РД 153-34.1-39.605-2002
РОССИЙСКОЕ АКЦИОНЕРНОЕ ОБЩЕСТВО ЭНЕРГЕТИКИ И ЭЛЕКТРИФИКАЦИИ
«ЕЭС РОССИИ»
УТВЕРЖДАЮ
Заместитель Председателя Правления,
главный инженер РАО «ЕЭС России»
В.П. Воронин
ОБЩИЕ ТРЕБОВАНИЯ И УКАЗАНИЯ
по применению уплотнений из терморасширенного графита в арматуре ТЭС
РД 153-34.1-39.605-2002
УДК 621.311
Срок введения с 01.11.2002 г.
Разработаны: АО «Фирма ОРГРЭС» (Какузин В.Б.), НПО «Унихимтек» (Авдеев В.В., д.х.н., Ильин Е.Т., к.т.н., Новиков А.В., Титов Р.А., Токарева С.Е., к.х.н., Уланов Г.А., консультант - Зройчиков Н.А., д.т.н.), АО «Чеховский завод энергетического машиностроения» (Егоров Б.В.), Департаментом научно-технической политики и развития (Бычков А.М., Ливинский А.П., к.т.н.), Департаментом технического перевооружения и совершенствования энергоремонта (Березовский К.Е., Цагарели Ю.А.).
В РД учтены замечания и предложения АО МОСЭНЕРГО, АО «Челябэнерго», АО «Иркутскэнерго», АО «Кировэнерго».
Статистика отказов энергооборудования ТЭС показывает, что большинство отключений котлов и турбин, вызванных нарушениями в работе арматуры, происходит в связи с протечками среды через сальниковые уплотнения штоков (шпинделей). Кроме того, потери рабочих сред через уплотнения, коррозия деталей при транспортировке, хранении и эксплуатации арматуры, повышенные энергозатраты на регулируемые электроприводы, трудозатраты на эксплуатацию и ремонт арматуры являются причинами замены на десятках предприятий тепловой и атомной энергетики традиционно используемых уплотнений на основе асбеста материалами нового поколения из терморасширенного графита (далее ТРГ).
Настоящий нормативный документ разработан на основе анализа опыта применения в энергетической арматуре уплотнений на основе ТРГ, внедрение которых рекомендовано энергопредприятиям Приказами РАО «ЕЭС России» от 16.04.98 № 63 «О внедрении программы повышения технического уровня энергопредприятий», от 29.03.01 № 142 «О первоочередных мерах по повышению надежности работы ЕЭС России» и от 03.01.02 № 1 «О мерах по повышению надежности работы ЕЭС России и технического уровня энергопроизводства в 2002 г.».
РД содержит комплекс требований, которыми следует руководствоваться при оценке соответствия приобретаемой предприятиями арматуры и комплектующих ее уплотнительных материалов условиям их эксплуатации, а также технические требования к комплектации и сборке узлов пароводяной арматуры с уплотнениями из терморасширенного графита при ее проектировании, изготовлении и поставке, при выполнении работ по ремонту и эксплуатации.
1. Общие положения
1.1. Основные требования, предъявляемые к сальниковым узлам уплотнений арматуры:
- высокая термостойкость уплотнительного материала набивки, обеспечивающая его герметичность на протяжении межремонтного срока службы основного энергооборудования;
- низкая коррозионная активность материала набивки по отношению к сопрягаемым с ней деталям, и, в первую очередь, к штоку (шпинделю);
- высокое качество обработки поверхности сальниковой камеры и контактирующей с набивкой поверхности подвижных деталей;
- высокие антифрикционные свойства материала набивки, обеспечивающие минимальное усилие на приводе, необходимое для перемещения регулирующего органа;
- высокая коррозионная стойкость материала штока в условиях контакта с набивкой;
- высокая стойкость материала штока к щелевой эрозии и против задирания;
- простота обслуживания сальникового узла, его высокая ремонтопригодность.
1.2. Уплотнения из терморасширенного графита (далее - ТРГ) соответствуют всем требованиям по п. 1.1. и обеспечивают высокую надежность работы арматуры, ее высокую ремонтопригодность, так как не нуждаются в техническом обслуживании (подтяжка и подбивка) в межремонтный период; ремонт арматуры может производиться без выемки (замены) сальникового уплотнения.
