100 | 125 | 150 |
5.2.7. Для опорожнения трубопроводов от воды после гидравлического испытания в первую очередь используются устройства для технологического дренажа трубопроводов. При отсутствии технологического дренажа предусматриваются штуцеры, ввариваемые непосредственно в дренируемый трубопровод.
Диаметры дренажных штуцеров рекомендуется принимать не менее указанных ниже:
Диаметр трубопровода, Dу, мм | от 25 до 80 | от 100 до 150 | от 175 до 300 | от 350 до 450 | от 500 до 700 | от 800 до 1200 |
Диаметр штуцера, Dу, мм | 15 | 20 | 25 | 32 | 40 | 50 |
5.2.8. Для трубопроводов, предназначенных для транспортирования сжиженных газов, пожаровзрывоопасных продуктов и веществ 1 и 2 классов опасности, должны быть предусмотрены в начальных и конечных точках трубопровода штуцера с арматурой и заглушкой для продувки их инертным газом или водяным паром и (или) промывки водой или специальными растворами.
Подвод (отвод) инертного газа, пара, воды или промывочной жидкости к трубопроводам должен производиться с помощью съемных участков трубопроводов или гибких шлангов. По окончании продувки (промывки) съемные участки или шланги должны быть сняты, а на запорную арматуру установлены заглушки.
Диаметры штуцеров для продувки и промывки принимаются в зависимости от диаметра трубопровода, но не менее указанных в п. 5.2.7.
5.2.9. Применение гибких шлангов для удаления сжиженных газов из стационарного оборудования не допускается.
Для заполнения и опорожнения нестационарного оборудования (слив и налив железнодорожных цистерн, контейнеров, бочек и баллонов) допускается применение гибких шлангов, рассчитанных на соответствующее давление.
5.2.10. Трубопроводы с технологическими средами 1, 2 и 3 классов опасности следует продувать в специальные сбросные трубопроводы с последующим использованием или обезвреживанием продувочных газов и паров. Продувку остальных трубопроводов допускается осуществлять через продувочные свечи в атмосферу.
5.2.11. Схема продувки трубопровода и расположение продувочных свечей определяется при проектировании в каждом конкретном случае с соблюдением требований нормативно-технической документации.
5.2.12. Продувочные свечи должны иметь устройства для отбора проб с арматурой, а продувочные свечи для горючих и взрывоопасных продуктов - также огнепреградители.
5.2.13. Продувочные свечи и трубопроводы выброса от предохранительных клапанов в нижних точках должны иметь дренажные отверстия и штуцера с арматурой либо другие устройства, исключающие возможность скопления жидкости в результате конденсации.
5.2.14. Все виды конденсатоотводящих устройств и все дренажные трубопроводы, размещаемые вне помещений, должны быть надежно защищены от замерзания теплоизоляцией и обогревом.
5.3. Размещение арматуры
5.3.1. На вводах трубопроводов в цехи, технологические узлы и установки и выводах должна устанавливаться запорная арматура. На вводах трубопроводов для горючих газов, в том числе сжиженных, а также для трубопроводов для легковоспламеняющихся и горючих жидкостей (ЛВЖ и ГЖ) диаметром 400 мм и более должна устанавливаться запорная арматура с дистанционным управлением и ручным дублированием.
Запорная арматура с дистанционным управлением должна располагаться вне здания на расстоянии не менее 3 м и не более 50 м от стены здания или ближайшего аппарата, расположенного вне здания.
Дистанционное управление запорной арматурой следует располагать в пунктах управления, операторных и других безопасных местах. Управление арматурой допускается располагать в производственных помещениях при условии дублирования его из безопасного места.
5.3.2. На внутрицеховых обвязочных трубопроводах установка и расположение запорной арматуры должны обеспечивать возможность надежного отключения каждого агрегата или технологического аппарата, а также всего трубопровода.
Необходимость применения арматуры с дистанционным приводом или ручным определяется условиями технологического процесса и обеспечением безопасности работы, а также требованиями нормативно-технической документации по промышленной безопасности.
5.3.3. Управление запорной арматурой с дистанционным управлением, предназначенной для аварийного сброса газа, следует осуществлять из операторной.
5.3.4. Регулирующие клапаны, обеспечивающие параметры непрерывного технологического процесса, следует снабжать обводной (байпасной) линией с соответствующими запорными устройствами. При невозможности по условиям безопасности осуществления ручного регулирования технологическим процессом требуется устройство байпасной линии с регулирующим клапаном.
