РД 153-34.0-37.411-2001
РОССИЙСКОЕ АКЦИОНЕРНОЕ ОБЩЕСТВО ЭНЕРГЕТИКИ И ЭЛЕКТРИФИКАЦИИ "ЕЭС РОССИИ"
Департамент научно-технической политики и развития
МЕТОДИЧЕСКИЕ УКАЗАНИЯ
ПО ЭКСПЛУАТАЦИОННОЙ ПАРОВОДОКИСЛОРОДНОЙ ОЧИСТКЕ И ПАССИВАЦИИ ВНУТРЕННИХ ПОВЕРХНОСТЕЙ ЭНЕРГООБОРУДОВАНИЯ
РД 153-34.0-37.411-2001
УДК 620.197.3:621.311
Срок действия с 01.01.2002
до 01.01.2012
РАЗРАБОТАНО Акционерным обществом открытого типа "Всероссийский теплотехнический научно-исследовательский институт" (АООТ "ВТИ")
ИСПОЛНИТЕЛИ Н.Н. Манькина, Л.С. Журавлев, А.В. Кирилина, О.В. Семенова (АООТ "ВТИ")
УТВЕРЖДЕНО Департаментом научно-технической политики и развития РАО "ЕЭС России) 28.09.2001
Первый заместитель начальника А.П. Ливинский
Срок первой проверки РД - 2005 год, периодичность проверки - один раз в 5 лет.
ВВЕДЕНО ВПЕРВЫЕ
Настоящий руководящий документ устанавливает единые правила проведения пароводокислородной очистки и пассивации (ПВКО и П) и распространяется на пароводяной тракт котлов, подогреватели высокого давления (ПВД) и паропроводы.
Положения данного документа регламентируют условия проведения эксплуатационной парокислородной и пароводокислородной очистки и пассивации и могут быть использованы для пароводяных трактов блочных и неблочных электростанций.
Руководящий документ разработан в дополнение к РД 34.20.501-95, РД 34.37.407-85, РД 34.37.409-96 и предназначен для эксплуатационного персонала ТЭС, наладочных, проектных и научно-исследовательских организаций, заводов-изготовителей энергетического оборудования.
В соответствии с приказом РАО "ЕЭС России" № 430 от 04.08.00 до приобретения необходимого опыта и навыков первичное внедрение метода ПВКО и П в АО-энерго и на АО-электростанциях осуществляется под руководством и по программам АООТ "ВТИ".
1 ОБЩИЕ ПОЛОЖЕНИЯ
Метод ПВКО и П основан на применении воды, перегретого или насыщенного пара с кислородом для удаления отложений с поверхностей нагрева и создания на поверхности металла устойчивой пленки, что значительно увеличивает защищенность металла от коррозии на длительный период при стабильных, переменных и пусковых режимах эксплуатации, существенно уменьшает время пуска энергетического оборудования за счет сокращения периода отмывки, обеспечивает экологическую чистоту.
В процессе эксплуатации котельных агрегатов на поверхностях нагрева образуются разнообразные отложения, а также окалина. Их состав включает в себя железоокисные, железофосфатные, железосиликатные, медные, кальциевофосфатные отложения и всевозможные их композиции. При проведении окислительной обработки необходимо учитывать структуру и состав отложений, так как каждый вид требует различных схемных и технологических решений для их удаления.
В данных методических указаниях приведены обобщающие материалы по применению метода ПВКО и П для эксплуатационной очистки и пассивации, учитывающие все разнообразие классов отложений и оборудования.
2 ПРИМЕНЕНИЕ МЕТОДА ПАРОВОДОКИСЛОРОДНОЙ ОЧИСТКИ И ПАССИВАЦИИ ЭНЕРГЕТИЧЕСКОГО ОБОРУДОВАНИЯ
Метод ПВКО и П, предназначенный для очистки и защиты от коррозии оборудования котла, турбины, ПВД с водяной и паровой сторон, трубопроводов высокого давления электростанций, применяется при соблюдении следующих требований.
2.1 Для прямоточных котлов блочных электростанций:
2.1.1 Турбина должна быть отключена, пар сбрасывается в атмосферу, сбросной канал или конденсатор турбины при 30-40%-ной нагрузке на котле.
2.1.2 При использовании штатной эксплуатационной схемы котла дополнительно в схему обработки должны быть включены трубопроводы (Ду = 20-40) для подвода кислорода на всас питательного электронасоса (ПЭНа).
2.1.3 В процессе растопки котла при достижении заданной температуры на выходе из парообразующего тракта до встроенной задвижки (ВЗ) на всас питательного насоса должен вводиться кислород, его содержание в питательной воде должно составлять 1,5 г/дм3.
2.1.4 При обработке трубной системы ПВД, питательных трубопроводов, водяного и испарительного трактов прямоточного котла температура среды до ВЗ должна составлять примерно 400 °С, питательной воды 180-200 °С.
2.1.5 Проводить ПВКО и П пароперегревательных поверхностей собственным паром котла с кислородом при установившейся концентрации его на выходе из котла 1,5 г/дм3.
2.2 Для барабанных котлов блочных электростанций и электростанций с поперечными связями:
2.2.1 Турбина отключена, пар сбрасывается в атмосферу, сбросной канал или конденсатор турбины при 30-40%-ной нагрузке на котле.
2.2.2 При использовании штатной эксплуатационной схемы котла дополнительно в схему обработки включаются трубопроводы (Ду = 20÷40) для подвода кислорода в напорный трубопровод или промежуточную ступень ПЭНа или за узлом питания, а также в коллектор нижних точек котла.
2.2.3 Применять метод в процессе растопки котла при температуре насыщения в барабане 270-280 °С и максимально возможной температуре питательной воды.
2.2.4 Обрабатывать питательные трубопроводы, водяной экономайзер и трубную систему ПВД при дозировании кислорода в напорный трубопровод или промежуточную ступень питательного насоса при концентрации его в питательной воде 1,5 г/дм3.
2.2.5 Экранную систему и пароперегревательный тракт обрабатывают при дозировании кислорода в коллектор нижних точек котла или в опускные стояки в количестве, обеспечивающем концентрацию его в перегретом паре 5,0 г/дм3.
3 ТЕОРЕТИЧЕСКИЕ ОСНОВЫ МЕТОДА ПАРОВОДОКИСЛОРОДНОЙ ОЧИСТКИ И ПАССИВАЦИИ
Метод предназначен для удаления отложений с поверхностей нагрева, образовавшихся при эксплуатации котла. Далее рассматриваются условия удаления с поверхностей нагрева отложений разного вида.
3.1 Железоокисные отложения
Железоокисные отложения, как известно, могут состоять из магнетита Fe3O4, гематита αFe2O3 и магемита γFe2O3.
Под слоем отложения в непосредственном контакте с металлом, как правило, имеется подслой восстановленных оксидов железа в виде закиси железа FeO.
Теоретической основой очистки, пассивации и консервации паром и водой, содержащим кислород при температурах 200-400 °С, является следующее.
Плотный слой оксидов железа, связанный непосредственно с металлом и состоящий из оксидов железа двухвалентной формы, термодинамически неустойчив и стремится перейти в более стабильную и устойчивую форму, например магемита γFe2O3. Изменение фазового состава и структуры отложений происходит по реакциям:
,
.
При этом прочность структуры отложений нарушается и при высоких скоростях пара (20-80 м/с), пароводяной смеси или воды (0,5-1,5 м/с) отложения механически удаляются.
На поверхности металла при высоких температурах в присутствии окислителя создается защитная пленка, которая состоит из кислорода, сорбированного металлом (кислородное покрытие). Оно защищает металл от коррозии, и дополнительной специальной пассивации не требуется.
Образовавшееся кислородное покрытие препятствует в период пуска и последующей эксплуатации котла коррозии поверхностей оборудования и обогащению питательной воды соединениями железа. Обеспечивается защита внутренних поверхностей нагрева от коррозии и во время останова, т.е. его консервация. Дополнительной консервации оборудования на время останова не требуется.
Методика определения концентрации кислорода и защитных свойств оксидных пленок приведена в приложениях.
3.2 Медные отложения
Основной составляющей медных отложений, как известно, является металлическая медь (порядка 20%). Она образует губчатую структуру, наполненную оксидами железа в разных формах и фосфатом кальция, иногда силикатами. Под действием окислителя при повышенных температурах (от 200 до 400 °С) протекают реакции окисления металлической меди и оксидов железа:
2Cu + O2 = CuO,
4Fe3O4 + O2 = 6Fe2O3.
В момент изменения фазового состава прочность структуры отложений нарушается и при высоких скоростях потока происходит механическое удаление отложений. На поверхности металла при высоких температурах в присутствии окислителя создается прочная защитная пленка (кислородное покрытие). Оно имеет незначительную толщину (около 50 А°), едино с металлом и не разрушается при колебаниях температуры, воздействиях агрессивных веществ в определенных пределах.
