РД 153-34.1-37.410-00
РУКОВОДЯЩИЙ ДОКУМЕНТ
МЕТОДИЧЕСКИЕ УКАЗАНИЯ
ПО БЕЗРЕАГЕНТНЫМ СПОСОБАМ ОЧИСТКИ ТЕПЛООБМЕННОГО ОБОРУДОВАНИЯ ОТ ОТЛОЖЕНИЙ
РД 153-34.1-37.410-00
Срок действия с 01.01.2001
до 01.01.2006
РАЗРАБОТАН АООТ "Всероссийский теплотехнический научно-исследовательский институт" (АООТ "ВТИ")
ИСПОЛНИТЕЛЬ Р.П.Сазонов
УТВЕРЖДЕН Департаментом стратегии развития и научно-технической политики РАО "ЕЭС России" 18.07.2000 г.
Первый заместитель начальника А.П.Берсенев
ВВЕДЕН ВПЕРВЫЕ
Настоящий руководящий документ распространяется на водогрейное теплообменное оборудование (кроме водогрейных котлов), установленное на электростанциях (ТЭС) и в системах теплоснабжения. В нем сформулированы требования к различным безреагентным способам очистки трубок теплообменников, обеспечивающим надежную, качественную эксплуатацию основного (на ТЭС и котельных) и вспомогательного (на тепловых пунктах централизованных систем теплоснабжения) оборудования.
Настоящим документом необходимо руководствоваться предприятиям, расположенным на территории Российской Федерации, в том числе союзам, ассоциациям, концернам, акционерным обществам, межотраслевым, региональным и другим объединениям, имеющим в своем составе тепловые электростанции, котельные и тепловые пункты независимо от форм собственности и подчинения.
1 ОБЩИЕ ПОЛОЖЕНИЯ
1.1 На тепловых электрических станциях, котельных и тепловых пунктах потребителей тепла широко применяется трубчатое водогрейное оборудование, связанное с системами централизованного теплоснабжения: подогреватели сетевой и подпиточной воды на ТЭС и котельных, подогреватели горячего водоснабжения и отопления на тепловых пунктах. В процессе эксплуатации трубки теплообменного оборудования загрязняются с внутренней стороны различного рода отложениями, в том числе железистыми и карбонатными.
1.2 Интенсивно загрязняются подогреватели подпиточной воды на ТЭС и подогреватели горячего водоснабжения на тепловых пунктах, что связано с качеством исходной воды. Трубки подогревателей подпиточной воды часто засоряются механическими включениями.
Загрязнение сетевых подогревателей протекает менее интенсивно и существенно зависит от выдерживания водно-химического режима на ТЭС и в котельных. При нарушении норм ПТЭ по показателям подпиточной и сетевой воды, связанным с повышением жесткости, снижением рН, превышением содержания растворенного кислорода, интенсивность отложений в трубках сетевых подогревателей увеличивается. Этому способствует также вынос из тепловой сети и отопительных систем железистых отложений, образующихся в процессе коррозии теплопроводов.
1.3 Загрязнение теплообменного оборудования влечет за собой:
- снижение тепловой производительности, связанное с падением фактических коэффициентов теплопередачи вследствие роста термического сопротивления трубок;
- увеличение температурных напоров в подогревателях сетевой воды, приводящих к ухудшению энергетических показателей и возможному перерасходу топлива;
- увеличение гидравлического сопротивления в трубках из-за уменьшения их проходного сечения и роста шероховатости.
В подогревателях горячего водоснабжения, эксплуатируемых на водопроводной неумягченной воде, значительное снижение коэффициентов теплопередачи приводит к снижению температуры воды ниже 60-65 °С, требуемой по нормативным данным.
Исходя из изложенного, необходима периодическая очистка теплообменных трубок водогрейного оборудования.
1.4 Основным методом очистки от отложений в течение длительного времени был химический, позволяющий без вскрытия водогрейного оборудования с помощью водных растворов различного рода реагентов промывать всю внутреннюю теплообменную поверхность.
Однако этот метод имеет существенные недостатки:
- значительный расход дорогостоящих реагентов;
- необходимость нейтрализации и утилизации сточных вод после очистки.
1.5 Наряду с различными химическими способами очистки на электростанциях широко применяют гидравлический высоконапорный способ очистки от отложений трубок сетевых подогревателей и подогревателей подпиточной воды.
В последние несколько лет применяют и другие физические, безреагентные способы очистки:
- гидрокавитационный;
- термоабразивный;
- гидромеханический;
- электрогидроимпульсный;
- ультразвуковой.
2 ОБЩИЕ ТРЕБОВАНИЯ К ВЫБОРУ ОПТИМАЛЬНОГО БЕЗРЕАГЕНТНОГО СПОСОБА ОЧИСТКИ ОТ ОТЛОЖЕНИЙ ТЕПЛООБМЕННОГО ОБОРУДОВАНИЯ:
- полное отсутствие остатков отложений, которые ускоряют образование новых отложений;
- очистка трубок от отложений любого состава, в том числе от механических включений, закупоривающих трубки;
- малое энергопотребление (сжатый воздух <2,5 кВт/ч; вода <3,5 кВт/ч).