5.3.5. При установке привода к арматуре маховики для ручного управления должны открывать арматуру движением против часовой стрелки, а закрывать - по часовой стрелке.
Направление осей шпинделей должно определяться в проектной документации и быть безопасным.
5.3.6. На запорной арматуре устанавливаются указатели, показывающие ее состояние: "открыто", "закрыто".
5.3.7. При расположении арматуры на трубопроводе следует руководствоваться указаниями, имеющимися в технических условиях и нормативно-технической документации.
5.3.8. В местах установки арматуры и сложных трубопроводных узлов массой более 30 кг, требующих периодической разборки, проектом предусматриваются переносные или стационарные средства механизации для монтажа и демонтажа.
5.3.9. На нагнетательных линиях компрессоров и центробежных насосов предусматривается установка обратных клапанов.
Обратный клапан устанавливается между нагнетателем и запорной арматурой. На центробежных насосах, работающих в системе без избыточного давления, допускается обратные клапаны не ставить.
5.3.10. На трубопроводах, подающих вещества групп А и Б в емкости (сосуды), работающие под избыточным давлением, устанавливаются обратные клапаны.
Обратный клапан должен размещаться между емкостью и запорной арматурой на подводящем трубопроводе. Если один и тот же трубопровод служит для подачи и отбора продукта, то обратный клапан не устанавливается.
5.3.11. Для надежного отключения от коллектора агрегатов (технологических аппаратов), работающих под давлением 4 МПа (40 кгс/см2) и выше, на трубопроводах, транспортирующих вещества групп А, Б (а), Б (б), следует устанавливать два запорных органа с дренажным устройством между ними с условным проходом 25 мм, соединенным с атмосферой. На дренажной арматуре устанавливаются съемные заглушки.
Дренажные устройства трубопроводов группы А и жидких сероводородсодержащих сред должны соединяться с закрытой системой жренажа.
На трубопроводах, транспортирующих вещества указанных групп с рабочим давлением менее 4 МПа (40 кгс/см2), а также групп Б (в), В вне зависимости от давления, может устанавливаться один запорный орган и дренажное устройство с заглушкой на дренажной арматуре.
5.3.12. В случае возможности повышения давления, в том числе за счет объемного расширения жидких сред, свыше расчетного, на трубопроводах должны устанавливаться предохранительные устройства. Сбросы от предохранительных клапанов должны отвечать требованиям правил устройства и безопасной эксплуатации факельных систем.
5.3.13. Трубопроводная арматура должна размещаться в местах, доступных для удобного и безопасного ее обслуживания и ремонта. Ручной привод арматуры должен располагаться на высоте не более 1,8 м от уровня пола помещения или площадки, с которой производят управление. При частом использовании арматуры привод следует располагать на высоте не более 1,6 м.
При размещении арматуры на высоте более, чем указано для ее обслуживания должны предусматриваться стационарные или переносные площадки и лестницы. Время закрытия (открывания) запорной арматуры должно соответствовать требованиям проекта.
5.3.14. На вводе трубопровода в производственные цехи, технологические узлы и установки, если максимально возможное рабочее давление технологической среды в трубопроводе превышает расчетное давление технологического оборудования, в которое она направляется, необходимо предусматривать редуцирующее устройство (автоматическое для непрерывных процессов или ручное для периодических) с манометром и предохранительным клапаном на стороне низкого давления.
5.4. Опоры и подвески трубопроводов
5.4.1. Трубопроводы следует монтировать на опорах или подвесках. Расположение опор (неподвижных, скользящих, катковых, пружинных и т.д.), подвесок и расстояние между ними определяются проектом.
При отсутствии необходимых по нагрузкам и другим параметрам стандартных опор и подвесок должна быть разработана их конструкция.
Опоры и подвески следует располагать по возможности ближе к сосредоточенным нагрузкам, арматуре, фланцам, фасонным деталям и т.п.
5.4.2. Опоры и подвески рассчитываются на вертикальные нагрузки от массы трубопровода с транспортируемой средой (или водой при гидроиспытании), изоляции, футеровки, льда (если возможно обледенение), а также нагрузки, возникающие при термическом расширении трубопровода.
5.4.3. Опоры и подвески располагаются на расстоянии не менее 50 мм от сварных швов для труб диаметром менее 50 мм и не менее 200 мм для труб диаметром свыше 50 мм.
5.4.4. Для трубопроводов, транспортирующих вещества с отрицательной температурой, при необходимости исключения потерь холода следует применять опоры с теплоизолирующими прокладками.