Дополнительной консервации оборудования на время останова не требуется.
3.3 Железофосфатные отложения
Основной составляющей железофосфатных отложений служит соединение NaFePO4, которое состоит из фосфата железа натрия, где железо находится в двухвалентной форме.
Под действием окислителя при высоких температурах протекает реакция 4FeO + O2 = γFe2O3.
Структура отложений разрушается при изменении их фазового состава, и при высоких скоростях потока они выводятся из контура. На поверхности металла также создается защитная пленка (кислородное покрытие).
3.4 Железосиликатные отложения
Основной составляющей этих отложений являются минералы в виде акмита (Na2O·Fe2O3·4SiO2), натромита (Na2O·Al2O3·3SiO2·H2O) и других подобных минералов, в которых могут присутствовать как двух-, так и трехвалентные формы железа.
Слой отложений, непосредственно прилегающий к металлу, состоит, в основном, из закиси железа. Разрушение структуры отложений происходит при окислении кислородом двухвалентного железа и переходе его в трехвалентные формы.
Необходимо иметь в виду, что силикатные отложения, как правило, имеют весьма прочную структуру, воедино связанную с металлом. Это осложняет процесс разрушения их структурных связей и удаление отложений.
В ряде случаев железосиликатные отложения плохо удаляются с поверхности металла, даже в растворах серной и соляной кислот. Растворяются подобные отложения лишь при добавлении к серной или соляной кислоте плавиковой кислоты. Очистка поверхности металла с помощью применения пароводокислородной технологии от железосиликатных отложений весьма затруднительна и зачастую невозможна. В этих случаях необходимо предварительное травление кислотой по специальной технологии с последующей пароводокислородной доочисткой, пассивацией и, если требуется, консервацией.
3.5 Кальциевые отложения
Основная составляющая кальциевых отложений - фосфат кальция (порядка 50%). В таких отложениях содержатся обычно оксиды железа в разных формах в зависимости от водно-химического режима эксплуатации котла.
Под действием кислорода железосодержащие составляющие отложения окисляются, это способствует разрушению структуры отложений. Учитывая, что возникновение этого вида отложений обусловлено прикипанием фосфатного шлама, их структура довольно легко разрушается при окислении двухвалентных форм железа, и затем отложения потоком воды (пара, пароводяной смеси) выносятся из контура при достаточных скоростях среды.
3.6 Окалина
Основной составляющей окалины является магнетит Fe3O4. Она образуется, как правило, в пароперегревателях при температурах, превышающих допустимые для данного металла значения. Структура окалины весьма прочная, плотно связана с металлом.
Под слоем окалины обычно имеется подслой двухвалентного железа, которое и окисляется кислородом, что может приводить и к разрушению основной структуры окалины.
Необходимо иметь в виду, что процесс очистки поверхностей нагрева от окалины протекает сложно и требуются специальные приемы для ее разрушения и удаления из контура.
В ряде случаев удаление окалины методом парокислородной очистки вообще невозможно, что выявляется в процессе исследования образцов труб.
3.7 Количественные показатели
Количество отложений на внутренней поверхности труб также имеет значение при выборе схемы и технологии очистки.
При значительном количестве отложений (400 г/м2 - в газомазутных и 600 г/м2 - в пылеугольных котлах) возможно применение комбинированных методов очистки, пассивации и консервации. В качестве первой стадии обработки может быть использована кислотная отмывка, второй (основной) - пароводокислородная или парокислородная очистка и пассивация.
В ряде случаев, по согласованию с ВТИ, может быть применена только ПВКО и П без предварительной обработки кислотой даже при отложениях более 400 г/м2 для газомазутных и 600 г/м2 для пылеугольных котлов.
Коэффициент эффективности очистки, %, рассчитывают по формуле
, (1)
где Gи и Go - количество исходных и оставшихся отложений соответственно, г/м2.
Очистку считают эффективной при Kэф ≥ 50%.
4 ПРИНЦИПИАЛЬНЫЕ СХЕМЫ ВВОДА КИСЛОРОДА
4.1 Кислородная установка
Источником кислорода может быть стационарная реципиентная установка с газообразным кислородом, а также стационарная или передвижная установка с жидким кислородом (рисунки 1, 2).
Целесообразно создание на каждой электростанции многоцелевой кислородной установки для очистки, пассивации и консервации энергооборудования (котла, турбины, паропроводов, подогревателей высокого давления).
При проведении работ используются специальная машина и емкость для перевозки жидкого кислорода, оборудованная нагревателем для превращения жидкого кислорода в газообразный и компрессором для подачи его в систему.
Применяются автомобильные газификационные установки АГУ-6М или АГУ-8Т на базе машины КамАЗ (МАЗ) с емкостью 6 т для жидкого кислорода.
Емкости для перевозки кислорода, нагреватель для превращения кислорода в газообразный и компрессор должны обеспечивать подачу кислорода в контур, которая зависит от паропроизводительности котла и должна составлять от 200 до 800 кг/ч газообразного кислорода.
Подводящие кислород трубы должны быть стальными внутренним диаметром от 20 мм до 40 мм и рассчитаны на давление, создаваемое источником кислорода. Принципиальная схема подачи кислорода на блок приведена на рисунке 3. Правила работы с кислородом рассмотрены ниже (см. раздел 8).
Рисунок 1 - Автомобильная газификационная кислородная установка АГУ-6М (блок управления)

Рисунок 2 - Автомобильная газификационная кислородная установка АГУ-6М (общий вид)
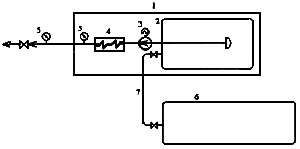
1 - кислородная газификационная установка; 2 - емкость для жидкого кислорода, дозируемого в тракт; 3 - насос для дозировки и создания требуемого давления дозируемого кислорода; 4 - испаритель для преобразования жидкого кислорода в газообразный;
5 - кислородный манометр; 6 – емкость для накопления и хранения жидкого кислорода;
7 - линия перелива жидкого кислорода в рабочую емкость.
Рисунок 3 - Принципиальная схема газификационной кислородной установки
4.2 Схемы ввода кислорода в энергоблоки (котлы)
Кислород к энергоблоку (котлу) следует подводить во всасывающий трубопровод питательного насоса или в напорный трубопровод. Подключение трубопровода, подающего кислород, к питательному тракту со стороны напорной части питательного насоса обеспечивает более благоприятные условия работы оборудования.
Растворимость кислорода при такой подаче его весьма значительна и составляет 3-5 г/кг при 150-200 °С.
При подводе кислорода к питательному тракту со стороны всасывающей части питательного насоса растворимость его в питательной воде сравнительно низка: 0,2 г/кг при температуре 200 °С. Это не позволяет обеспечить необходимую концентрацию кислорода в питательной воде и может привести к отключению насоса в двухфазной среде, что уменьшает надежность работы оборудования.
Стационарная экологически чистая кислородная установка для очистки и пассивации оборудования прямоточного котла, приведена на рисунке 4, а на рисунке 5 - аналогичная установка для барабанного котла.
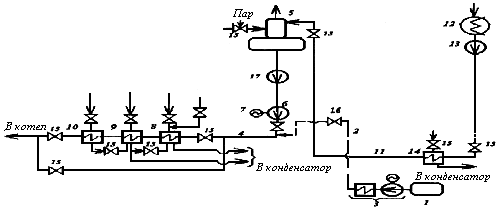
1 - емкость для кислорода; 2 - линия подвода кислорода; 3 - повышающий преобразователь давления; 4 - питательный тракт прямоточного котла; 5 - деаэратор; 6 - питательный насос;
7 - электропривод; 8-10 - поверхностные подогреватели высокого давления (ПВД);
11 - конденсатный тракт; 12 - конденсатор; 13 - конденсатные насосы (КЭН-1);
14 - поверхностные подогреватели низкого давления (ПНД); 15 - штатная арматура;
16 - арматура на кислородных линиях; 17 - бустерный насос.
Рисунок 4 - Экологически чистая кислородная установка для очистки и пассивации оборудования прямоточного котла
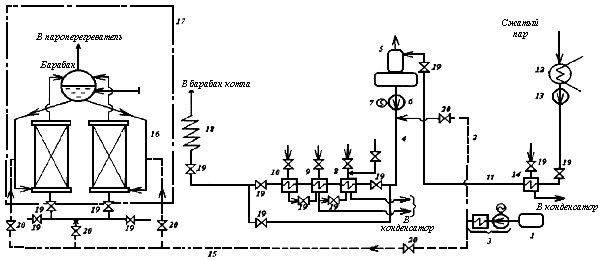
1 - емкость для кислорода; 2 - линия подвода кислорода; 3 - повышающий преобразователь давления; 4 - питательный тракт барабанного котла; 5 - деаэратор; 6 - питательный насос;
7 - электропривод; 8-10 - поверхностные подогреватели высокого давления (ПВД);
11 - конденсатный тракт; 12 - конденсатор; 13 - конденсатные насосы (КЭН-1);
14 - поверхностные подогреватели низкого давления (ПНД); 15 - дополнительная линия подвода кислорода; 16 - опускные трубы системы циркуляции; 17 - барабанный котел;
18 - водяной экономайзер; 19 - штатная арматура; 20 - арматура на кислородных линиях.