- высокий ресурс элементов установок очистки (не менее 400 ч до первого текущего ремонта);
- небольшие габариты и масса установки (<660х600х305 мм; <60 кг);
- малые расходы воды или другой среды (вода <2,0 т/ч; воздух <1,5 м3/мин);
- высокая надежность по технике безопасности в соответствии с "Правилами техники безопасности при эксплуатации тепломеханического оборудования электростанций и тепловых сетей", 1997 г.;
- отсутствие возникновения механических и скрытых повреждений трубок теплообменников при очистке;
- экологическая безопасность;
- приемлемая стоимость очистки (<12 руб./пог.м).
С учетом перечисленных требований ниже приведены все основные применяемые в настоящее время физические способы очистки теплообменного оборудования для теплоснабжения.
Ни один из них полностью не отвечает перечисленным требованиям. Применимость каждого способа следует оценивать с учетом перечисленных выше требований и местных условий.
На сновании предварительного анализа состояния очищаемых подогревателей и технических характеристик установок для очистки должен производиться выбор оптимального способа очистки трубок от отложений.
3 ХАРАКТЕРИСТИКИ СПОСОБОВ ОЧИСТКИ ТРУБОК ТЕПЛООБМЕННИКОВ ОТ ОТЛОЖЕНИЙ И РЕКОМЕНДАЦИИ ПО ИХ ВЫБОРУ
3.1 Рекомендуется применять следующие способы для очистки трубок теплообменников:
- высоконапорный гидравлический;
- гидрокавитационный;
- термоабразивный;
- гидромеханический;
- электрогидроимпульсный;
- ультразвуковой.
3.2 При выборе способа очистки необходимо учитывать ряд дополнительных факторов:
- конструкцию теплообменников (прямые или U-образные трубки);
- расположение (вертикальное или горизонтальное);
- материал трубок (латунь, нержавеющая сталь, углеродистая сталь);
- состав отложений (карбонатные, железистые, смешанные, илистые, песчано-каменистые);
- наличие полностью забитых отложениями или пробками трубок и их количество;
- тип оборудования (подогреватели сетевой воды, подогреватели подпиточной воды, подогреватели горячего водоснабжения, подогреватели отопления);
- допустимые сроки очистки;
- коррозионное состояние трубок теплообменников;
- проведение очистки самостоятельно или по договорам со специализированными организациями;
- стоимость очистки в сопоставимых ценах.
3.3 В таблицах 1, 2 и 3 приведены технические характеристики применяемых способов очистки (таблица 1), показатели очищаемого оборудования (таблица 2) и рекомендации по выбору оптимального способа (таблица 3). В таблице 2 названы организации: разработчики оборудования для очистки, его изготовители и непосредственные исполнители работы.
Ниже каждый из этих способов рассматривается отдельно.
Таблица 1 - Технические характеристики безреагентных способов очистки трубчатых теплообменников от различных отложений
Способ очистки | Марка оборудования | Мощность установки и напряжение, КВт; В | Мощность пневмо- мотора и напряжение, КВт; В | Масса установки, кг | Расход воды, т/ч | Давление воды, МПа | Давление воздуха расход , МПа м3/мин | Внутр. диаметр очищаемых трубок, мм | Толщина отложений, мм | Скорость очистки, м пог./мин | Стоимость очистки, руб./м пог. |
1 Высоконапорный гидравлический | УВД-6-630 | 90,0; 380 | - | 2000 | 4,0-6,0 | 63 | - | 14-25 | 0,5-3,0 | 5,0-2,0 | 1,0* |
2 Гидрокавитационный | УВД-4/63 (нестандарт) | 90,0; 380 | - | 1500 | 4,0 | 60 (макс. раб) | - | 14-30 | 0,5-3,0 100% | 8,0-3,0 до 0,13 | 3,8 12,5 |
3 Термоабразивный | Нестандартное | - | - | <0,7 5-6 | 14-25 | 1,0-5,0 100% | 60 | ||||
4 Гидромеханический | "Крот-5" | 2,5; 380 | 12 | 1,2 | 0,63 | 0,63/1,5 | 14-25 | 1,0-3,0 100% | 8,0-3,0 0,5 | 2,0 12,0 | |
"Трубоочиститель-2000" | 3,5; 380 | 1,3; 380 | 30-60 без насоса | 0,36 | 1,2 | 0,8/4,0 | 14-25 | 1,0-3,0 100% | 8,0-3,0 0,25 | 1,7 12,0 | |
5 Электрогидроимпульсный | "ЗЕВС-16" | 2,5; 220 | - | 57 | 0,3 | 0,1 | - | 14-25 | 0,5-5,0 | 5,0-1,0 | 10-20 |
6 Ультразвуковой | "АКУСТИК Т-4" | 0,2; 220 | - | 15 | - | - | - | 14-25 | до 2,5 | 2,5-3,0 месяца | - |