5.4.5. При выборе материалов для опорных конструкций, опор и подвесок, размещаемых вне помещений и в неотапливаемых помещениях, за расчетную температуру принимается средняя температура наиболее холодной пятидневки с обеспеченностью 0,92.
Материал элементов опор и подвесок, привариваемых к трубопроводу, должен соответствовать материалу трубопровода.
Для элементов опор и подвесок, непосредственно соприкасающихся с трубопроводом, следует также учитывать температуру транспортируемого вещества.
5.4.6. Для обеспечения проектного уклона трубопровода разрешается установка под подушки опор металлических подкладок, привариваемых к строительным конструкциям.
5.4.7. Для трубопроводов, подверженных вибрации, следует применять опоры с хомутом и располагать их на строительных конструкциях. Подвески для таких трубопроводов допускается предусматривать в качестве дополнительного способа крепления.
5.4.8. В проекте при необходимости указываются величины предварительного смещения подвижных опор и тяг подвесок, а также данные по регулировке пружинных опор подвесок.
При применении подвесок в проекте указываются длины тяг в пределах от 150 до 2000 мм кратные 50 мм.
5.4.9. Опоры под трубопроводы должны устанавливаются с соблюдением следующих требований:
а) они должны плотно прилегать к строительным конструкциям;
б) отклонение их от проектного положения не должно превышать в плане ±5 мм для трубопроводов внутри помещений и ±10 мм для наружных трубопроводов; отклонение по уклону не должно превышать + 0,001;
в) уклон трубопровода проверяется приборами или специальными приспособлениями (нивелиром, гидростатическим уровнем и др.);
г) подвижные опоры и их детали (верхние части опор, ролики, шарики) должны устанавливаться с учетом теплового удлинения каждого участка трубопровода, для чего опоры и их детали необходимо смещать по оси опорной поверхности в сторону, противоположную удлинению;
д) тяги подвесок трубопроводов, не имеющих тепловых удлинений, должны быть установлены отвесно; тяги подвесок трубопроводов, имеющих тепловые удлинения, должны устанавливаться с наклоном в сторону, обратную удлинению;
е) пружины опор и подвесок должны быть затянуты в соответствии с указаниями в проекте; на время монтажа и гидравлического испытания трубопроводов пружины разгружаются распорными приспособлениями;
ж) опоры, устанавливаемые на дне лотков и каналов, не должны препятствовать свободному стоку воды по дну лотка или канала.
5.4.10. При необходимости уменьшения усилий от трения следует устанавливать специальные конструкции опор, в том числе шариковые и катковые.
Катковые и шариковые опоры не допускается применять при прокладке трубопроводов в каналах.
5.4.11. Подвижные и неподвижные опоры трубопроводов с сероводородсодержащими средами должны применяться, как правило, хомутовые. Применение приварных к трубопроводу деталей опор без последующей термообработки трубопровода не допускается.
5.4.12. Приварка элементов подвижных опор к трубопроводам из термически упрочненных труб и труб контролируемой прокатки не допускается.
5.5. Дополнительные требования к устройству трубопроводов
при комплектно-блочном методе монтажа
5.5.1. Проектирование, изготовление и испытания трубопроводов, входящих в состав поставочных блоков, должны соответствовать требованиям настоящих Правил и технической документации на проектирование, изготовление и испытания трубопроводных блоков.
5.6. Компенсация температурных деформаций трубопроводов
5.6.1. Температурные деформации следует компенсировать за счет поворотов и изгибов трассы трубопроводов. При невозможности ограничиться самокомпенсацией (например, на совершенно прямых участках значительной протяженности) на трубопроводах устанавливаются П-образные, линзовые, волнистые и другие компенсаторы.
В тех случаях, когда проектом предусматривается продувка паром или горячей водой, компенсирующая способность трубопроводов должна быть рассчитана на эти условия.
5.6.2. Не допускается применять сальниковые компенсаторы на технологических трубопроводах, транспортирующих среды групп А и Б.
Не допускается установка линзовых, сальниковых и волнистых компенсаторов на трубопроводах с условным давлением свыше 10 МПа (100 кгс/см2).
5.6.3. П-образные компенсаторы следует применять для технологических трубопроводов всех категорий. Их изготавливают либо гнутыми из цельных труб, либо с использованием гнутых, крутоизогнутых или сварных отводов.
5.6.4. Для П-образных компенсаторов гнутые отводы следует применять только из бесшовных, а сварные - из бесшовных и сварных прямошовных труб. Применение сварных отводов для изготовления П-образных компенсаторов допускается в соответствии с указаниями п. 2.2.37 настоящих Правил.