Рисунок 5 - Экологически чистая кислородная установка для очистки и пассивации оборудования барабанного котла
5 ПОДГОТОВИТЕЛЬНЫЕ РАБОТЫ
Мероприятия при подготовке к проведению ПВКО и П включают
- вырезку образцов труб поверхностей нагрева и определение количества и состава исходных отложений на внутренней поверхности;
- проведение расчетов и разработку схемы ПВКО и П с учетом конкретных характеристик оборудования и местных условий;
- определение основных технологических условий;
- создание рабочей программы ПВКО и П;
- монтаж;
- временных элементов схемы (если они требуются), рассчитанных на максимальное рабочее давление в котле;
- линии подвода кислорода к энергоблоку (котлу, ПВД, питательному насосу);
- монтаж, проверку и наладку работы пробоотборных устройств (по согласованию с организацией, проводящей обработку);
- создание запаса обессоленной воды (не менее 5000-10000 м3);
- обеспечение необходимого количества кислорода (5,0-15,0 т, таблицы 1 и 2);
- подготовку химлаборатории для проведения анализов;
- проверку готовности работы водоподготовительной установки (ВПУ) на полную производительность;
- обеспечение подачи необходимого количества обессоленной воды (100-600 т/ч) в течение 15-30 ч в зависимости от паропроизводительности котла (см. таблицы 1 и 2);
- исключение (по возможности) в период ПВКО и П проведения пусковых операций на других котлах;
- обеспечение возможности включения в работу БОУ;
- монтаж шумоглушителя (при необходимости) на выбросе пара в атмосферу;
- водную промывку конденсатными насосами тракта низкого давления с дренированием деаэратора при работе питательного насоса на рециркуляцию (до прекращения забивания сеток на всасе ПЭН);
- очистку конденсатора и деаэратора от загрязнений;
- обеспечение сброса пара в атмосферу при 30-40%-ной нагрузке котла;
- выполнение требований техники безопасности;
а также для барабанных котлов необходимо:
- проведение обработки при отключенных насосах фосфатирования и дозирования гидразина и аммиака;
- отмывку котла обессоленной водой до достижения значения электропроводимости котловой воды, не превышающего аналогичный показатель исходной обессоленной более чем на 1-3 мкСм/см.
Таблица 1 - Расчет потребности в кислороде при проведении пароводокислородной очистки, пассивации и консервации прямоточных котлов
Мощность блока, МВт | Производительность, т/ч, при нагрузке, % | Концентрация кислорода, г/кг | Производительность АГУ при обработке котла, кг/ч | Общий расход кислорода за 15 ч, т | |
100 | 40 | ||||
160 | 270 | 100 | 1 | 110 | 1,7 |
2 | 220 | 3,5 | |||
3 | 330 | 5,0 | |||
300 | 950 | 400 | 1 | 400 | 6 |
2 | 800 | 12 | |||
3 | 1200 | 18 | |||
500 | 1650 | 660 | 1 | 660 | 10 |
2 | 1320 | 20 | |||
3 | 1980 | 30 | |||
800 | 2650 | 1060 | 1 | 1060 | 16 |
2 | 2120 | 32 | |||
3 | 3180 | 48 | |||
Таблица 2 - Расчет потребности в кислороде при проведении пароводокислородной очистки, пассивации и консервации барабанных котлов
Производительность котла, т/ч, при нагрузке, % | Концентрация кислорода*, г/кг | Производительность АГУ*, кг/ч | Общий расход кислорода, т, за 30 ч обработки | ||
100 | 40 | расчетная в котловой воде | определяемая в паре | ||
50 | 20 | 5 | 2,5 | 50 | 1,5 |
6 | 3,0 | 60 | 1,8 | ||
75 | 30 | 5 | 2,5 | 75 | 2,3 |
6 | 3,0 | 90 | 2,7 | ||
160 | 65 | 5 | 2,5 | 165 | 5,2 |
6 | 3,0 | 195 | 6,2 | ||
210 | 85 | 5 | 2,5 | 215 | 6,5 |
6 | 3,0 | 255 | 8,0 | ||
420 | 170 | 5 | 2,5 | 425 | 13,0 |
6 | 3,0 | 510 | 15,5 | ||
500 | 200 | 5 | 2,5 | 500 | 15,0 |
6 | 3,0 | 600 | 18,0 | ||
640 | 260 | 5 | 2,5 | 650 | 20,0 |
6 | 3,0 | 780 | 25,0 | ||
* Экраны котла разделены на два контура. | |||||
5.1 Пример подготовительных работ для проведения ПВКО и П прямоточного котла
Перед проведением ПВКО и П оборудования прямоточного котла необходимо обеспечить:
- запас кислорода;
- подвод кислорода во всасывающий трубопровод питательного насоса;
- максимально возможный запас обессоленной воды;
- максимально возможную производительность ВПУ;
- готовность блочной обессоливающей установки (БОУ) к работе и при необходимости ее включение;
- максимально возможный сброс пара в конденсатор и размыкание контура из конденсатора в циркуляционный или сбросной канал с подпиткой химически обессоленной водой (ХОВ) БОУ;
- надежную работу пробоотборных устройств;
- готовность химической лаборатории к проведению анализов для определения содержания железа, кремниевой кислоты, меди, кислорода, электропроводимости, а также жесткости;
- соблюдение необходимой техники безопасности при работе с кислородом.
Кроме того, для прямоточного котла 300 МВт монтируют сбросной трубопровод диаметром не менее 250 мм от напорного трубопровода КЭН-1 до сбросного канала.
Исходя из местных условий, данный перечень может быть дополнен при подготовке программы проведения ПВКО и П.
5.2 Объем подготовительных работ для проведения ПВКО и П барабанного котла
Перед проведением ПВКО и П барабанного котла необходимо:
5.2.1 Секционировать коллектор нижних точек (периодической продувки) на две или четыре части в зависимости от производительности котла и источника кислорода для достижения необходимой концентрации кислорода с индивидуальным сбросом продувочной воды в барботер или расширитель периодической продувки.
5.2.2. Смонтировать линию подвода кислорода от кислородной установки в каждую секцию коллектора.
5.2.3. Смонтировать дополнительные трубопроводы с установкой на них арматуры в нижние коллекторы экранов для увеличения эффективности продувки и ввода кислорода.
При длине коллектора > 3,5 м и одной продувочной линии смонтировать две дополнительные линии ближе к торцам коллектора.
При длине коллектора < 2,5 м и одной продувочной линии смонтировать одну дополнительную линию.
5.2.4 Смонтировать линию подвода кислорода от установки в напорный трубопровод ПЭНа.
Ориентировочный перечень трубопроводов и арматуры для подвода кислорода:
- трубы длиной до 200 м и диаметром Ду 20 (32x6), Ду 32 (42x5), Ду 40 (51x5,5);
- вентили запорные диаметрами Ду 20, 32, 40 с патрубками под приварку, максимальное количество 14 шт. (в зависимости от схемы обработки).
5.2.5 Линии подвода кислорода смонтировать из труб из стали 0Х18Н10Т или стали 20 (для постоянной схемы), или 12Х1МФ (для временной схемы). Внутренний диаметр труб должен быть не менее 20-40 мм. Линия подачи кислорода должна быть рассчитана и опрессована на рабочее давление в барабане котла.
5.2.6 Установить кислородные манометры на линиях, подводящих кислород:
- перед входом в секции коллектора периодической продувки;
- в месте подвода кислорода в напорный трубопровод питательного насоса.
5.2.7 Провести ревизию всей арматуры котла, связанной с подачей кислорода. Исключить наличие масла в сальниковых уплотнениях штоков. Наличие масла категорически запрещается!
5.2.8 Отглушить незадействованные в ПВКО и П линии, связанные с общим коллектором периодической продувки.
5.2.9 Обеспечить:
- запас кислорода 5-25 т и часовую производительность кислородной установки примерно 350÷700 кг/ч;
- часовой расход обессоленной воды 100-250 т/ч в течение 30-50 ч, т.е. общий расход обессоленной воды ориентировочно составит 5000-15000 т;
- сброс 100-250 т/ч пара в атмосферу или через БРОУ в конденсатор и далее в сбросной канал. На выхлопе сбросных паропроводов в атмосферу должны быть установлены шумоглушители, если это необходимо.
5.2.10 Проверить и наладить работу пробоотборных устройств.
5.2.11 Подготовить химлабораторию к проведению анализов по определению содержания железа, меди, кремниевой кислоты, фосфатов и кислорода, а также рН и жесткости.