_______________ * В ценах 1999 г., установленных исполнителями способа в соответствии с ценами, утвержденными Минтопэнерго с поправками РАО "ЕЭС России". | |||||||||||
Таблица 2 - Показатели очищаемого оборудования и организации-разработчики, изготовители установок и исполнители
Способ очистки | Разработчик, изготовитель | Исполнитель | Марка оборудования для очистки | Тип очищаемого оборудования | Материал | Состояние трубок | Вид отло- жений | Число операторов | Стоимость обрудования* (руб.) |
1 Высоконапорный гидравлический | "Энергозапчасть" (Чебоксары), "Импульс" (Волгоград) | "Котлоочистка" (Москва) | УВД-6-630 | Подогреватели сетевые подпиточной воды | Латунь | Любое, без пробок | Любые | 3 | 250000 |
2 Гидрокавитационный | ЗАО "Альтаир- Холдинг" (Москва) | ЗАО "Альтаир- Холдинг" (Москва) | УВД-4/63 | То же | Любой | Любое, пробки | То же | 3 | - |
3 Термоабразивный | ТОО им.Палкина (Моск. обл.) | ТОО им.Палкина (Моск. обл.) | -"- | То же | То же | -"- | - | ||
4 Гидромеханический | НПП "Сплавы" (Белгород), | НПП "Сплавы" (Белгород), | "Крот-5" | -"- Гор. водоснаб., отопл. | -"- | -"- | -"- | 2 | 100000 |
"Редлер" (Австрия) | "НИИХиммаш" (Москва) | "Трубоочиститель-2000" | -"- | -"- | -"- | 3 | 50000- 70000$ | ||
5 Электрогидроимпульсный | АО "ЗЕВС- Технология" (Моск. обл., Истра) | АО "ЗЕВС- Технология" (Моск.обл., Истра) | "ЗЕВС-16" | Подогр. гор. водоснаб., отопл. сетевой и подп. воды | Латунь | Отсут. износа с утонением с 1 до 0,7 мм, без пробок | Карбонатные, железистые | 2 | 55000 |
6 Ультразвуковой | НПО "АКМА", АООТ "МРТЗ" | НПО "Кольца" НПО "АКМА" | "АКУСТИК Т-4" | Подогр. гор. водоснаб. и отопления | Латунь, углер. сталь | Любое, без пробок | То же | - | 48000 |
________________ * В ценах изготовителей 1999 г. | |||||||||
Таблица 3 - Сводная таблица соответствия различных способов очистки предъявляемым требованиям раздела 2 и рекомендации по выбору оптимального способа
Способ очистки | Высокое качество очистки | Любой вид отложений, включая пробки | Низкое энерго- потребление | Малые расходы воды, воздуха или другой среды | Высокий ресурс до выхода элементов установки | Отсутствие механических и скрытых повреждений трубок при очистке | Небольшие габариты и масса | Высокая скорость очистки при твердых отложениях и пробках | Невысокая квалификация операторов | Допустимая стоимость очистки | Предпочтительные способы очистки | |
на ТЭС и котельных | на тепловых пунктах | |||||||||||
1 Высоконапорный гидравлический | - | - | - | - | + | + | - | - | - | + | + | - |
2 Гидрокавитационный | + | + | - | - | + | + | - | + | - | + | + | - |
3 Термоабразивный | + | + | - | - | + | - | - | + | - | + | + | - |
4 Гидромеханический | + + | + + | + + | + + | + + | + + | + + | + + | + - | + + | + + | + + |
5 Электро- гидроимпульсный | + | + | + | + | - | + | + | - | + | - | + | + |
6 Ультразвуковой | + | - | + | + | + | + | + | - | - | + | - | + |
Примечание - При гидромеханическом способе очистки первая строка соответствует установке "Крот-5" (НПП "Сплавы", г.Белгород); вторая - установке "Трубоочиститель-2000" ("Редлер", Австрия). | ||||||||||||
Приведенные в таблицах 1 и 2 данные получены непосредственно от разработчиков, изготовителей оборудования и организаций, проводящих очистку теплообменников.
3.4 Высоконапорный гидравлический способ
3.4.1 Применяют для очистки латунных трубок сетевых подогревателей диаметром от 16 до 25 мм с отложениями толщиной до 3 мм.
3.4.2 В основу способа положен принцип превращения энергии высокого давления воды, подаваемой в трубку через специальное сопло, в кинетическую энергию потока, двигающегося с высокой скоростью на выходе из сопла, постепенно передвигаемого в очищаемой трубке. В результате поток отрывает отложения от внутренней поверхности трубки.
3.4.3 Установки этого типа выпускаются заводами "Энергозапчасть" (Чебоксары) и "Импульс" (Волгоград). Они должны эксплуатироваться при рабочем давлении воды перед соплом 63 МПа, которое создается плунжерным насосом. Кроме того, применяют установки ряда зарубежных фирм: "Атюмат", "Вома", "Ганнеман" (Германия) с давлением до 98 МПа.