5.6.5. Применять водогазопроводные трубы для изготовления П-образных компенсаторов не допускается, а электросварные со спиральным швом рекомендуются только для прямых участков компенсаторов.
5.6.6. П-образные компенсаторы должны быть установлены горизонтально с соблюдением необходимого общего уклона. В виде исключения (при ограниченной площади) их можно размещать вертикально петлей вверх или вниз с соответствующим дренажным устройством в низшей точке и воздушниками.
5.6.7. П-образные компенсаторы перед монтажом должны быть установлены на трубопроводах вместе с распорными приспособлениями, которые удаляют после закрепления трубопроводов на неподвижных опорах.
5.6.8. Линзовые компенсаторы, осевые, а также линзовые компенсаторы шарнирные применяются для технологических трубопроводов в соответствии с нормативно-технической документацией.
5.6.9. При установке линзовых компенсаторов на горизонтальных газопроводах с конденсирующимися газами для каждой линзы должен быть предусмотрен дренаж конденсата. Патрубок для дренажной трубы изготавливают из бесшовной трубы. При установке линзовых компенсаторов с внутренним стаканом на горизонтальных трубопроводах с каждой стороны компенсатора должны быть предусмотрены направляющие опоры на расстоянии не более 1,5 Dy компенсатора.
5.6.10. При монтаже трубопроводов компенсирующие устройства должны быть предварительно растянуты или сжаты. Величина предварительной растяжки (сжатия) компенсирующего устройства указывается в проектной документации и в паспорте на трубопровод. Величина растяжки может изменяться на величину поправки, учитывающей температуру при монтаже.
5.6.11. Качество компенсаторов, подлежащих установке на технологических трубопроводах, должно подтверждаться паспортами или сертификатами.
5.6.12. При установке компенсатора в паспорт трубопровода вносят следующие данные:
техническую характеристику, завод-изготовитель и год изготовления компенсатора;
расстояние между неподвижными опорами, необходимую компенсацию, величину предварительного растяжения;
температуру окружающего воздуха при монтаже компенсатора и дату.
5.6.13. Расчет П-образных, Г-образных и Z-образных компенсаторов следует производить в соответствии с требованиями нормативно-технической документации.
5.7. Требования к снижению вибрации трубопроводов
5.7.1. Для оборудования и трубопроводов, которые в процессе эксплуатации подвергаются вибрации, следует предусматривать в проектах меры и средства по снижению вибрации и исключению возможности аварийного разрушения и разгерметизации системы.
Способы снижения и допустимые уровни вибрации, методы и средства контроля ее должны соответствовать требованиям государственных стандартов и других нормативных документов.
5.7.2. Для устранения вибрации трубопроводов от пульсации потока у поршневых машин должна предусматриваться установка буферных и акустических емкостей, обоснованная соответствующим расчетом, и в случае необходимости - установка специальных гасителей пульсации.
При работе нескольких компрессоров на общий коллектор буферные и акустические емкости должны устанавливаться для каждой нагнетательной установки.
5.7.3. Конструкцию и габариты буферных и акустических емкостей для гашения пульсации, места установки выбирают по результатам расчета.
В качестве буферной емкости для гашения пульсации можно использовать аппараты, комплектующие компрессор (холодильники, сепараторы, маслоотделители и т.д.), при соответствующей проверке расчетом объема и места установки аппарата.
5.8. Тепловая изоляция, обогрев
5.8.1. Необходимость применения тепловой изоляции определяется в каждом конкретном случае, в зависимости от свойств транспортируемых веществ, места и способа прокладки трубопровода, требований технологического процесса и требований безопасности труда и взрывопожаробезопасности.
5.8.2. Тепловой изоляции трубопроводы подлежат в следующих случаях:
при необходимости предупреждения и уменьшения тепло- или холодопотерь (для сохранения температуры, предотвращения конденсации, образования ледяных, гидратных или иных пробок и т.п.);
при температуре стенки трубопровода за пределами рабочей или обслуживаемой зоны выше 60°С, а на рабочих местах и в обслуживаемой зоне при температуре выше 45°С - во избежание ожогов;
при необходимости обеспечения нормальных температурных условий в помещении.
В обоснованных случаях теплоизоляция трубопроводов может заменяться ограждающими конструкциями.
5.8.3. Тепловая изоляция трубопроводов должна соответствовать требованиям нормативно-технической документации.
5.8.4. При прокладке трубопровода с обогреваемыми спутниками тепловая изоляция осуществляется совместно с обогреваемыми спутниками.