1.3. Поставка арматуры может осуществляться в сборе с уплотнениями из ТРГ, не оказывающими в процессе транспортировки и хранения коррозионного воздействия на шток, камеру и другие поверхности, контактирующие с уплотнениями из ТРГ (допускается применение ингибиторов или других консервирующих составов и специальных пропиток).
1.4. Для арматуры с ручным управлением значения усилия на маховике для перемещения штока после затяжки сальникового уплотнения не должны превышать 300 Н.
1.5. Узлы уплотнения арматуры должны соответствовать требованиям Правил Госгортехнадзора России по котлам, сосудам и трубопроводам, РД 153-34.1-39.504-00 «Общие технические требования к арматуре ТЭС (ОТТ ТЭС-2000)», настоящего РД, другой действующей в отрасли нормативно-технической документации.
Уплотнения из ТРГ должны обеспечивать показатели герметичности и ресурса работы не ниже показателей для арматуры в соответствии с разделом 3 и требования правил приемки и контроля в соответствии с разделом 6 РД 153-34.1-39.504-00.
1.6. Для установки на арматуре ТЭС допускаются только изделия из ТРГ, поставляемые предприятиями, аккредитованными в РАО «ЕЭС России» в соответствии с «Положением об отраслевой системе аккредитации поставщиков и аттестации новых технологий и материалов».
2. Область применения
2.1. Настоящие «Общие требования и указания по применению уплотнений из терморасширенного графита в арматуре ТЭС» (далее - ОТ) распространяются на уплотнения трубопроводной арматуры ТЭС, котельных и тепловых сетей и содержат требования к поставляемым материалам на основе ТРГ и уплотнительным изделиям из них (сальниковым набивкам и кольцам, прокладкам и др.), а также устанавливают технические требования к конструкции и сборке узлов уплотнений пароводяной арматуры.
2.2. При оценке приобретаемой предприятиями отрасли арматуры условиям ее эксплуатации на ТЭС в дополнение к требованиям ОТТ ТЭС 2000 следует учитывать соответствие узлов уплотнения арматуры требованиям настоящих ОТ.
2.3. Требования ОТ к узлам уплотнения следует учитывать при согласовании ТУ на арматуру, разрабатываемую для нужд отрасли проектно-конструкторскими организациями и заводами-изготовителями.
Требования по обслуживанию узлов уплотнения, содержащиеся в Руководствах по эксплуатации (инструкциях) заводов-изготовителей арматуры, Руководствах по ремонту арматуры, руководящих технических материалах предприятий-поставщиков уплотнительной продукции должны соответствовать требованиям настоящих ОТ.
2.4. ОТ обязательны к применению при комплектации узлов уплотнения изделиями из ТРГ, при выполнении работ по ремонту.
3. Нормативные ссылки
В настоящем РД содержатся ссылки на следующие нормативные документы:
- РД 153-34.1-39.504-00 «Общие технические требования к арматуре ТЭС (ОТТ ТЭС-2000)»;
- РД 302-07-22-93 «Арматура трубопроводная. Узлы сальниковые. Конструкция и основные размеры. Технические требования»;
- ГОСТ 10549-80 «Выход резьбы. Сбеги, недорезы, проточки и фаски»;
- ГОСТ 16093-81 «Основные нормы взаимозаменяемости. Резьба метрическая. Допуски. Посадки с зазором»;
- ГОСТ 8295-73 «Графит смазочный. Технические условия»,
- ГОСТ 5152-84 «Набивки сальниковые. Технические условия».
4. Общие требования к уплотнениям из ТРГ
4.1. Предельные параметры рабочей среды (пара и воды) для уплотнительных изделий из ТРГ разных видов должны соответствовать значениям, указанным в таблице 4.1.
Таблица 4.1
Предельные значения параметров пара и воды для уплотнительных изделий из ТРГ
Уплотнительные изделия из ТРГ | Давление рабочей среды, МПа (кгс/см2) | Температура среды, °С | Примечание |
Кольца для уплотнения | до 9,8 (100) | 570 | Без замыкающих колец |
штока | до 37,3 (380) | 570 | В сочетании с армированными металлом замыкающими кольцами |
Кольца армированные металлом для уплотнения штока и уплотнения | пар - до 25 (255) | 570 | |
бесфланцевого соединения корпуса и крышки | вода - до 37,3 (380) | 330 | |
Набивки графитовые плетеные | пар, вода - до 6,3 (64) | 570 | Без предварительного прессования |
Набивки графитовые плетеные с предварительной | пар - до 25 (255) | 570 | В сочетании с армированными металлом |
подпрессовкой в пресс-форме | вода - до 37,3 (380) | 330 | замыкающими кольцами |
Комплекты колец уплотнения узла поршневой камеры сервопривода главных предохранительных клапанов | пар - до 25 (255) | 570 |
4.2. Химический состав ТРГ и графитовой фольги, используемой для изготовления сальниковых уплотнений (см. Приложение А), должен соответствовать нормам, приведенным в таблице 4.2.