3.4.4 Снижение давления ниже 63 МПа приводит к ухудшению качества очистки трубок с твердыми карбонатными отложениями, особенно трубок из нержавеющей стали. Для очистки трубок, полностью забитых отложениями или локальными отложениями "пробочного" типа, предварительно должна проводиться рассверловка отложений на глубину 80-100 мм для ввода насадки.
3.4.5 К недостаткам способа относятся:
- необходимость высокой квалификации обслуживающего персонала в соответствии с "Правилами техники безопасности при эксплуатации тепломеханического оборудования электростанций и тепловых сетей" (1997 г.);
- сложность транспортировки из-за значительных габаритов и большой массы установки;
- высокая трудоемкость;
- быстрый износ уплотнений плунжерного насоса и шлангов высокого давления;
- необходимость двух-трехразового прохода трубок для качественной очистки до основного металла.
Наработка установки до проведения первого текущего ремонта должна быть не менее 400 ч. Установка обслуживается тремя операторами.
3.5 Гидрокавитационный способ
3.5.1 Применяют для очистки латунных, нержавеющих трубок диаметром от 16 до 25 мм с отложениями любого состава и любой толщины, включая пробочные образования независимо от сроков их эксплуатации.
3.5.2 Способ является дальнейшим развитием высоконапорного гидравлического способа очистки трубок теплообменников от отложений.
Вода высокого давления (до 60 МПа) входит в трубку не сплошной струей, а в форме кавитирующей струи, формируемой с помощью специального профиля навигационными насадками.
3.5.3 В основу способа положен эффект кавитации, связанный с нарушением сплошности внутри потока текущей жидкости и образованием в ней пузырей растворенного газа. С увеличением скорости потока жидкости давление в нем уменьшается и при некоторой критической скорости падает до нуля. В результате насыщенные пары увеличиваются в объеме и превращаются в большие кавитационные пузыри. Процесс схлопывания пузырей происходит с очень большой скоростью, в результате чего создается множество микровзрывов, очищающих поверхность. Многократно повторяющиеся взрывы приводят к разрушению отложений, отрыву их от поверхности и выносу из трубок протекающей водой.
3.5.4 По сравнению с высоконапорным гидравлическим способом он имеет следующие преимущества:
- более высокая скорость очистки трубок, частично забитых отложениями;
- очистка трубок, полностью забитых отложениями или содержащих твердые включения;
- очистка трубок до основного металла.
При полностью забитых трубках сначала проводится прочистка сквозного канала с помощью специальных насадок с двух сторон трубок и затем окончательная очистка.
3.5.5 Установка гидрокавитационной очистки смонтирована на общей раме и ее масса составляет 1500 кг с комплектующими деталями. Установка включает следующие узлы и элементы:
- трехплунжерный водяной насос на расход воды 4-6 м3/ч;
- электродвигатель мощностью 90 кВт с магнитным пускателем;
- шланг высокого давления на 60 МПа;
- дренажный шланг;
- специальный удлинитель по длине трубок;
- набор кавитационных насадок;
- гидравлическую педаль управления;
- переговорное устройство.
3.5.6 Установку применяют для очистки горизонтальных и вертикальных теплообменников. При невозможности очистки теплообменника на месте он должен быть перед очисткой размещен на монтажной площадке в горизонтальном положении.
Установка обслуживается тремя операторами.
3.5.7 К недостаткам установки при этом способе очистки следует отнести:
- необходимость высокой квалификации обслуживающего персонала в соответствии с "Правилами техники безопасности при эксплуатации тепломеханического оборудования электростанции и тепловых сетей" (1997 г.);
- сложность транспортировки из-за значительных габаритов и большой массы установки;
- недостаточная продолжительность работы до отказов, связанная с повреждением шланга высокого давления и нарушением уплотнения насоса.
3.6 Термоабразивный способ
3.6.1 Применяют для очистки латунных и нержавеющих трубок любого диаметра подогревателей сетевой и подпиточной воды от отложений любого состава и любой толщины, включая сплошные отложения и пробки.
3.6.2 В основе лежит создание в специальном устройстве (термоабразивном пистолете) сверхзвуковой газово-топливной нагретой струи, двигающей в трубке абразивный порошок из шлаковых отходов. На рисунке 1 показана принципиальная схема очистки трубок 5 термоабразивным способом, включая пистолет 1 для струйно-абразивной очистки трубок, емкость 2 с абразивным материалом, топливный баллон 3 и пусковое устройство 4.