Необходимость обогрева, выбор теплоносителя, диаметр обогреваемого спутника и толщина теплоизоляции определяются проектом на основании соответствующих расчетов.
5.8.5. Тепловая изоляция трубопроводов осуществляется после испытания их на прочность и плотность и устранения всех обнаруженных при этом дефектов.
Обогревающие спутники также должны быть испытаны и приняты комиссией по акту до нанесения тепловой изоляции.
При монтаже обогревающих спутников особое внимание должно быть обращено на отсутствие гидравлических "мешков" и правильное осуществление дренажа во всех низших точках.
5.8.6. В теплоизоляционных конструкциях трубопровода следует предусматривать следующие элементы:
основной теплоизолирующий слой;
армирующие и крепежные детали;
защитно-покровный слой (защитное покрытие).
В состав теплоизоляционных конструкций трубопроводов с температурой транспортируемых веществ ниже 12°С должен входить пароизоляционный слой. Необходимость в пароизоляционном слое при температуре транспортируемых веществ свыше 12°С определяется расчетом.
При отрицательных рабочих температурах среды проектом тепловой изоляции должны предусматриваться тщательное уплотнение всех мест соединений отдельных элементов и герметизация швов при установке сборных теплоизоляционных конструкций.
5.8.7. Для арматуры, фланцевых соединений, компенсаторов, а также в местах измерения и проверки состояния трубопроводов должны предусматриваться съемные теплоизоляционные конструкции. Толщина тепловой изоляции этих элементов должна приниматься равной 0,8 толщины тепловой изоляции труб.
5.8.8. Для трубопроводов с рабочей температурой выше 250°С и ниже -60°С не допускается применение однослойных теплоизоляционных конструкций из формованных изделий (перлитоцементных, известковокремнеземистых, совелитовых, вулканитовых).
5.8.9. Не допускается применять элементы теплоизоляционных конструкций из сгораемых материалов для трубопроводов групп А и Б, а также трубопроводов группы В при надземной прокладке, для внутрицеховых, расположенных в тоннелях и на путях эвакуации эксплуатационного персонала (коридорах, лестничных клетках и др.).
5.8.10. Для трубопроводов, транспортирующих активные окислители, не допускается применять тепловую изоляцию с содержанием органических и горючих веществ более 0,45% по массе.
5.8.11. Теплоизоляционные материалы и изделия, содержащие органические компоненты, допускаются к применению на трубопроводах с рабочей температурой выше 100°С при наличии соответствующих обоснований.
5.8.12. Для трубопроводов, подверженных вибрации, не рекомендуется предусматривать порошкообразные теплоизоляционные материалы, минеральную вату и вату из непрерывного стеклянного волокна.
5.9. Защита от коррозии и окраска трубопроводов
5.9.1. При транспортировке агрессивных веществ защиту от коррозии внутренней поверхности стальных трубопроводов следует обеспечивать, с учетом химических и физических свойств веществ, конструкции и материалов элементов трубопроводов, условий эксплуатации и других факторов.
5.9.2. Выбор вида и системы защиты от коррозии наружной поверхности трубопроводов осуществляется в зависимости от способа и условий их прокладки, характера и степени коррозионной активности внешней среды, степени опасности электрокоррозии, вида и параметров транспортируемых веществ.
5.9.3. Оценку степени агрессивности воздействия окружающей среды и защиту от коррозии наружной поверхности надземных трубопроводов следует осуществлять с использованием металлических и неметаллических защитных покрытий в соответствии с требованиями строительных норм и правил.
5.9.4. Для защиты трубопроводов от подземной коррозии в проекте предусматриваются решения по обеспечению их надежной эксплуатации.
5.9.5. Решение о необходимости электрохимической защиты принимается в соответствии с требованиями НТД на основании коррозионных исследований, выполняемых с целью выявления на участках прокладки трубопроводов опасности почвенной коррозии или коррозии блуждающими токами.
5.9.6. Проектирование системы электрохимической защиты (катодной, протекторной, дренажной) необходимо производить в соответствии с требованиями нормативно-технической документации.
5.9.7. При бесканальной прокладке подземных трубопроводов проектирование средств защиты от почвенной коррозии и коррозии, вызываемой блуждающими токами, следует осуществлять для трубопроводов без тепловой изоляции.
5.9.8. Трубопроводы, транспортирующие вещества с температурой ниже плюс 20°С и подлежащие тепловой изоляции, следует защищать от коррозии, как трубопроводы без тепловой изоляции.
5.9.9. При электрохимической защите трубопроводов следует предусматривать изолирующие фланцевые соединения (ИФС). Размещение ИФС - согласно строительным нормам и правилам.