Таблица 4.2.
Требования к составу ТРГ для изготовления графитовой фольги
и уплотнительных изделий из нее
Условия эксплуатации | Основные показатели | ||
Массовая доля углерода, не менее % | Массовая доля серы, не более % | Массовая доля хлор-ионов, не более ррm | |
Уплотнения арматуры общепромышленного применения | 99,5* | 0,070 | 30 |
Наиболее ответственные уплотнительные узлы арматуры высокого давления АЭС | 99,85* | 0,045 | 20 |
Поставка арматуры в сборе под гарантии изготовителя | |||
_____________
* При наличии тестирующих ингибиторов, увеличивающих сопротивляемость коррозии и окислению, процентное содержание может отличаться от приведенных значений
4.3. Конструкция и размеры уплотнительных изделий из ТРГ должны соответствовать техническим условиям и конструкторской документации на них, утвержденной в уставленном порядке, а также требованиям Приложения А.
4.4. Конструкция узла уплотнения определяется заводом-изготовителем арматуры с внесением в конструкторскую документацию данных по типу и обозначению уплотнительных изделий из ТРГ в соответствии с ТУ поставщика уплотнений.
В программе и методике испытаний вновь проектируемой арматуры требования к стендовым и опытно-промышленным испытаниям узлов уплотнений должны быть согласованы с предприятием, поставщиком уплотнений.
4.5. В узлах уплотнения штока, бесфланцевого соединения корпуса и крышки, поршневой камеры сервопривода главного предохранительного клапана энергетической арматуры высокого давления PN > 6,3 МПа должны применяться только уплотнительные изделия из ТРГ.
В узлах уплотнения промышленной арматуры низкого давления до PN ≤ 6,3 МПа допускается применение кроме ТРГ и других уплотнительных материалов по документации заводов-изготовителей арматуры.
5. Указания по выбору конструкции изделий из ТРГ и комплектации
узлов уплотнений арматуры
5.1. Узел сальникового уплотнения штока.
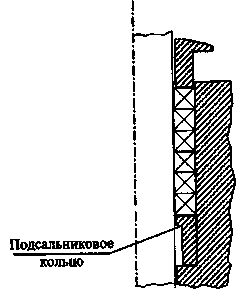
5.1.1. Конструкция сальниковых узлов вновь проектируемой арматуры, изготавливаемой с учетом применения заводами-изготовителями уплотнения из ТРГ, должна соответствовать рис. 5.1.
При использовании колец из ТРГ в узлах уплотнения штока арматуры, изготовленной ранее для асбестосодержащих и других материалов, производится модернизация сальникового узла. Конструкция сальниковых узлов действующей арматуры для применения уплотнений из ТРГ должна соответствовать рис. 5.2.
Рис. 5.1. Конструкция сальникового уплотнения вновь проектируемой арматуры с уплотнениями из ТРГ | Рис. 5.2. Конструкция сальникового уплотнения арматуры спроектированной для асбестосодержащей набивки с уплотнениями из ТРГ |

5.1.2. Ширина уплотнения вновь проектируемой арматуры принимается равной:
где d - диаметр штока, мм.
5.1.3. Торцевые поверхности грундбуксы, подсальникового и промежуточного колец не должны иметь скосов и фасок. Острые кромки притупить.
5.1.4. Зазоры по штоку между грундбуксой, подсальниковым и промежуточным кольцами не должны превышать 0,02 S на сторону.
5.1.5. При определении глубины сальниковой камеры вновь проектируемой арматуры:
- высота колец из ТРГ в свободном (необжатом) состоянии принимается равной ширине уплотнения - S, мм;
- заглубление грундбуксы после установки колец обеспечивается 3÷8 мм;
- высота подсальникового кольца принимается hпк = 4÷5 мм для диаметра штока - d = 10÷25 мм и hпк = 10÷15 мм для диаметра штока d = 30÷120 мм.