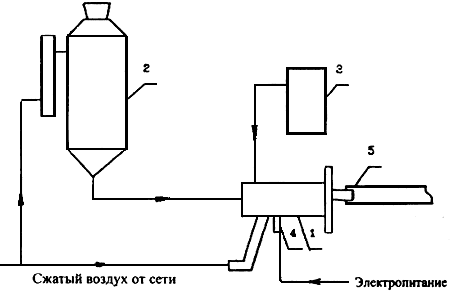
Рисунок 1 - Принципиальная схема очистки трубок термоабразивным способом
3.6.3 Устройство (пистолет) для струйно-абразивной очистки (рисунок 2) содержит распределительную головку 1, в которой выполнен топливный канал 2, для подачи низкооктанового бензина в количестве 5-7 л/ч, завихритель топлива 3, завихритель сжатого воздуха 4, который подается из внешнего источника в количестве 5-6 м3/мин. В головке установлены штуцер подвода абразива 5 и штуцер подвода топлива 6, соединенные с топливным каналом 2. По оси распределительной головки 1 и штуцера подвода абразива 5 выполнено отверстие, в которое вставлено сопло подвода абразива 7. Воздух из магистрали или от компрессора подается в штуцер 9. В корпусе пистолета 8 соосно с ним установлена камера сгорания топлива 10 с отверстиями. Канал 16 сопла разгона абразива 12 представляет собой износостойкую сменную вставку.
Во втулку 17 ввинчивается свеча запала 18 для разжигания топлива.
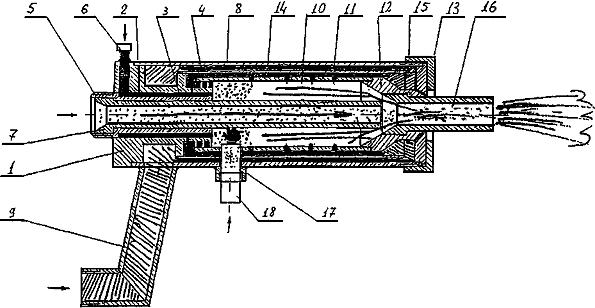
Рисунок 2 - Устройство для струйно-абразивной очистки
3.6.4 Абразив под давлением воздуха из емкости хранения запаса и смесь воздуха от компрессора и горящего топлива подаются в пистолет и оттуда в очищаемую трубку. После запуска пистолета отключается пусковое устройство и отсоединяется от пистолета кабель высокого напряжения. В результате совместного воздействия горячего воздуха с нагретым абразивом на отложения любого состава и толщины происходит отрыв отложений и выброс совместно с абразивом из очищаемой трубки.
3.6.5 Установка для очистки серийно не выпускается, является нестандартной, изготавливается разработчиком в единичных экземплярах и обслуживается персоналом разработчиков ТОО им.А.Палкина.
3.6.6. Установка предназначена для обработки прямых трубок горизонтальных и вертикальных подогревателей и обслуживается тремя операторами.
3.6.7 Преимуществом способа является высокая скорость очистки трубок (латунных до 60 пог.м/мин). Очистку латунных трубок следует проводить с отключенной импульсной горелкой при двухсторонней продувке и с использованием мелкоабразивного порошка размером фракции до 1 мм. Очистку нержавеющих трубок следует проводить с включенной импульсной горелкой и с использованием крупноабразивного порошка с размером фракций выше 1 мм.
3.6.8 Недостатками способа являются:
- большой расход абразива (5-10 кг на м2 очищаемых трубок), что удорожает стоимость очистки;
- загрязнение воздуха в помещении, где производится очистка, если не применять специальное отсасывающее устройство или не закрывать брезентом зоны выброса отложений вместе с абразивом;
- жесткие требования по пожаробезопасности при работе с импульсной горелкой;
- возможность повреждения окисной пленки внутри латунных трубок.
3.7 Гидромеханический способ
3.7.1 Применяют для очистки любых металлических трубок от отложений любого состава и толщины, включая сплошные и пробковые.
3.7.2 Способ заключается в гидромеханическом разрушении твердых (как правило, карбонатных) отложений на внутренней поверхности трубок теплообменников методом скалывания вращающейся роликовой насадкой или конической зубчатой коронкой (соответственно роликами или зубьями со специальным профилем) с последующим удалением отложений потоком движущейся воды.
3.7.3 Установка под наименованием "Крот-5" разработана и выпускается НПП "Сплавы" (г.Белгород).
3.7.4 Установка "Крот-5" (базовый комплект) состоит из следующих основных узлов, схематически показанных на рисунке 3:
пневмомотора 1 с редуктором и блоком управления; педали 2 включения и выключения установки; подводящих резиновых шлангов 3 проходным сечением Dy 15 и Dy 20 длиной по 10 м; гибкого вала 4 максимальной длины 20 м; державки 5; очистного инструмента 6; штанги 7.