5.9.10. Для измерения электропотенциалов допускается использовать отключающие устройства, конденсатосборники и другое оборудование и сооружения.
5.9.11. При проектировании мероприятий по антикоррозионной защите технологических трубопроводов конструктивные решения должны обеспечивать доступность осмотра и восстановление антикоррозионных покрытий.
5.9.12. Опознавательную окраску трубопроводов следует выполнять в соответствии с государственными стандартами и нормативно-технической документацией по промышленной безопасности.
VI. ТРЕБОВАНИЯ К МОНТАЖУ ТРУБОПРОВОДОВ
6.1. Общие требования к монтажу трубопроводов
6.1.1. Монтаж трубопроводов и блоков коммуникаций (далее - трубопроводов) следует производить в соответствии с требованиями настоящих Правил, разработанного плана производства работ (ППР) и проекта.
Монтаж трубопроводов взрывопожароопасных производств с блоками I категории взрывоопасности следует, как правило, осуществлять на основе узлового или монтажно-блочного метода.
6.1.2. Не допускается отступление от проекта и ППР без проведения согласования в установленном порядке.
6.1.3. При монтаже трубопроводов следует осуществлять входной контроль качества материалов, деталей трубопроводов и арматуры на соответствие их сертификатам, стандартам, техническим условиям и другой технической документации, а также операционный контроль качества выполненных работ. Результаты входного контроля оформляются актом с приложением всех документов, подтверждающих качество изделий.
6.1.4. Отклонение линейных размеров сборочных единиц трубопроводов не должно превышать ±3 мм на 1 м, но не более ±10 мм на всю длину.
6.1.5. Изделия и материалы, на которые истекли расчетные сроки, указанные в документации, могут быть переданы в монтаж только после проведения ревизии, устранения дефектов, испытания, экспертизы и других работ, обеспечивающих их качество и безопасность применения.
6.1.6. Условия хранения изделий и материалов для монтажа трубопроводов должны соответствовать требованиям технической документации.
6.1.7. Если труба в процессе монтажа разрезается на несколько частей, то на все вновь образовавшиеся части наносится клеймение, соответствующее клеймению первоначальной трубы.
6.2. Монтаж трубопроводов
6.2.1. При приемке в монтаж сборочных единиц, труб, элементов и других изделий, входящих в трубопровод, необходимо визуальным осмотром (без разборки) проверить соответствие их требованиям документации и комплектности.
6.2.2. Не допускается монтаж сборочных единиц, труб, деталей и других изделий, загрязненных, поврежденных коррозией, деформированных, с поврежденными защитными покрытиями.
6.2.3. Специальные виды очистки внутренних поверхностей трубопроводов (обезжиривание, травление), если нет других указаний в документации, выполняются после монтажа в период пусконаладочных работ.
6.2.4. Трубопроводы допускается присоединять только к закрепленному в проектном положении оборудованию. Соединять трубопроводы с оборудованием следует без перекоса и дополнительного натяжения. Неподвижные опоры прикрепляют к опорным конструкциям после соединения трубопроводов с оборудованием.
6.2.5. При сборке трубопроводов под сварку не допускается нагрузка на сварной стык до его полного остывания после сварки и термообработки (при необходимости).
6.2.6. Расстояние от поперечного сварного соединения до края опоры или подвески должно обеспечить (при необходимости) возможность его термообработки и контроля.
Расстояние от штуцера или другого элемента с угловым (тавровым) швом до начала гнутого участка или поперечного сварного шва трубопровода должно быть не менее наружного диаметра трубы, но не менее 50 мм для труб с наружным диаметром до 100 мм. Для труб с наружным диаметром 100 мм и более это расстояние должно быть не менее 100 мм.
Длина прямого участка между сварными швами двух соседних гибов должна составлять не менее 100 мм при условном диаметре менее 150 мм и 200 мм при условном диаметре от 150 мм и выше. При применении крутоизогнутых отводов допускается расположение сварных соединений в начале изогнутого участка и сварка между собой отводов без прямых участков.
6.2.7. Расстояние между соседними сварными соединениями и длина кольцевых вставок при вварке их в трубопровод должна быть не менее 100 мм.
6.2.8. Вварка штуцеров, бобышек, муфт и других деталей в местах расположения сварных швов, в гнутые и штампованные детали трубопроводов не допускается.
В обоснованных случаях в гнутые и штампованные детали трубопроводов допускается вварка одного штуцера внутренним диаметром не более 25 мм.