6 СХЕМЫ ПРОВЕДЕНИЯ ПАРОВОДОКИСЛОРОДНОЙ ОЧИСТКИ И ПАССИВАЦИИ НА ЭНЕРГОБЛОКАХ (КОТЛАХ)
6.1 Схема проведения ПВКО и П на прямоточном котле
Пароводокислородная очистка и пассивация проводятся по штатной схеме котла при его растопке (при 30-40%-ной нагрузке).
Водокислородной обработке (рисунок 6) подвергаются внутренние поверхности ПВД (по водяной стороне), водяной экономайзер, НРЧ, ВРЧ, СРЧ до ВЗ, парокислородной обработке - внутренние поверхности пароперегревателей (ШПП, КПП). Кислород вводят во всасывающий трубопровод питательного насоса.
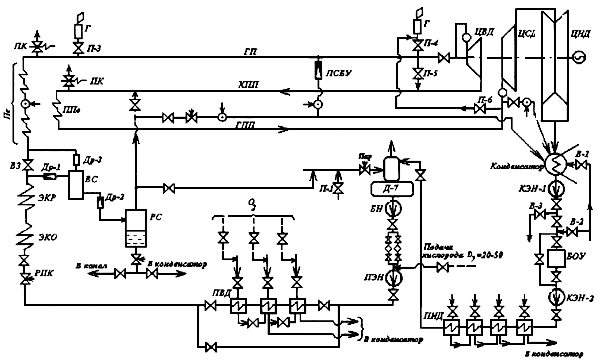
КЭН-1, КЭН-2 - конденсатные насосы первой и второй ступени; БОУ - блочная обессоливающая установка; В-1, В-2, В-3 - задвижки; БН - бустерный насос; ПЭН - питательный электронасос; ПВД – подогреватели высокого давления; РПК - регулятор питательной воды; ЭКО - экономайзерные поверхности нагрева; ЭКР - экранные поверхности нагрева;
ВЗ - встроенные задвижки; Др-1, Др-2, Др-3 - дроссельные клапаны; ВС - встроенный сепаратор; PC - расширитель; Пе - пароперегревательные поверхности; ППе - промежуточный пароперегреватель; ПК - предохранительные клапаны; П-1-П-6 - задвижки; Г - выхлоп в атмосферу; ГП - главный паропровод: ХПП - трубопровод холодного промперегрева;
ГПП - трубопровод горячего промперегрева; ПСБУ - пускосбросное быстродействующее устройство; Д-7 - деаэратор; ЦВД - цилиндр высокого давления турбины; ЦСД - цилиндр среднего давления турбины; ЦНД - цилиндр низкого давления турбины; О2 - точки подвода газообразного кислорода.
Рисунок 6 - Схема ПВКО и П энергоблока с прямоточным котлом
Пароводокислородная очистка и пассивация выполняются при отключенной турбине и сбросе пара в атмосферу, промпароперегреватель и паропровод также подвергаются пассивации с выхлопом пара в атмосферу или конденсатор.
6.2 Схема проведения ПВКО и П на барабанном котле
Пароводокислородная очистка и пассивация проводятся по штатной схеме котла при его растопке и 30-40%-ной нагрузке. Водокислородной обработке подвергаются экранные поверхности котла, трубчатка ПВД с внутренней стороны (при блочной схеме станции), водяной экономайзер. Пароперегреватель и паропровод очищаются и пассивируются смесью собственного пара с кислородом.
Пароводокислородная очистка и пассивация выполняются при отключенной турбине и сбросе пара в атмосферу. Если в схеме котла имеется промежуточный пароперегреватель, он также пассивируется с выхлопом пара в атмосферу или конденсатор. На выхлопе сбросных паропроводов в атмосферу должен быть установлен шумоглушитель, если это необходимо.
Для обработки внутренних поверхностей ПВД и экономайзера кислород вводят в напорный трубопровод питательных насосов или в линию питательной воды перед узлом питания котла. Для обработки экранных поверхностей кислород подается или в общий коллектор нижних точек, откуда он через линии периодической продувки поступает в нижние коллекторы экранов (в стояки при их наличии в выпускной системе котла). Одновременно с экономайзером и экранными поверхностями обрабатывается кислородом пароперегреватель (рисунок 7).
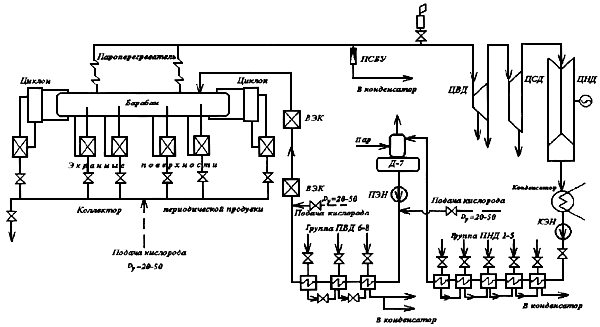
КЭН - конденсатный электронасос; ПНД - подогреватели низкого давления;
ПЭН - питательный насос; ПВД - подогреватели высокого давления; Д-7 - деаэратор;
ВЭК - экономайзер; ПСБУ - пускосбросное быстродействующее устройство;
ЦВД, ЦСД, ЦНД - цилиндры высокого, среднего и низкого давления турбины соответственно.
Рисунок 7 - Схема ПВКО и П энергоблока с барабанным котлом
Все экранные поверхности разбиваются на два-четыре контура, которые обрабатываются поочередно. В каждый контур входят один из боковых и фронтовой или задний экраны.
7 ТЕХНОЛОГИЯ ПРОВЕДЕНИЯ ПВКО И П ЭНЕРГОБЛОКОВ (КОТЛОВ)
7.1 Технология проведения ПВКО и П прямоточного котла
Последовательность обработки:
Этап 1. Водокислородная очистка и пассивация тракта от питательных насосов до встроенной задвижки проводятся в растопочном режиме при 30-40%-ной нагрузке котла, дозировке кислорода на всас питательных насосов до достижения концентрации 1,5-3 г/кг и сбросе воды перед ВЗ через растопочный сепаратор. Поддерживают температуру питательной воды на максимально возможном уровне путем подачи пара из магистрали собственных нужд или соседнего котла в деаэратор или ПВД трубопроводом диаметром 250 мм, перед ВЗ за счет огневого обогрева обеспечивают температуру 350-400 °С. Ориентировочное время обработки 10 ч.
В процессе обработки каждые 30 мин отбирают пробы и определяют содержание железа, кремниевой кислоты, меди, электропроводимость и жесткость. Количество кислорода определяют по специальной методике каждые 15 мин при наладке его дозировки и затем через каждые 30 мин. Анализируют состав питательной воды, воды перед ВЗ или воды и пара из растопочного сепаратора, а также свежего пара.
Этап 2. Парокислородная очистка и пассивация пароперегревательных поверхностей проводятся смесью собственного пара с кислородом после подключения пароперегревательного тракта.
Для обеспечения номинальных скоростей пара при 30-40%-ной нагрузке котла давление после пароперегревателя должно поддерживаться на уровне 5-7 МПа. Кратковременно снижают давление за пароперегревателем до 3-4 МПа. Для обеспечения необходимого количества кислорода в паре (1,5 г/кг) его дозируют на всас питательных насосов. Продолжительность обработки ориентировочно 6-10 ч. Анализируют те же показатели питательной воды, воды перед ВЗ и свежего пара с той же периодичностью, что и на 1-м этапе.
В процессе обработки пароперегревателя высокого давления пар с кислородом поступает также и в пароперегреватель низкого давления. Температура перегретого пара в пароперегревательных поверхностях не должна быть выше 410-420 °С. Учитывая незначительность расхода пара через пароперегреватель низкого давления в период растопки котла, не следует рассчитывать на эффективную очистку этих поверхностей нагрева.
Для обеспечения эффективности очистки и пассивации промпароперегревателя необходимо провести дополнительные монтажные работы:
- промпароперегреватель для создания необходимых скоростей пара должен быть разделен на два независимых потока пониточно;
- должен быть обеспечен пониточный подвод пара, сброс его после промпароперегревателя в атмосферу или конденсатор и далее в циркуляционный водовод.
При кислородной обработке только промпароперегревателя кислород подают на вход КППн.д. или выход КППв.д. Концентрацию его поддерживают на уровне 1,5-3 г/кг. Продолжительность обработки порядка 10 ч.
При одновременной кислородной обработке промпароперегревателя низкого и высокого давления кислород в тех же концентрациях подают перед КППвд.
По окончании ПВКО и П блок включается в работу.
Образцы труб вырезают при очередном останове блока. Качество пароводокислородной обработки оценивают по их состоянию, т.е. по коррозионной стойкости образовавшихся оксидных пленок, по количеству оставшихся на поверхности трубы отложений. Необходимо также учитывать показатели водного режима в период пуска блока.