Глубина сальниковой камеры равна:
Нск ≥ n ⋅ hк + hпк + (3÷8), мм
где: n - число колец из ТРГ, принимается в соответствии с п. 5.1.6;
hк - высота кольца до обжатия, мм
hпк - высота подсальникового кольца, мм
5.1.6. Оптимальное количество колец в комплекте (включая замыкающие кольца), для укладки в сальниковую камеру арматуры:
- 3 кольца при PN < 6,3 MПa;
- 4 кольца при 6,3 ≤ PN < 9 МПа;
- 5 колец при 9 ≤ PN < 14 MПa;
- 6 колец при PN ≥ 14 МПа;
Примеры комплектации уплотнения штока энергетической арматуры высокого давления приведены на схемах *, представленных на рис. 5.3.
___________
* Примечание. На схемах 1÷3 указано максимальное количество колец.
схема 1 | схема 2 | схема 3 |
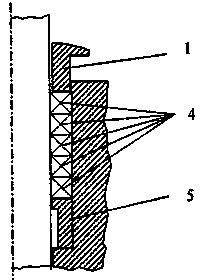
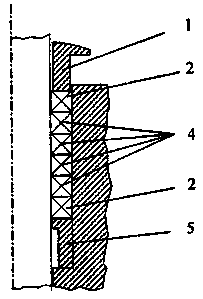
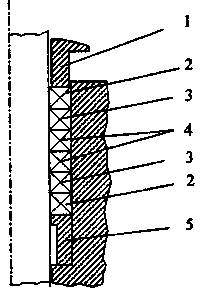
Рис. 5.3.
Примеры комплектации уплотнения штока энергетической арматуры высокого давления.
- схема 1 - комплект без замыкающих элементов, при PN=10 МПа;
- схема 2 - для запорной арматуры, при PN ≥ 14 МПа;
- схема 3 - для регулирующей арматуры, при PN ≥ 14 МПа
1 - грундбукса,
2 - кольцо замыкающее, армированное металлической фольгой
3 - кольцо замыкающее, обтюрированное,
4 - кольцо уплотнительное,
5 - подсальниковое кольцо.
5.1.7. Количество колец из ТРГ для действующей арматуры при модернизации сальникового узла выбирается в соответствии с п. 5.1.6. Для заполнения высоты сальниковой камеры изготавливается новое подсальниковое кольцо, высота которого принимается равной:
hпк = Нск - n ⋅ hк - (3÷8) мм,
где: Нск - глубина сальниковой камеры, мм
hпк - высота нового подсальникового кольца, мм.
Не допускается устанавливать в сальниковую камеру более 6ти уплотнительных колец (т.к. большее количество колец невозможно качественно обжать, а недожатые нижние кольца при перемещении штока ослабят усилие затяжки сальника, что способствует развитию электрохимической коррозии).
5.1.8. Конструкция нового подсальникового кольца приведена на рис. 5.4.
Материал нового подсальникового кольца - сталь 30X13 или материалы по РД 302-07-22-93 «Арматура трубопроводная. Узлы сальниковые. Конструкция и основные размеры. Технические требования».
Торец грундбуксы и нового подсальникового кольца обрабатывается в соответствии с рис. 5.5, с соблюдением требований п. 5.1.3.
Рис. 5.4. | Рис. 5.5. |
Новое подсальниковое кольцо d - диаметр штока D - диаметр сальниковой камеры d1 > d на 2÷5 мм | Обработка торцевых поверхностей грундбуксы и старого подсальникового кольца |
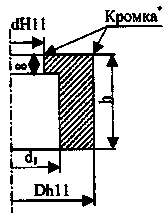
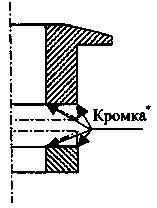
Примечание: *кромка острая (притупить, фаска не допускается).
5.1.9. Для вновь проектируемой арматуры высота подсальникового кольца выбирается в соответствии с п. 5.1.5; при модернизации узла уплотнения штока - в соответствии с п. 5.1.7.
5.1.10. В качестве замыкающих колец необходимо использовать:
- кольца из ТРГ, армированные перфорированной металлической фольгой (устанавливаются крайними);
- кольца из ТРГ, обтюрированные (устанавливаются предкрайними);
- набивки из углеродного волокна, без их предварительной опрессовки.