6.2.9. При сборке поперечных сварных стыков продольные сварные швы соединяемых элементов должны быть смещены поворотом вокруг продольной оси элементов относительно друг друга.
6.2.10. Перед установкой сборочных единиц трубопроводов в проектное положение гайки на болтах (шпильках) фланцевых соединений должны быть затянуты, сварные стыки заварены (при необходимости термообработаны) и проконтролированы в соответствии с требованиями документации.
6.2.11. Отклонение от перпендикулярности уплотнительной поверхности фланца к оси трубы или детали не должно превышать величин, приведенных в табл. 8.
Таблица 8
Отклонение от перпендикулярности к оси уплотнительной поверхности фланца
Диаметр трубы (детали), мм | Отклонение, мм |
25-60 | 0,15 |
60-160 | 0,25 |
160-400 | 0,35 |
400-750 | 0,5 |
Свыше 750 | 0,6 |
6.2.12. Несоосность уплотнительных поверхностей сопрягаемых фланцев не должна превышать удвоенного отклонения, указанного в таблице 8, при этом зазор должен быть одинаковым по всей окружности и соответствовать толщине прокладки.
6.2.13. При сборке фланцевых соединений следует выполнять следующие требования:
гайки болтов должны быть расположены с одной стороны фланцевого соединения;
высота выступающих над гайками концов болтов и шпилек должна быть не менее 1 и не более 3 шагов резьбы;
гайки соединений с мягкими прокладками затягивают способом крестообразного обхода, а с металлическими прокладками - способом кругового обхода;
болты и шпильки соединений трубопроводов должны быть смазаны в соответствии с требованиями рабочей документации, а трубопроводов, работающих при температуре свыше 300°С, предварительно покрыты графитовой смазкой. Мягкие прокладки натираются с обеих сторон сухим графитом;
диаметр отверстия прокладки не должен быть меньше внутреннего диаметра трубы и должен соответствовать внутреннему диаметру уплотнительной поверхности фланца;
не допускается выравнивание перекосов фланцевых соединений натяжением болтов (шпилек), а также применением клиновых прокладок.
6.2.14. Монтаж трубопровода разрешается только после установки и закрепления опорных конструкций и подвесок в соответствии с требованиями проекта. Сборочные единицы и узлы трубопроводов должны быть уложены не менее чем на две опоры (или закреплены на двух подвесках) с защитой их от опрокидывания или разворота.
6.2.15. Расстояние от фланца арматуры или фланца компенсатора до опоры, подвески, стены, перегородки или перекрытия должно быть не менее 400 мм.
6.2.16. В местах расположения измерительных диафрагм вместо них при монтаже допускается временно устанавливать монтажные кольца в соответствии с нормативно-технической документацией.
6.2.17. Арматура, имеющая механический или электрический привод, до передачи ее в монтаж должна проходить проверку работоспособности привода.
6.2.18. Положение корпуса арматуры относительно направления потока среды и установка осей штурвалов определяются проектом.
6.2.19. Трубопроводную арматуру следует монтировать в закрытом состоянии. Фланцевые и приварные соединения арматуры должны быть выполнены без натяжения трубопровода. Во время сварки приварной арматуры ее затвор или клапан необходимо полностью открыть, чтобы предотвратить заклинивание его при нагревании корпуса. Если сварка производится без подкладных колец, арматуру по окончании сварки можно закрыть только после ее внутренней очистки.
6.2.20. Холодный натяг трубопроводов можно производить после выполнения всех сварных соединений (за исключением замыкающего), окончательного закрепления неподвижных опор на концах участка, подлежащего холодному натягу, а также после термической обработки (при необходимости ее проведения) и контроля качества сварных соединений, расположенных на всей длине участка, на котором необходимо произвести холодный натяг.
6.2.21. П-образные компенсаторы, расположенные в горизонтальной плоскости, следует устанавливать с соблюдением общего уклона трубопровода, указанного в рабочей документации.
6.2.22. Осевые компенсаторы следует устанавливать соосно с трубопроводами.
Допускаемые отклонения от проектного положения присоединительных патрубков компенсаторов при их установке и сварке должны соответствовать документации на компенсаторы.
6.2.23. При установке компенсаторов направление стрелки на их корпусе должно совпадать с направлением движения вещества в трубопроводе.
6.2.24. При монтаже компенсаторов должны исключаться скручивающие нагрузки относительно продольной оси и провисание их под действием собственной массы и массы примыкающих трубопроводов, а также должна обеспечиваться защита гибкого элемента от механических повреждений и попадания искр при сварке.