7.2 Технология проведения ПВКО и П барабанного котла
Последовательность проведения ПВКО и П:
Этап 1. Водокислородная очистка и пассивация тракта от питательных насосов до барабана котла осуществляются в растопочном режиме при 30-40%-ной нагрузке котла, дозировке кислорода 1,5-3 г/кг в напорный трубопровод питательных насосов или на вход в экономайзер и сбросе пара в атмосферу. Температуру питательной воды поддерживают на максимально возможном уровне, давление в барабане котла - до 6,4 МПа. Ориентировочное время обработки 10 ч.
Этап 2. Пароводокислородная очистка и пассивация экранных поверхностей нагрева проводится также в растопочном режиме при 30-40%-ной нагрузке котла и дозировке более 3-5 г/кг кислорода в нижние коллекторы экранов через линии периодической продувки котла или стояки. Пар сбрасывается в атмосферу. Давление на котле поддерживают на уровне 6,4 МПа. Обработка каждого контура котла ориентировочно занимает 10 ч. Для повышения эффективности очистки экранов и пароперегревателя периодически (2-4 раза) снижают давление в барабане до 3,0-4,0 МПа.
Этап 3. Парокислородная очистка и пассивация пароперегревательных поверхностей начинаются одновременно с обработкой экранной системы и питательного тракта котла смесью собственного пара с кислородом. Концентрация кислорода в паре при этом составляет более 3-5 г/кг. С целью обеспечения повышенных скоростей пара в пароперегревателе при 20-40%-ной нагрузке котла давление необходимо на 15-30 мин снизить до 3,0 МПа. При этом одновременно снижается температура в экранных поверхностях, что способствует увеличению эффективности очистки.
Повысить эффективность очистки пароперегревателя можно увеличением расхода воды на впрыск до насыщения среды. При этом ведется контроль за изменением выноса загрязнений из котла и в случае его роста процесс повторяют. Температура перегретого пара в пароперегревателе не должна быть выше 410-420 °С.
В процессе обработки каждые 30 мин отбирают воду или конденсат пара и определяют жесткость, содержание железа, меди, фосфатов, кремниевой кислоты и значение рН. Содержание кислорода определяют по специальной методике каждые 15 мин при регулировании дозировки его и каждые 30 мин - при установившемся режиме. Анализируют состав питательной и котловой воды и пара. При возможности отбирают пробу воды из коллектора нижних точек.
В течение всей ПВКО и П непрерывную продувку поддерживают на уровне не менее 5%. Периодическую продувку проводят во время выполнения 1, 2 и 3 этапов через каждые 30 мин. После водокислородной обработки каждого контура экранов периодически продувают котел через каждые 30 мин в течение определенного времени в зависимости от качества котловой воды, содержание железа в которой не должно превышать 300 мкг/л, меди - 30 мкг/л, при более высоких показателях осуществляют дополнительный обмен воды через аварийный слив. При проведении ПВКО и П на котлах, где в отложениях имелось большое количество металлической меди, обменивают воду через аварийный слив не менее трех раз.
По окончании ПВКО и П блок включается в работу. Дозирования увеличенных концентраций гидразина при растопке котла не требуется, пассивация поверхностей нагрева обеспечивается при проведении ПВКО и П.
Образцы труб вырезаются при очередном останове блока. Качество пароводокислородной обработки оценивается по их состоянию, т.е. по коррозионной стойкости образовавшихся оксидных пленок, количеству оставшихся на поверхности труб отложений с учетом особенностей водного режима в период пуска блока.
При наличии у котла пароперегревателя низкого давления следует иметь в виду, что смесь пара с кислородом поступает также и в него из пароперегревателя высокого давления. Учитывая небольшой расход пара в период растопки котла через пароперегреватель низкого давления, не следует рассчитывать на эффективную очистку этих поверхностей нагрева, так как произойдет лишь пассивация поверхности металла. Для эффективной очистки и пассивации промежуточного пароперегревателя необходимы специальная программа и проведение дополнительных монтажных работ, которые обеспечат сброс пара после промежуточного пароперегревателя в атмосферу или конденсатор и необходимые скорости пара путем разделения промпароперегревателя на контуры.
8 ТРЕБОВАНИЯ К ТЕХНИКЕ БЕЗОПАСНОСТИ ПРИ ПРОВЕДЕНИИ ПАРОВОДОКИСЛОРОДНОЙ ОБРАБОТКИ
8.1 Организация работ по технике безопасности
Организация работ по технике безопасности при проведении предпусковых и эксплуатационных операций, обязанности технического персонала, ответственность административно-технического персонала за технику безопасности и производственную санитарию определены "Правилами организации работ с персоналом на предприятиях и в учреждениях энергетического производства" (М: ОРГРЭС, 1994), "Строительными нормами и правилами техники безопасности в строительстве" (СНиП III-4-80. - Ч.3. - М: Стройиздат, 1983), "Правилами устройства и безопасной эксплуатации паровых и водогрейных котлов" (М.: ПИО, 1996), "Правилами устройства и безопасной эксплуатации сосудов, работающих под давлением" (ПБ 10-115-96. - М.: НПО ОБТ, 1997), "Правилами устройства и безопасной эксплуатации трубопроводов пара и горячей воды" (М.: НПО ОБТ, 1997), "Правилами эксплуатации электроустановок потребителей" (М.: Энергоатомиздат, 1992), "Правилами техники безопасности при эксплуатации тепломеханического оборудования электростанций и тепловых сетей" (М: Энергоатомиздат, 1985), "СНиП по ограничению шума на территориях и в помещениях производственных предприятий" (М.: М-во здравоохранения СССР, 1970), "Правилами безопасности при производстве и потреблении продуктов разделения воздуха" (ПБ ПРВ-88. - М: Металлургия, 1990).
8.1.1 Персонал, принимающий участие в монтаже, наладке и эксплуатации оборудования, предназначенного для пароводокислородной обработки, должен пройти инструктаж по технике безопасности. Все ремонтные и монтажные работы должны проводиться по наряду-допуску.
Персонал, непосредственно участвующий в ПВКО, должен быть обеспечен необходимыми спецодеждой, спецобувью и индивидуальными средствами защиты, а также должен уметь оказывать первую помощь.
8.1.2 Оборудование, лестницы, площадки вдоль кислородного трубопровода должны быть очищены от посторонних предметов и освещены.
8.1.3 Все горячие части оборудования, трубопроводы, баки и другие элементы, прикосновение к которым может вызвать ожоги, должны иметь изоляцию.
8.1.4 Места отбора проб должны быть доступны, безопасны и хорошо освещены. Пробы должны отбираться только из исправных пробоотборников после их проверки.
8.1.5 Электродвигатели должны быть заземлены. Работа с незаземленными или с неправильно заземленными электродвигателями запрещена. Заземление должны выполнять специалисты-электрики.
8.1.6 Обслуживание и переключение арматуры должно производиться с прочных подмостей с ограждениями. Работа со случайных подставок запрещена.
8.1.7 Ремонтные работы, а также осмотр барабанов, деаэраторов, коллекторов и прочего оборудования, подвергшегося очистке, проводят только после тщательной принудительной вентиляции и анализов, подтверждающих отсутствие загазованности.
8.1.8 На обрабатываемом оборудовании и в других опасных местах должны быть вывешены предупреждающие плакаты: "Осторожно - проводится пароводокислородная обработка!", "Кислород. Опасно!", "Огонь не применять!", "Проход закрыт", "Опасная зона!", "Не курить!".
8.1.9 В местах повышенной опасности должны быть вывешены предупреждающие плакаты: "Взрывоопасно!". Работы с огнем в этих местах во время ПВКО и П вообще не проводить.
8.1.10 Образовавшиеся свищи должны быть ликвидированы до начала обработки кислородом.
8.1.11 В зонах кислородной установки или кислородной станции и в зоне обрабатываемого оборудования должны быть размещены средства пожаротушения: огнетушители, ящики с песком, ведра, багры, лопаты, шланги.
8.1.12 Лица, не участвующие в обработке, должны быть удалены из зоны работ.
8.1.13 Контроль за состоянием линии подвода кислорода и режимом обработки ведет дежурная смена. Обнаруженные дефекты и брак в работе записываются в оперативном журнале.
8.2 Техника безопасности при устройстве и эксплуатации кислородного оборудования для проведения ПВКО и П
8.2.1 Воздух, имеющий увеличенную долю кислорода (более 23%), и чистый кислород не токсичны и не способны гореть и взрываться. Но так как кислород является активным окислителем, большинство веществ и материалов в среде кислорода или воздуха, насыщенного кислородом, образуют системы повышенной взрывопожароопасности. Энергия, необходимая для поджигания материалов в среде кислорода, во много раз меньше энергии, требуемой для этого в тех же условиях в среде воздуха. Поэтому инициатором возгорания многих материалов в среде кислорода могут быть безопасные в других условиях причины: курение, разряды электричества и статического электричества, нагрев механических частиц при трении и т.д. Многие материалы, которые не способны к горению на воздухе, например, листовая сталь, горят в среде кислорода. Способность материалов к возгоранию возрастает при повышении давления и температуры кислорода.