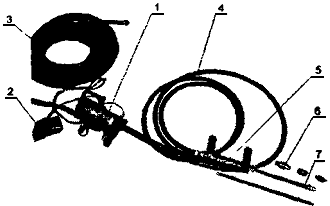
Рисунок 3 - Установка "Крот-5" (базовый комплект)
3.7.5 На рисунке 4 изображена пневмогидравлическая установка "Крот-5" (входит в базовый комплект), состоящая из следующих основных узлов и деталей:
ротационного пневмомотора 1, работающего от источника сжатого воздуха давлением 0,63 MПa с расходом 1,5 м3/мин; подводящего воздушного штуцера 2; редуктора 3 со сменными блоками шестерен, позволяющими иметь на выходе установки четыре скорости вращения выходного вала 4; водяной насадки 5, позволяющей подавать воду от приемного штуцера 6 внутрь оболочки гибкого вала и далее к очистному инструменту; блоков 7 подачи воды и воздуха; ручки 8 для переноски установки.
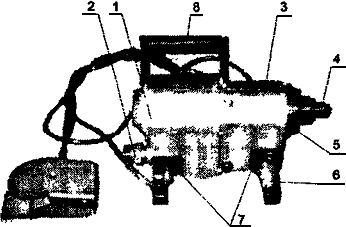
Рисунок 4 - Пневмогидравлическая установка "Крот-5"
3.7.6 На рисунке 5 показаны роликовые насадки и зубчатые коронки различного конструктивного исполнения.
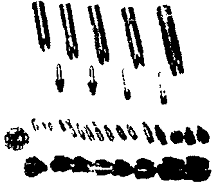
Рисунок 5 - Зубчатые коронки и роликовые насадки
3.7.7 На рисунке 6 показана схема очистки трубок теплообменников роликовой насадкой.
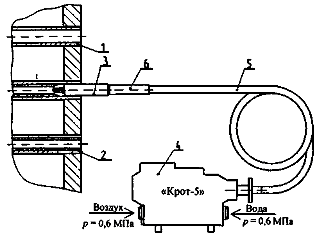
Рисунок 6 - Схема очистки трубок теплообменников роликовой насадкой
Для очистки трубок 1 теплообменников с внутренним диаметром от 20 до 25 мм и толщиной отложений 2 до 3 мм на сторону применяется роликовая насадка 3, которая вращается от пневмогидравлической установки "Крот-5" 4 через гибкий вал 5 и державку 6. Вода внутри оболочки гибкого вала 5 через специальные каналы державки 6 и роликовой насадки 3 подается непосредственно в зону скалывания отложений и потоком вымывает их вперед по ходу очистного инструмента.
Для очистки твердых отложений необходимо прилагать осевое усилие к очистному инструменту, а в случае мягких отложений происходит самоввинчивание.
3.7.8 На рисунке 7 показана схема очистки трубок теплообменников зубчатыми коронками.
Для очистки трубок 1 теплообменников с внутренним диаметром от 13 до 25 мм и толщиной отложений 2 до 2 мм на сторону применяется зубчатая коронка 3, которая вращается от гибкого вала 4. Данная схема очистки применяется для мягких и рыхлых отложений. Для очистки трубок 5 с твердыми сплошными отложениями 6 применяется зубчатая коронка 7, составная штанга 8, державка 9 и усиленный гибкий вал 10. При этом для уменьшения усилия, передаваемого гибким валом, желательно очистку производить в два прохода: сначала проделать отверстие в полностью забитой трубке, а затем дочистить оставшиеся отложения 11 зубчатой коронкой 12.
3.7.9 Установку "Крот-5" предпочтительнее применять на электростанциях и в котельных при наличии сжатого воздуха давлением 0,63 МПа, значительном загрязнении (включая полностью перекрытое сечение) трубок из любого материала при различных сроках эксплуатации. Способ может использоваться на месте установки теплообменников без их демонтажа при сравнительно незначительных расходах и высокой скорости очистки. Достоинствами способа являются высокое качество очистки, малые габариты (330x120x220 мм) и масса установки (12 кг без гибкого вала, подводящих шлангов воздухоподготовительного блока), ее транспортабельность и простота монтажа. Недостатком - сравнительно малый срок работы коронок зубчатых и головок роликовых насадок при очистке трубок от твердых отложений, что требует их периодической замены.
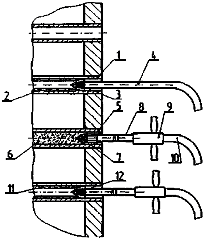
Рисунок 7 - Схема очистки трубок теплообменников зубчатыми коронками
3.7.10 Установка под наименованием "Трубоочиститель-2000" разработана и выпускается фирмой "Редлер" (Австрия). Ее применяют для очистки труб из стали, меди, латуни и других материалов с отложениями любой степени твердости.
3.7.11 Установка состоит из следующих основных узлов, указанных на рисунке 8: каркас 1 для подвески гидравлического цилиндра 2; штанга с буром 3; воздушная турбина 4; насос водяной 5; ножная педаль 6; масляный насос 7; блок управления 8; опорная штанга 9; струбцина 10. Воздушная турбина 4 вращается от сжатого воздуха и вращает штангу с буром 3, который разрушает отложения. Передвижение в горизонтальном (или вертикальном) положении осуществляется гидравлическим цилиндром 2 при помощи рукоятки блока управления 8.