6.2.25. Монтажная длина сильфонных, линзовых и сальниковых компенсаторов принимается с учетом поправок на температуру наружного воздуха при монтаже.
6.2.26. Растяжение компенсаторов до монтажной длины следует производить с помощью приспособлений, предусмотренных конструкцией компенсатора, или натяжными монтажными устройствами. Растяжка (сжатие) компенсаторов оформляется актом.
6.2.27. При монтаже сальниковых компенсаторов обеспечивается свободное перемещение подвижных частей и сохранность набивки.
6.2.28. Сварное соединение, перед сваркой которого следует производить растяжку компенсатора, должно быть указано в рабочей документации. Допускается во избежание снижения компенсационной способности компенсатора и его перекоса использовать соединение, расположенное на расстоянии не менее 20 Dн от оси симметрии компенсатора.
6.2.29. Линзовые, сильфонные и сальниковые компенсаторы следует устанавливать в сборочных единицах и блоках коммуникаций при их укрупненной сборке, применяя при этом дополнительные жесткости для предохранения компенсаторов от деформации и повреждения во время транспортировки, подъема и установки. По окончании монтажа временно установленные жесткости удаляются.
6.2.30. Отклонение трубопроводов от вертикали (если нет указаний в проекте) не должно превышать 2 мм на один метр длины трубопровода.
6.2.31. При монтаже вертикальных участков трубопроводов в рабочей документации должны быть предусмотрены меры, исключающие возможность сжатия компенсаторов под действием массы вертикального участка трубопровода.
6.2.32. Окончательное закрепление трубопроводов в каждом температурном блоке при укладке на эстакадах, в каналах или лотках должно производиться, начиная от неподвижных опор.
6.2.33. Монтаж трубопроводов, пересекающих железнодорожные пути, автодороги, проезды и другие инженерные сооружения, следует производить по согласованию в установленном порядке.
6.2.34. Для обогрева технологических трубопроводов преимущественно применяются трубопроводы Dу не менее 20 мм с соединением их на сварке (за исключением мест установки фланцевой арматуры).
6.2.35. Крепление трубопроводов обогрева к технологическим трубопроводам должно обеспечивать свободную компенсацию тепловых удлинений трубопроводов.
6.2.36. Антикоррозионную защиту и тепловую изоляцию трубопроводов до установки их в проектное положение допускается выполнять с условием обеспечения сохранности защитного покрытия при производстве последующих монтажных работ.
6.3. Особенности монтажа трубопроводов с условным давлением
свыше 10 МПа (100 кгс/см2) до 320 МПа (3200 кгс/см2)
6.3.1. Сборочные единицы и детали трубопроводов должны соответствовать государственным стандартам и нормативно-технической документации. При приемке в монтаж трубопроводов и других изделий следует проверять:
резьбовые присоединительные концы труб, деталей и арматуры - прокручиванием фланцев;
резьбу шпилек - прокручиванием гаек;
геометрические размеры присоединительных концов труб и соединительных деталей, арматуры, фланцев, муфт, крепежных деталей и прокладок в количестве 2% от каждой партии, но не менее 2 штук;
соответствие количества труб, соединительных деталей, фланцев, линз, муфт, арматуры, крепежных деталей и прокладок количеству, указанному для этих партий в сопроводительной документации.
Трубопроводная арматура, независимо от испытаний и гарантийного срока, перед выдачей в монтаж подлежит испытанию на прочность и герметичность.
6.3.2. Требования к очистке, смазке, сборке, соосности и зазорам в разъемных соединениях трубопроводов устанавливаются в проектной документации или нормативно-технической документацией.
Не допускается устранять зазоры, непараллельности или несоосности между сборочными единицами или деталями путем натяжения трубопроводов.
6.3.3. Крепежные детали должны быть одной партии и затянуты с помощью устройств, обеспечивающих контроль усилия натяжения. Порядок сборки соединений, контроля усилий затяжки должны быть приведены в нормативно-технической документации или производственной инструкции (технологической карте) с учетом величин, приведенных в рабочей документации или (при отсутствии) в таблице 9.
Таблица 9
Величина усилий затяжки шпилек
Диаметр условного прохода, мм | Усилие затяжки* одной шпильки (кН) при условном давлении, МПа (кгс/см2) | ||||||||||
20 (200) | 25 (250) | 32 (320) | 40 (400) | 50 (500) | 64 (640) | 80 (800) | 100 (1000) | 160 (1600) | 250 (2500) | 320 (3200) | |
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 |
6 | 1,1 | <
||||||||||