Работа с кислородом сопряжена с возможностью возгорания:
- оборудования, трубопроводов и арматуры, работающих с кислородом или с воздухом с повышенным содержанием кислорода при загрязнении внутренних или внешних поверхностей жировыми отложениями;
- замасленных одежды и средств индивидуальной защиты обслуживающего персонала, находящегося в среде газообразного кислорода или воздуха с повышенным содержанием кислорода;
- частиц окалины от ударов продуктов окисления о стенки или вследствие образования статического электричества при быстром открывании вентиля.
8.2.2 При загорании кислородного оборудования необходимо прекратить поступление кислорода в помещение, обслуживающий персонал должен быть выведен в безопасную зону. Для тушения загоревшегося оборудования должны применяться не горящие в кислороде средства пожаротушения: вода, пена, водяной пар, двуокись углерода (углекислый газ), инертные газы (азот, аргон) и порошковые составы на основе карбоната натрия и т.п.
При воспламенении одежды необходимо немедленно окунуться в ванну с водой или встать под душ. В случае отсутствия воды одежда должна быть немедленно сброшена или сорвана с пострадавшего. Одежда, пропитанная кислородом, может некоторое время гореть без доступа воздуха, поэтому сбивать пламя или закутывать горящего в кошму для прекращения доступа воздуха не следует.
8.2.3 Материалы, используемые для труб, арматуры, прокладок и уплотнителей кислородопровода, и условия работы этого оборудования:
8.2.3.1 Расчетные скорости потока газообразного кислорода при давлении в кислородопроводе 3,0; 6,4; 10,0 МПа и расходах кислорода 100, 200,400 и 800 кг/г приведены в таблице 3.
Таблица 3 - Расчетные скорости потока кислорода
Внутренний диаметр трубопровода, мм | 3,0 МПа (30 атм) | 6,4 МПа (64 атм) | 10,0 МПа (100 атм) | |||||||
Расход, кг/ч | Расход, кг/ч | Расход, кг/ч | ||||||||
200 | 400 | 800 | 200 | 400 | 800 | 200 | 400 | 800 | ||
Скорость потока кислорода, м/с | ||||||||||
20 | 4,3 | 8,7 | 17,4 | 2,0 | 4,0 | 8,7 | 1,3 | 2,7 | 5,3 | |
28 | 2,2 | 4,3 | 8,6 | 1,0 | 2,0 | 4,3 | 0,7 | 1,3 | 2,7 | |
30 | 1,9 | 3,7 | 8,0 | 0,9 | 1,7 | 3,7 | 0,6 | 1,2 | 2,3 | |
40 | 1,0 | 2,0 | 4,0 | 0,5 | 1,0 | 2,0 | 0,3 | 0,6 | 1,2 | |
Допустимая скорость потока кислорода в трубах, изготовленных из стали 20 (ГОСТ 1050) при давлении до 10 МПа, не более 6 м/с.
Исходя из расчетных данных (таблица 1 по ГОСТ 12.2.052 и ВСН 10) для труб кислородопроводов внутренним диаметром 20, 28, 30 и 40 мм могут быть использованы металлы следующих марок:
- при давлении до 6,4 МПа (64 атм) - сталь марки 20 (ГОСТ 1050);
- при давлении от 6,4 до 16,0 МПа (64-160 атм) - стали марок 12Х18Н10Т по ГОСТ 5632, 10Х14Г14Н4Т по ГОСТ 5632. Трубы из стали марки 20 используются только для прокладки в земле или в защитном кожухе;
- при давлении от 16,0 до 25,0 МПа (160-250 атм) применяются трубы по ТУ 14-3-59-71, сталь марки 20 (для прокладки в земле или в защитном кожухе) или трубы по ГОСТ 9940, сталь марки 12Х18Н10Т.
При содержании кислорода в газовой смеси менее 95% объемной доли допускается увеличение давления в кислородопроводах, изготовленных из углеродистых и низколегированых сталей:
- при 95% - до 9 МПа;
- при 90% - до 12 МПа;
- при 85% - до 25 МПа.
8.2.3.2 Регулирующая, запорная и предохранительная арматура, устанавливаемая на кислородопроводах, выбирается согласно ГОСТ 12.2.052 и ВСН 10.
На кислородопроводах, работающих под давлением от 6,4 до 25,0 МПа, должна устанавливаться только специальная арматура, предназначенная заводами-изготовителями для работы с кислородом.
Для рабочего давления от 4,0 до 6,4 МПа и местного управления запорная и регулирующая арматура изготавливается из коррозионно-стойкой стали ГОСТ 5632, причем детали запорного органа - из сплавов на основе меди.
На кислородопроводах, работающих под давлением до 1,6 МПа, можно устанавливать арматуру из углеродистой стали марки 20 (ГОСТ 1050).
Учитывая ограниченное время использования арматуры на кислородопроводах при проведении ПВКО и П (до 30 ч), можно применять арматуру, изготовленную из стали 20, при рабочем давлении до 6,4 МПа.
Рекомендуемые материалы для деталей арматуры, работающих в кислородной среде:
- корпуса и крышки: Ст20, Ст25Л, 14Х17Н2, 12Х18Н9Т, 12Х18Н10Т;
- шпиндели, штоки, плунжеры, золотники: Ст20, 14Х17Н2, 12Х18Н9Т, 12Х18Н10Т, 08Х18Н10Т, БрАЖМц10-3-1,5;
- уплотнительные кольца: БрАЖМц10-3-1,5, ЛЖМц59-1-1, БрБ2, 12Х18Н9Т;
- пружины: 50ХФА, 60С2А, 12Х18Н10Т, БрБ2.
8.2.3.3 Уплотнители и прокладки изготавливаются из материалов группы А (материал не способен к горению).
При давлении до 10,0 МПа в качестве уплотнителя применяется шнуровой прографиченный асбест ГОСТ 1779. Возможно использование уплотнителей из углеграфитового материала "Графлен", рекомендованного АО "Криогенмаш".
В качестве прокладок для фланцевых соединений применяются паронит КП-2, асбестовый картон по ГОСТ 2850, спирально-навитые прокладки из асбеста и паронита КП-2 по ТУ 38-114-62.
8.2.3.4 Трубы, предназначенные для монтажа кислородопроводов, должны подвергаться предварительному контролю на отсутствие на внутренней поверхности загрязнений жирами и маслом. При обнаружении загрязнений, превышающих допустимые по ГОСТ 12.2.052 нормы, трубы должны быть обезжирены методом, соответствующим требованиям отраслевого стандарта.
Каждая труба, изготовленная из углеродистой или низколегированной стали, должна быть осмотрена для определения отсутствия на внутренней поверхности пленок, рванин, окалины и сварочного грата. Трубы, в которых обнаружены указанные дефекты, к монтажу не допускаются.
Монтаж и сварка стальных кислородопроводов должны проводиться по технологии, исключающей образование на внутренней поверхности кислородопровода шлака, грата и брызг.
После монтажа кислородопровод подвергается гидравлическому испытанию на давление 1,25рраб. водой или паром, содержащими масла не более 5 мг/дм3.
После испытания кислородопроводы продуваются азотом или воздухом со скоростью на выходе не менее 40 м/с. Содержание масла в газе, используемом для продувки, не должно превышать 10 мг/м3. Далее кислородопровод продувают горячей водой при t = 150÷250 °С или паром.
Эксплуатация смонтированного кислородопровода допускается только после приемки его комиссией.
При осмотрах кислородопроводного оборудования допускается применять только переносные электрические светильники в герметичной арматуре с напряжением 12 В. Перед проведением ПВКО и П выборочно осматриваются вентили: их разбирают для проверки наличия масла.
Кислородное оборудование должно окрашиваться в голубой цвет или иметь полосу голубого цвета. На нем должна быть надпись: "КИСЛОРОД. ОПАСНО!".
8.2.4. Требования по безопасному содержанию жировых загрязнений на оборудовании, контактирующем с кислородом.
8.2.4.1 Обезжиривание оборудования должно проводиться в случае превышения установленных нормативно-техническими документами и технической документацией норм содержания жировых загрязнений на поверхности при изготовлении, монтаже, ремонте и эксплуатации. Эти нормы для оборудования, работающего с газообразным кислородом, установлены ГОСТ 12.2.052.
Содержание загрязнений в кислороде не должно превышать:
0,05 мг/м3 - для капельного, парообразного и аэрозольного масла;
10,0 мг/м3 - для механических примесей.
Максимальный размер частиц должен быть не более 0,2 мм.
Содержание жировых загрязнений на поверхности кислородного оборудования не должно превышать 100 мг/м2 при давлении до 6,4 МПа (64 атм) и 50 мг/м2 при давлении свыше 6,4 МПа и температуре до 333 К (60 °С) включительно. При превышении данной нормы необходимо проводить обезжиривание оборудования.