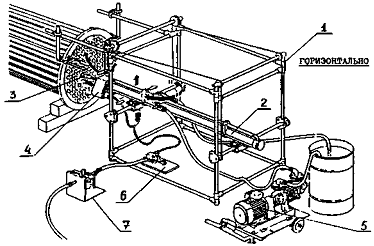
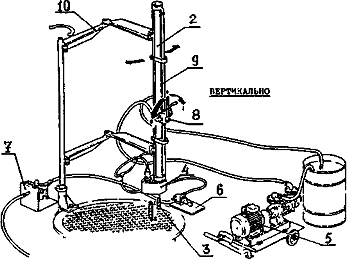
Рисунок 8 - Общий вид установки "Трубоочиститель-2000"
3.8 Электрогидроимпульсный способ
3.8.1 Применяют для очистки прямых и U-образных латунных и стальных трубок внутренним диаметром от 10 до 25 мм с отложениями толщиной до 3 мм. Очистку проводят установкой "ЗЕВС-16".
3.8.2 Принцип действия основан на преобразовании электрической энергии в механическую при использовании энергии высоковольтного электрического разряда в воде. Ударная волна и гидродинамические потоки, образующиеся при электрическом разряде в воде, разрушают накипь и другие отложения на внутренней поверхности трубок теплообменного оборудования. При очистке трубок раскрытого теплообменного аппарата с одного конца трубки подводится вода, с другого - рабочий орган установки, который постепенно, по мере очистки перемещается.
Вода, текущая по трубке полным сечением, сливается в дренаж со стороны ввода рабочего органа, представляющего собой гибкий коаксиальный кабель. Источник электромагнитных импульсов представляет собой преобразователь получаемой из сети электрической энергии (220 В, 50 Гц) в электромагнитные высоковольтные импульсы, которые по коаксиальному кабелю передаются в зону очистки. Электрический разряд происходит на конце кабеля, помещенного в воду. Частота импульсов устанавливается на уровне 1-10 Гц. Коаксиальный кабель в процессе очистки выгорает в зависимости от прочности отложений от 3-4 до 10-15 мм на 10 пог.м трубки.
3.8.3 Установка "ЗЕВС-16" разработана и выпускается АО "ЗЕВС-Технология".
3.8.4 Этот способ может применяться как для очистки крупногабаритных подогревателей на электростанциях и в котельных, так и на тепловых пунктах. Однако предпочтительнее его применять для очистки пароводяных и водо-водяных теплообменников горячего водоснабжения и отопления на центральных и индивидуальных тепловых пунктах. Это связано со сравнительно невысокой скоростью очистки трубок (до 5 пог.м/мин), малыми габаритами (660x600x305 мм), массой установки (57 кг) и возможностью размещения ее в теплопунктах при незначительной потребляемой мощности (2,5 кВт) и расходе воды (0,36 т/ч). Количество трубок, которые необходимо очищать в подогревателях горячего водоснабжения, существенно меньше, чем в сетевых и подпиточных подогревателях на электростанциях, и потому более низкая скорость очистки трубок по сравнению с другими способами не сказывается заметно на общей продолжительности чистки.
3.8.5 Недостатком способа является возможность повреждения в первую очередь латунных трубок теплообменников, находившихся длительный срок в эксплуатации и имеющих механические или коррозионные повреждения, при очистке трубы могут вскрываться и давать протечки воды под давлением через сквозные отверстия или отверстия, образовавшиеся в процессе очистки вследствие утонения стенки трубки или по другим причинам.
Поэтому до массовой очистки трубок из подогревателя должны быть извлечены несколько контрольных трубок, которые очищают "ЗЕВС-16", опрессовывают и разрезают вдоль образующей для визуального осмотра их состояния после очистки. При обнаружении дефектов хотя бы в одной из снятых трубок очистку трубок этим способом проводить не следует.
3.8.6 Обслуживающий персонал (оператор) должен иметь квалификационную группу по электробезопасности не ниже III и с правом работы в электроустановках напряжением свыше 1000 В.
3.9 Ультразвуковой способ
3.9.1 Применяют для очистки латунных трубок подогревателей горячего водоснабжения и отопления с прямыми и U-образными трубками от карбонатных отложений толщиной до 2,5 мм без отключения подогревателей и их разборки на период очистки.
3.9.2 В основе способа лежит возбуждение ультразвуковых колебаний на поверхности трубок и отложений.
В силу различных физико-механических свойств металла трубок и отложений ультразвуковые колебания приводят к появлению усталостных трещин в отложениях и последующему их отделению от металла.
3.9.3 Ультразвуковые установки разработаны и применяются различными организациями "ИНВАК", "КОЛЬЦО", НПО "АКМА", АОЗТ "Инженерная лаборатория". Ниже рассматривается установка "АКУСТИК Т-4", по которой накоплен наибольший опыт применения в системах горячего водоснабжения для очистки теплообменников в процессе эксплуатации без останова теплообменника. Установка "АКУСТИК Т-4" состоит из генератора ультразвуковых колебаний, изготавляемого НПО "АКМА" и четырех преобразователей марки ПМСИ-3, привариваемых к трубным доскам подогревателей и выпускаемых АООТ "МРТЗ". Установка "АКУСТИК Т-4" комплектуется для использования НПО "АКМА".