Плотность графита замыкающих колец из ТРГ, армированных перфорированной металлической фольгой, - в диапазоне 1,7÷1,8 г/см3, колец обтюрированных - в диапазоне 1,55÷1,6 г/см3.
Конструкция замыкающих колец выбирается предприятием-поставщиком по согласованию с заводом-изготовителем арматуры в соответствии с п. 4.4.
Для обеспечения равномерных распределений осевых и боковых давлений по высоте сальника в камеру следует устанавливать уплотнительные изделия из ТРГ, соответствующие требованиям Приложения А.
5.1.11. Номинальные значения плотности уплотнительных колец из ТРГ для арматуры должны выбираться производителем в зависимости от рабочего давления в пределах следующих диапазонов:
- PN ≤ 6,3 МПа - ρ = 1,1 ÷ 1,3 г/см3;
- PN ≤ 10 МПа - ρ = 1,3 ÷ 1,4 г/см3;
- 10 МПа < РN ≤ 30 МПа - ρ = 1,4 ÷ 1,6 г/см3.
Отклонение плотности колец от номинала указывается в технической документации предприятия-поставщика уплотнительной продукции.
Кольца из плетеной графитовой набивки из ТРГ устанавливаются для уплотнения штока арматуры высокого давления только после их предварительной опрессовки в пресс-форме, до вышеуказанной плотности в соответствии с давлением рабочей среды.
При установке в арматуре высокого давления уплотнительных колец из предварительно спрессованной плетеной набивки необходимо учитывать уменьшение высоты такого кольца. В этом случае число устанавливаемых в сальниковую камеру колец следует увеличить таким образом, чтобы общая высота комплекта соответствовала рекомендациям, приведенным в п. 5.1.6. и в Приложении Б.
Не допускается опрессовка плетеной графитовой набивки или ленты из ТРГ непосредственно в сальниковой камере арматуры высокого давления.
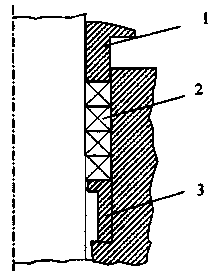
5.1.12. Комплектация уплотнения штока арматуры низкого давления (до 6,3 МПа) производится в соответствии с рис. 5.6.
Рис. 5.6. Комплектация сальникового уплотнения арматуры низкого давления, спроектированной для асбестосодержащей набивки, с уплотнениями из ТРГ. 1 - грундбукса 2 - набивка или кольца из ТРГ 3 - подсальниковое кольцо (новое) |
5.1.13. Для снижения коэффициента трения в регулирующей арматуре до 0,03÷0,04 (против 0,08÷0,1 для сухого ТРГ) кольца и набивки из ТРГ могут быть пропитаны высокотемпературной суспензией, с последующей термообработкой при температуре 350÷370 °С.
5.1.14. Ориентировочная высота пакета уплотнительных колец и высота подсальникового кольца для арматуры ЧЗЭМ старых выпусков приведены в Приложении Б.
5.2. Узел бесфланцевого соединения корпуса и крышки арматуры.
5.2.1. Конструкция узла уплотнения бесфланцевого соединения корпуса и крышки вновь проектируемой арматуры представлена на рис. 5.7.
Уплотнение состоит из двух колец ТРГ. Верхнее кольцо имеет один обтюратор тарельчатого типа или два угловых обтюратора, нижнее кольцо - без обтюраторов.
5.2.2. Ширина уплотнительного кольца из ТРГ рассчитывается по формуле:
где Dк - внутренний диаметр расточки корпуса.
Давление на поверхность уплотнительного кольца из ТРГ не должно превышать более, чем в 3 раза, давление рабочей среды. При необходимости, для выполнения указанного требования изменяется ширина уплотнительного кольца, определенного по указанной выше формуле.