8.2.4.2 Методы обезжиривания оборудования:
- заполнение внутренних полостей изделий;
- погружение в ванны;
- циркуляция растворителей или моющих растворов в промываемых изделиях;
- конденсация паров растворителя в промываемых изделиях;
- струйная очистка;
- протирка;
- ультразвуковая очистка;
- продувка горячей водой при температуре 150-250 °С или паром.
Метод обезжиривания выбирается в зависимости от размеров изделий и имеющихся технических средств.
Циркуляция растворителей или водных моющих растворов применяется для обезжиривания трубопроводов, шлангов, а также изделий в сборе, конструкция которых обеспечивает возможность омывания их циркулирующим раствором.
Скорость циркуляции моющего раствора от 0,5 до 1,0 м/с.
При циркуляции моющего раствора должны соблюдаться следующие условия:
- длительность циркуляции - не менее 30 мин, но не более 2,0 ч;
- количество циркулирующего моющего раствора - не менее объема изделий, при этом должно быть гарантировано омывание раствором всей обезжириваемой поверхности;
- двухкратное обезжиривание с промежуточной и окончательной промывкой горячей питьевой водой при температуре 70-80 °С. Промывку прекращают при нейтральной реакции среды (рН 6-8,5) и отсутствии в воде пены.
Метод протирки применяется в случае отсутствия специального оборудования или более эффективных методов обезжиривания. Он заключается в многократной протирке обезжириваемых поверхностей салфетками с подрубленными краями, смоченными горячим (40-50 °С) водным моющим раствором. При условии выполнения требований безопасности допускается использование растворителей группы 2 для протирки малогабаритных изделий.
Прокладки из резины, паронита, фибры, фторопластовые кольца сальников, детали из стеклопластика, поликарбоната и текстолита обезжириваются протиркой водными моющими растворами и ополаскиваются водой.
Асбест, применяемый для сальниковой набивки арматуры, обезжиривают прокаливанием при температуре 537 К (300 °С) в течение 2-3 мин.
Материалы, используемые для обезжиривания:
- оборудования - растворители или водные моющие растворы;
- кислородопроводов - по условиям соблюдения правил пожаровзрывобезопасности оптимально применение водных моющих растворов.
Рекомендуемый состав моющего средства по таблице 3 ОСТ 26-04-312:
- состав 4: трилон-Б ГОСТ 10652 (2 г/дм3), нитрит натрия технический ГОСТ 19906 (2 г/дм3), натрий фосфорнокислый (тринатрийфосфат) ГОСТ 9337, ГОСТ 201 (3 г/дм3), поверхностно-активное вещество неонол АФ 9.6 по ТУ 38.50724 (20 г/ дм3) или неонол АФ 9.12 по ТУ 38-507-63-171 (15 г/дм3).
Для протирки при остаточном содержании жировых загрязнений не более 100 мг/м2 могут быть использованы следующие растворители группы 2: нефрасы С2-80/120 и С3-80/120 по ТУ 14-6-86, С50/170 по ГОСТ 8505-80 и уайт-спирит по ГОСТ 3134.
До проведения ПВКО и П допустимым средством обезжиривания может быть промывка кислородного оборудования (кислородогазопровода и вентилей) горячей водой температурой от 150 °С или паром.
Наиболее эффективным методом обезжиривания является продувка кислородопроводов высокопотенциальным паром при температуре 400 °С после монтажа и перед каждой ПВКО и П. В этом случае возможно использование стали 12Х1МФ в постоянных схемах линии подвода кислорода.
Приложение А
(справочное)
ОСНОВНЫЕ ОБОЗНАЧЕНИЯ
К | - конденсатор; |
КЭН | - конденсатный электронасос; |
БОУ | - блочная обессоливающая установка; |
ПНД | - подогреватели низкого давления; |
Д | - деаэратор; |
БН | - бустерный насос; |
ПЭН | - питательный электронасос; |
ПВД | - подогреватели высокого давления; |
РПК | - регулирующий питательный клапан котла; |
ЭКО | - экономайзер; |
Б | - барабан; |
ВС | - встроенный сепаратор; |
ВЗ | - встроенная задвижка; |
Др | - дроссельный клапан; |
PC | - растопочный сепаратор; |
ПП | - пароперегреватель; |
ППП | - промежуточный пароперегреватель; |
ГП | - главный паропровод; |
ХПП | - холодный паропровод промперегрева; |
ГПП | - горячий паропровод промперегрева; |
Г | - выхлоп в атмосферу; |
ПСБУ | - пускосбросное быстродействующее устройство; |
ЦВД | - цилиндр высокого давления; |
ЦСД | - цилиндр среднего давления; |
ЦНД | - цилиндр низкого давления; |
ПК | - предохранительный клапан; |
С | - сетка; |
В | - водяная задвижка; |
П | - паровая задвижка. |
Приложение Б
(рекомендуемое)
ЭКСПРЕСС-МЕТОД ПРОВЕРКИ ЗАЩИТНЫХ СВОЙСТВ ОКСИДНЫХ ПЛЕНОК
Б.1 Сущность метода заключается в нанесении на поверхность оборудования капли реагента, определении промежутка времени, через которое происходит изменение цвета капли, т.е. проникновение ее к металлу, что характеризует степень стойкости защитной пленки. Он является условным и применяется только с целью ориентировочного определения наличия или отсутствия защитной пленки на поверхности металла труб. Качество и коррозионная устойчивость защитной пленки оцениваются в лабораторных условиях на потенциостате снятием поляризационных кривых.
Б.2 Реактив, приготовленный из смеси растворов:
20 см3- 0,5М CuSO4·5H2O;
10 см3 - 10%-ного NaCl;
2 см3 - 0,1M H2SO4.
Б.3 Перед определением коррозионной стойкости защитной пленки необходимо промыть образец струей конденсата и аккуратно, не используя шпатель или любой другой инструмент, снять верхний рыхлый слой отложений фильтровальной бумагой (промокнуть поверхность) и дать образцу просохнуть при комнатной температуре. Затем образец слегка подогревают и наносят на его поверхность вырезанный из фильтровальной бумаги, пропитанной парафином, кружок диаметром 7-8 мм с отверстием 4-5 мм, легко прижимают его ножом или шпателем, чтобы он прилип к образцу. Затем каплю реактива наносят через отверстие на образец, следя, чтобы она не растекалась по его поверхности. Разрушителями пленки в реактиве являются хлориды и сульфаты. Катодным индикатором служат ионы двухвалентной меди, изменяющие окраску капли от сине-голубого до красноватого, желтого и желто-зеленого цветов.
С началом коррозионного процесса изменяется цвет капли. Время с момента нанесения капли до полного изменения ее цвета характеризует коррозионную устойчивость защитных пленок.
Б.4 Шкала устойчивости:
5 мин - высшая;
2-5 мин - нормальная;
1-2 мин - пониженная;
менее 1 мин - низшая.
Приложение В
(рекомендуемое)
МЕТОДИКА ОПРЕДЕЛЕНИЯ КОНЦЕНТРАЦИИ КИСЛОРОДА В ПЕРЕГРЕТОМ ПАРЕ, ПАРОВОДЯНОЙ СМЕСИ И ВОДЕ
В.1 Сущность метода заключается в том, что при температуре до 20 °С, снижении давления до 0,1 МПа и наличии воздуха над поверхностью воды растворимость кислорода в воде снижается до 8 мг/кг, а остальное количество кислорода выделяется из пробы и может быть собрано в мерный сосуд.
В.2 Прибор для определения кислорода представляет собой отградуированную емкость (колбу) объемом 1-1,5 дм3 с двумя отводами, один проходит через пробку в горловине емкости и достигает дна, другой выполняют заподлицо с внутренним торцом пробки. На оба отвода надевают резиновые трубки. Для отбора пробы длинный отвод подсоединяют к пробоотборной точке и через него заполняют емкость пробой. Затем пропускают через емкость два-три объема пробы, после этого колбу переворачивают и оставляют в таком положении до накопления в ней 150-300 см3 газовой фазы. Одновременно с переворачиванием колбы ведут счет пропущенной через нее пробы, для чего ее жидкую часть сливают в мерный сосуд. После накопления газовой фазы колбу отсоединяют от пробоотборной точки и возвращают в исходное положение. Концентрацию кислорода в пробе подсчитывают по формуле или определяют по таблице, рассчитанной ранее (таблица В.1 прилагается):
г/кг, (В.1)
где Vг - объем газовой фазы;
V0 - объем пропущенной пробы.