3.9.4 Преимуществом способа очистки по сравнению с рассмотренными выше являются:
- отсутствие останова подогревателя на период очистки;
- минимальная мощность установки (0,2 кВт);
- отсутствие сливов воды и использования других сред (сжатый воздух) и материалов;
- предупреждение образования в трубках новых отложений.
Ультразвуковой способ является единственным из безреагентных, пригодным для очистки трубок также с наружной стороны, в частности для отопительных подогревателей, которые особенно подвержены образованию отложений при частичной подпитке вторичного отопительного контура сырой водопроводной водой.
3.9.5 При чистке этим способом трубок с внутренней стороны секционных водо-водяных подогревателей горячего водоснабжения с калачами отслоившиеся в трубках отложения далее выпадают в калачах и не выносятся в систему.
В аналогичных конструкциях отопительных подогревателей, где образование отложений происходит, как правило, с наружной стороны трубок, для удаления отслоившихся отложений необходима периодическая продувка или промывка межтрубного пространства.
Для пароводяных подогревателей отслоившиеся отложения следует собирать после теплообменников в специальные устройства типа грязевиков, из которых они периодически должны удаляться продувкой (дренированием из нижней точки).
3.9.6 К недостаткам способа относятся:
- сравнительно медленный (2,5-3,0 мес) процесс очистки трубок от отложений;
- отключение питания генератора при аварийных пропаданиях напряжения в электрической сети;
- невозможность очистки трубок, полностью забитых отложениями или с локальной закупоркой в виде пробок.
4 СРАВНИТЕЛЬНАЯ ОЦЕНКА РАЗЛИЧНЫХ СПОСОБОВ ОЧИСТКИ ТРУБОК ПОДОГРЕВАТЕЛЕЙ
4.1 В разделе 3 и таблицах 1 и 2 приведены количественные характеристики основных известных способов очистки. Количественная оценка требований, указанных в разделе 2, принята на основании наилучших показателей, достигнутых при различных способах очистки.
4.2 На основе всех приведенных характеристик составлена сводная таблица 3. В этой таблице качество каждого способа по различным показателям характеризуется знаками "+" и "-".
Знак "+" означает, что по данному показателю способ удовлетворяет требованиям, указанным в разделе 2. Знак "-" - способ не удовлетворяет этим требованиям.
4.3 Из рассмотрения таблиц 1, 2 и 3 следует, что оптимальным для очистки трубок от отложений, отвечающим большинству требований раздела 2, является гидромеханический способ.
Этот способ универсален для очистки как теплообменников большой поверхности нагрева на ТЭС, так теплообменников малой поверхности нагрева в котельных и на тепловых пунктах.
Стоимость отечественной установки "Крот-5" существенно ниже, чем установки "Трубоочиститель-2000" (Австрия).
4.4 Электрогидроимпульсный способ очистки несколько уступает гидромеханическому в связи с накладываемым ограничением на очистку теплообменников с трубками большого срока эксплуатации. Этот способ рекомендуется с ограничениями для чистки теплообменников на ТЭС, котельных и в тепловых пунктах.
Преимуществами гидромеханического способа перед высоконапорным гидравлическим, гидрокавитационным и термоабразивным способами, кроме того, являются:
- простота обслуживания, допускающая работу на установках персонала невысокой квалификации;
- малые габариты и масса установок.
При отсутствии на тепловых пунктах источника сжатого воздуха давлением 0,6 МПа гидромеханический способ очистки должен применяться только при наличии компрессора требуемого давления.
4.5 На электростанциях и в котельных наряду с гидромеханическим и электрогидроимпульсным способами очистки следует применять гидрокавитационный и термоабразивный. Высоконапорный гидравлический способ допускается применять на подогревателях с латунными трубками при нетвердых отложениях толщиной 0,5-3 мм.
Гидрокавитационный и термоабразивный способы уступают по многим показателям и требованиям гидромеханическому и электрогидроимпульсному способам.
Установки для очистки этими способами, представленные единичными образцами, не выпускаются серийно, обслуживаются разработчиками этих способов. Кроме того, они энергоемки и сложны в эксплуатации.
4.6 Высоконапорный гидравлический способ из-за высокой трудоемкости и меньшей производительности очистки трубок уступает гидрокавитационному и термоабразивному.
Ультразвуковой способ очистки - единственный, позволяющий проводить очистку в процессе эксплуатации без отключения теплообменников. Наиболее эффективен он для очистки трубок теплообменников горячего водоснабжения.
Ключевые слова: энергетика, системы теплоснабжения, безреагентная очистка, качество отложений, толщина отложений, скорость очистки