5.2.3. Зазоры между корпусом и крышкой, а также между упорным кольцом и корпусом и крышкой не должны превышать величины 0,02 S на сторону.
| | |
Рис. 5.7. Конструкция узла уплотнения бесфланцевого соединения корпуса и крышки вновь проектируемой арматуры. | Рис. 5.8. Конструкция узла уплотнения бесфланцевого соединения корпуса и крышки арматуры, спроектированной для 4÷6 асбестосодержащих колец, с подкладным кольцом |
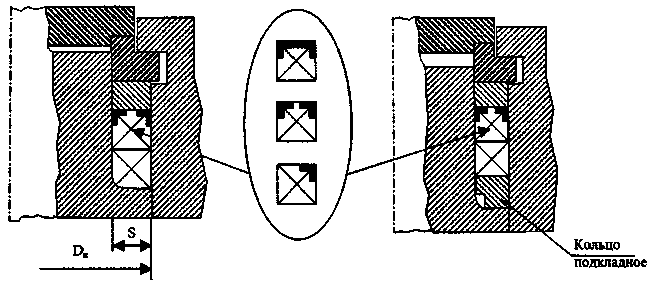
5.2.4. Для находящейся в эксплуатации арматуры, сальниковая камера которых выбиралась для установки 4÷6 асбестосодержащих колец, конструкция узла уплотнения бесфланцевого соединения корпуса и крышки представлена на рис. 5.8. Уплотнение состоит из двух колец из ТРГ и при необходимости устанавливается новое подкладное кольцо.
Плотность колец из ТРГ должна находиться в диапазоне 1,6÷1,8 г/см3. Отклонение плотности колец от номинала указывается в документации предприятия-поставщика уплотнительной продукции.
5.3. Узел поршневой камеры сервопривода главного предохранительного клапана.
5.3.1. При применении комплекта уплотнений из ТРГ сохраняется конструкция уплотнения поршня сервопривода главного предохранительного клапана.
Конструкция комплектов уплотнения узла поршневой камеры сервопривода главного предохранительного клапана представлена на рис. 5.10.
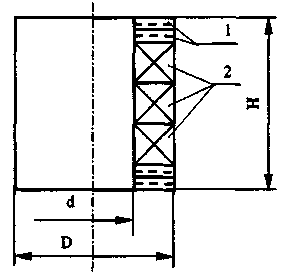
Рис. 5.10.
Конструкция комплектов уплотнений узла поршневой камеры сервопривода
главного предохранительного клапана.
1 - кольцо замыкающее толщиной 2÷5 мм.
2 - кольцо уплотнительное из ТРГ.
5.3.2. Ширина уплотнительного кольца из ТРГ принимается равной 10 мм.
5.3.3. Зазоры между корпусом и поршнем, а также нажимным кольцом и поршнем и корпусом не должны превышать величины 0,2 мм на сторону.
6. Требования к сборке узлов уплотнения
6.1. Требования к штокам, сальниковым камерам, грундбуксам и крепежным деталям.
6.1.1. При изготовлении арматуры конструкция и размеры сальниковых камер, подсальниковых и промежуточных колец и крепежных деталей должны соответствовать требованиям конструкторской документации завода-изготовителя арматуры, утвержденной в установленном порядке; РД 302-07-22-93 (в части диаметров сальниковой камеры и штока); настоящих ОТ (в части глубины сальниковой камеры).
6.1.2. Размеры и шероховатость поверхностей штока и сальниковой камеры, контактирующих с уплотнителем для вновь проектируемой арматуры должны быть не ниже требований, указанных на рис. 6.1.
Допуски соосности и симметричности штока и сальниковой камеры - по 10 степени точности.
Допуски циллиндричности штока - по 6 степени точности.
Шероховатость поверхности цилиндрической части штока (шпинделя), соприкасающейся с уплотнением из ТРГ, - не выше 0,32* мкм.
Поле допуска диаметра штока - d11.
____________
* Примечание Некоторые фирмы полируют и обкатывают роликом или алмазным выглаживателем цилиндрическую часть штока до шероховатости Rz 0,16.
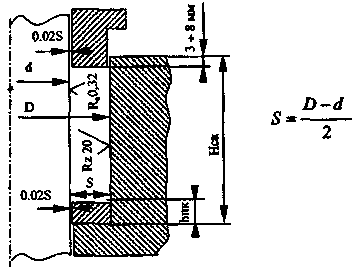
Рис. 6.1. Требования к обработке поверхности штока и сальниковой камеры
вновь проектируемой арматуры.
6.1.3. Шток арматуры должен изготавливаться из высокохромистых сталей (с содержанием Сr ≥ 13%) или из легированных перлитных сталей с антикоррозионным покрытием.
Для вновь проектируемой арматуры заказчику рекомендуется в технических условиях указывать для штоков сталь марки 14X17Н2.
6.1.4. Материал подсальниковых и промежуточных колец должен соответствовать указаниям конструкторской документации.