Таблица В.1 - Определение концентрации кислорода (если в колбе собрано 300 см3 газа)
Объем пропущенной пробы (при перевернутой колбе), дм3 | Концентрация кислорода, г/кг |
1 | 2 |
0,150 | 3,18 |
0,200 | 2,385 |
0,250 | 1,908 |
0,300 | 1,590 |
0,350 | 1,462 |
0,400 | 1,192 |
0,450 | 1,060 |
0,500 | 0,954 |
0,550 | 0,867 |
0,600 | 0,795 |
0,650 | 0,733 |
0,700 | 0,681 |
0,750 | 0,636 |
0,800 | 0,596 |
0,850 | 0,561 |
0,900 | 0,530 |
0,950 | 0,502 |
1,000 | 0,477 |
1,050 | 0,454 |
1,100 | 0,433 |
1,200 | 0,397 |
1,300 | 0,366 |
1,400 | 0,340 |
1,500 | 0,318 |
1,600 | 0,298 |
1,700 | 0,280 |
1,800 | 0,265 |
1,900 | 0,251 |
Приложение Г
(рекомендуемое)
МЕРОПРИЯТИЯ ПО СНИЖЕНИЮ УРОВНЕЙ ШУМА ПРИ ПРОВЕДЕНИИ ПВКО и П ТЕПЛОЭНЕРГЕТИЧЕСКОГО ОБОРУДОВАНИЯ*
________________
* Материал разработан Государственным научно-исследовательским институтом теплоэнергетики (НИИ ТЭ), Украина, г. Горловка, Донецкой обл., пл. Ленина, 3. (Заместитель директора по научной работе, к.т.н. А.Б. Вайман, руководитель научного направления по защите от шума в энергетике к.т.н., с.н.с. В.Т. Лысенко).
Для снижения уровней шума до допустимых значений на каждый сбросной трубопровод устанавливают глушитель шума типа ГЛ, принципиальная схема которого приведена на рисунке Г.1
Глушитель состоит из ряда последовательно расположенных камер. Входная камера 1 ограждена сверху специальной перфорированной перегородкой. Камера противодавления 2 заполнена звукопоглощающим материалом, а камеры расширения 3 и 4 заполнены металлическими сетками. Внутри камер торможения 5, 6 к выходной камеры 7 установлены перфорированные ребра. Глушитель крепят к сбросному трубопроводу с помощью сварки. Для увеличения надежности к глушителю и сбросному трубопроводу приваривают ребра жесткости 8. Атмосферные осадки и конденсат удаляются из камер глушителя через дренажные отверстия 9.
Глушитель работает следующим образом. Паровой поток из сбросного трубопровода поступает во впускную камеру 1 и далее через перфорированную перегородку в камеру подпора 2, где происходит плавный сброс давления. В камерах расширения 3 и 4 полностью сбрасывается избыточное давление и начинается снижение скорости потока. В камерах торможения 5 и 6 она уменьшается до расчетного значения, а в выходной камере 7 окончательно формируется структура выбрасываемого в атмосферу потока.
Конструктивные параметры глушителя (Д = 1000÷1500 мм, Н = 1000÷1500 мм), гидравлическое сопротивление, прочность звукопоглощающего материала, параметры сетки, требуемое значение акустической эффективности определяются расчетными методами в зависимости от исходных данных продувочного тракта и параметров продуваемой среды. При этом гарантируется уровень шума, соответствующий требованиям действующих государственных нормативных документов.
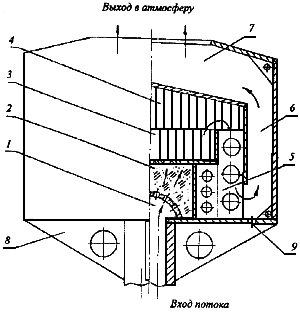
Рисунок Г.1 - Принципиальная схема глушителя шума типа ГЛ
Приложение Д
(справочное)
ПЕРЕЧЕНЬ НОРМАТИВНЫХ ДОКУМЕНТОВ, НА КОТОРЫЕ ДАНЫ ССЫЛКИ
В РД 153-34.0-37.411-2001
Обозначение НД | Наименование НД | Номер пункта |
1 | 2 | 3 |
ГОСТ 12.2.052-81 | ССБТ. Оборудование, работающее с газообразным кислородом. Общие требования безопасности | 8.2.3.1, 8.2.3.2, 8.2.3.4, 8.2.4.1 |
ГОСТ 201-76 | Тринатрийфосфат. Технические условия | 8.2.4.2 |
ГОСТ 1050-88 | Прокат сортовой, калиброванный, со специальной отделкой поверхности из углеродистой стали. Общие технические условия | 8.2.3.1, 8.2.3.2 |
ГОСТ 1779-83Е | Шнуры асбестовые. Технические условия | 8.2.3.3 |
ГОСТ 2850-95 | Картон асбестовый. Технические условия | 8.2.3.3 |
ГОСТ 3134-78 | Уайт-спирит. Технические условия | 8.2.4.2 |
ГОСТ 5632-72 | Стали высоколегированные и сплавы коррозионно-стойкие, жаростойкие и жаропрочные. Марки | 8.2.3.1, 8.2.3.2 |
ГОСТ 8505-80 | Нефрас-С-50/170. Технические условия | 8.2.4.2 |
ГОСТ 9337-79 | Натрий фосфорнокислый 12-водный. Технические условия | 8.2.4.2 |
ГОСТ 9940-81 | Трубы бесшовные горячедеформированные из коррозионно-стойкой стали. Технические условия | 8.2.3.1 |
ГОСТ 10652-73 | Соль динатриевая этилендиамин-тетра-уксусной кислоты 2-водная (Трилон-Б) | 8.2.4.2 |
ГОСТ 19906-74 | Нитрит натрия технический. Технические условия | 8.2.4.2 |
ОСТ 26-04-312-83 | Методы обезжиривания. Общие требования к технологическим процессам | 8.2.4.2 |
ТУ 14-3-59-71 | Трубы, работающие при давлении 6,4-16,0 МПа | 8.2.3.1 |
ТУ 14-6-86-90 | Растворители группы 2: нефрасы С2-80/120 и СЗ-80/120 | 8.2.4.2 |
ТУ 38-114-62-72 | Спирально-навитые прокладки из асбеста и паронита КП-2 | 8.2.3.3 |
ТУ 38-507-63-171-91 | Моноалкилфеноик на основе тримеров пропилена, оксиэтилированина, НЕОНОЛ-АФ9-4, НЕОНОЛ-АФ9-6, НЕОНОЛ-АФ9-10, НЕОНОЛ-АФ9-12 | 8.2.4.2 |
ВСН 10 | Инструкция по проектированию трубопроводов газообразного кислорода | 8.2.4.2 |
РД 34.20.501-95* | Правила технической эксплуатации электрических станций и сетей Российской Федерации | с.3 |
РД 34.37.407-85 | Методические указания по предпусковой парокислородной очистке и пассивации пароводяного тракта теплоэнергетического оборудования | с.3 |
РД 34.37.409-96 | Методические указания по предпусковой пароводокислородной очистке и пассивации внутренних поверхностей нагрева энергооборудования | с.3 |
Ключевые слова: котел, кислород, поверхности нагрева, пароводокислородная обработка
СОДЕРЖАНИЕ
1. Общие положения
2. Применение метода пароводокислородной очистки и пассивации энергетического оборудования
2.1. Для прямоточных котлов блочных электростанций
2.2. Для барабанных котлов блочных электростанций и электростанций с поперечными связями
3. Теоретические основы метода пароводокислородной очистки и пассивации
3.1. Железоокисные отложения
3.2. Медные отложения
3.3. Железофосфатные отложения
3.4. Железосиликатные отложения
3.5. Кальциевые отложения
3.6. Окалина
3.7. Количественные показатели
4. Принципиальные схемы ввода кислорода
4.1. Кислородная установка
4.2. Схемы ввода кислорода в энергоблоки (котлы)
5. Подготовительные работы
5.1. Пример подготовительных работ для проведения ПВКО и П прямоточного котла
5.2. Объем подготовительных работ для проведения ПВКО и П барабанного котла
6. Схемы проведения пароводокислородной очистки и пассивации на энергоблоках (котлах)
6.1. Схема проведения ПВКО и П на прямоточном котле
6.2. Схема проведения ПВКО и П на барабанном котле
7. Технология проведения ПВКО и П энергоблоков (котлов)
7.1. Технология проведения ПВКО и П прямоточного котла
7.2. Технология проведения ПВКО и П барабанного котла
8. Требования к технике безопасности при проведении пароводокислородной обработки
8.1. Организация работ по технике безопасности
8.2. Техника безопасности при устройстве и эксплуатации кислородного оборудования для проведения ПВКО и П
Приложение А Основные обозначения
Приложение Б Экспресс-метод проверки защитных свойств оксидных пленок
Приложение В Методика определения концентрации кислорода в перегретом паре, пароводяной смеси и воде
Приложение Г Мероприятия по снижению уровней шума при проведении ПВКО и П теплоэнергетического оборудования
Приложение Д Перечень нормативных документов, на которые даны ссылки в РД 153-34.0-37.411-2001