6.1.5. Механические свойства и марки материалов крепежа должны соответствовать указаниям конструкторской документации.
Фаски, сбеги, проточки и недорезы - по ГОСТ 10549-80.
Резьба метрическая с полем допуска 8д по ГОСТ 16093-81.
6.1.6. При ремонте арматуры состояние сальниковых камер, подсальниковых колец и крепежных деталей должно контролироваться визуально на отсутствие поломок, трещин и других дефектов, влияющих на прочность.
Допустимые отклонения размеров и параметров при ремонте штоков, сальниковых камер, подкладных колец, грундбукс приведены в таблице 6.1.
Таблица 6.1
Допустимые отклонения размеров и параметров деталей сальникового
уплотнения штока арматуры
№ | Наименование детали | Отклонения размеров и параметров | Мероприятия по ремонту |
1 | Шток (шпиндель) | 1. Износ, коррозия на рабочем участке двойной высоты сальника с утонением диаметра более h 11 | Замена штока |
2. Отслоение, разрушение антикоррозионного покрытия на площади (суммарно) более 5% от площади двойной высоты сальника | Замена штока | ||
3. Шероховатость поверхности цилиндрической поверхности штока более 0,32 мкм | Обкатка роликом, алмазное выглаживание | ||
4. Прогиб более 0,1 мм на рабочем участке двойной высоты сальника | Замена штока | ||
5. Прогиб более 0,5 мм на всей длине штока | Правка штока при обеспечении условия по п. 4 | ||
2 | Расточка сальниковой камеры | 1. Шероховатость поверхности более 20 мкм | Зачистка поверхности механическим путем |
2. Коррозия поверхности с увеличением диаметра до Н 13 | Зачистка поверхности механическим путем | ||
3 | Подсальниковое кольцо, грундбукса | 1. Коррозия, износ по внутреннему диаметру более Н 11 | Замена детали |
2. Коррозия, износ по наружному диаметру более h 13 | Замена детали |
6.2. Требования к сборке сальникового уплотнения штока.
6.2.1. Для обеспечения равномерных распределений осевых и боковых давлений по высоте сальника в камеру следует устанавливать уплотнительные изделия из ТРГ, соответствующие требованиям Приложения Б.
6.2.2. Высота сальниковой набивки до затяжки, высоты подсальниковых и промежуточных колец должна быть такой, чтобы грундбукса входила в гнездо сальниковой камеры, на 3÷8 мм.
6.2.3. Кольца из ТРГ устанавливаются, как правило, цельными.
Допускается установка колец:
- с одним разрезом, для боковой заводки уплотнительных колец на шток путем перемещения концов в осевом направлении с последующим их соединением на штоке;
- из двух половин. При этом установка полуколец должна производиться по совпадающим меткам, нанесенным на одном из торцов при изготовлении.
При укладке разрезных колец их располагают таким образом, чтобы срезы отдельных колец последующего ряда были смещены друг относительно друга на 90°.
6.2.4. Кольца из ТРГ для арматуры низкого давления (PN ≤ 6,3 МПа) могут поставляться с унифицированными размерами, отличающимися от размеров штока на 1÷3 мм и сальниковой камеры - на 1÷2 мм. Обжатие колец, обеспечивающее герметичность соединения, производится в сальниковой камере. Допустимое отклонение унифицированных колец от заявленных (по размерам) позволяет обеспечить окончательное обжатие колец без их повреждения в соответствии с инструкцией предприятия-поставщика.
6.2.5. Кольца и набивка из ТРГ могут использоваться для:
- полной замены старой сальниковой набивки (асбестосодержащей и др.);
- частичной замены сальника с установкой двух (трех) верхних колец из ТРГ взамен соответственно двух (трех) колец асбестосодержащей набивки.
Частичная замена сальника применяется при любом давлении для устранения дефекта (парения, течи и т.д.) при эксплуатации арматуры до ближайшего капитального (текущего) ремонта оборудования.
6.2.6. Перед сборкой уплотнения поверхности штока сальниковой камеры, подсальникового кольца и грундбуксы очистить от остатков старой набивки, заусенцев и других дефектов.
6.2.7. На поверхностях колец не допускаются загрязнения, пятна, надрывы и выкрашивания кромок. На боковой поверхности колец по наружному диаметру допускаются следы от прессования, в виде продольных трещин.
6.2.8. Для уменьшения адгезии (налипания) частичек колец на контактирующие с ними поверхности штока, грундбуксы, кольца сальника эти поверхности следует натереть графитом марок ГС2 или ГС3 ГОСТ 8295-73.
6.2.9. Установка колец осуществляется по одному с применением грундбуксы или разрезных технологических втулок. Для исключения повреждения графитовой части уплотнения не допускается применение ударных воздействий - как при сборке уплотнения, так и при его обжатии.
После плотной укладки колец следует произвести предварительную затяжку гаек, обеспечивающую выборку зазоров (до первого легкого сопротивления сальниковой набивки), при этом грундбукса должна входить в камеру, на 3÷8 мм. Отметить положение верхней плоскости нажимной планки относительно бугеля.
Шпильки и болты сальника следует затягивать равномерно, контролируя наличие зазора между штоком и грундбуксой.
С целью уменьшения неравномерности распределения напряжения по высоте набивки, затяжку сальника следует производить с расчетным осевым усилием, после чего необходимо произвести 5÷6 циклов перемещения штока на величину хода, не меньшую, чем высота комплекта из ТРГ.
Указания по определению усилий затяжки крепежа и деформации комплекта уплотнений из ТРГ приведены в Приложении В.
6.2.10.Сжать сальниковое уплотнение усилием, указанным в табл. В1 Приложения В. При отсутствии на ТЭС мерных ключей, можно замерять величину сжатия пакета колец по перемещению верхней плоскости нажимной планки относительно штока.
Ориентировочная величина сжатия пакета в зависимости от рабочего давления среды, плотности колец и высоты пакета колец, может быть рассчитана по указаниям Приложения В.
6.3. Требования к деталям уплотнения бесфланцевого соединения корпуса и крышки арматуры и их сборке.
6.3.1. При первой установке комплекта колец следует проверить:
- основные размеры и предельные отклонения диаметра отверстия в корпусе и диаметров буртиков и проточки плавающей крышки - согласно требованиям п. 5.2, 5.3;
- на поверхностях корпуса и крышки, контактирующих с уплотнительными кольцами, не должно быть остатков старой набивки.
6.3.2. Для укладки колец в арматуру производства до 2000 г. необходимо выполнить заходную фаску (15°, 5 мм) на расточке корпуса. На новой арматуре, производства после 2000 г., такая фаска выполняется заводом-изготовителем.
Допустимые отклонения размеров и параметров деталей узла уплотнения бесфланцевого соединения корпуса и крышки арматуры приведены в таблице 6.2.
6.3.3. Установить в камеру два уплотнительных кольца. При установке колец использовать специальную оправку или штатное опорное кольцо.
6.3.4. Предварительно подтянуть плавающую крышку в соответствии с рекомендациями завода-изготовителя арматуры.
6.3.5. После опрессовки арматуры произвести повторную подтяжку гаек на шпильках плавающей крышки.
6.3.6. При повторном использовании комплекта уплотнительных колец необходимо проконтролировать их состояние, они не должны иметь заметных повреждений (трещин, обломов, расслоений и др.). Установка должна производиться в соответствии с метками, нанесенными на них при разборке.
6.4. Требования к сборке поршневой камеры сервопривода главных предохранительных клапанов
6.4.1. Установить в поршневую камеру комплект уплотнительных элементов согласно рис. 5.11.
6.4.2. Установить в поршневую камеру прижимную шайбу и, равномерно, «крест-накрест» затягивать гайки.
6.4.3. Для предохранительных клапанов обжатие комплекта сальникового уплотнения производится до контакта прижимной шайбы с торцевой поверхностью поршня.
Таблица 6.2
Допустимые отклонения размеров и параметров деталей узла уплотнения
бесфланцевого соединения корпуса и крышки арматуры
№ | Наименование детали | Отклонения размеров и параметров | Мероприятия по ремонту |
1 | Расточка корпуса | 1. Эллипс на диаметре расточки: - более 0,5 мм при диаметре расточки до 200 мм - более 0,8 мм при диаметре расточки до 400 мм | Увеличение высоты и угла заходной фаски для установки колец ТРГ без закусывания кромки. Обработка при необходимости шлифмашинкой противоположных поверхностей по меньшему диаметру до диаметра Н11 |
2. Коррозия поверхности с увеличением диаметра до Н 13 | Зачистка поверхности шлифмашинкой | ||
3. Коррозия поверхности: - более 0,5 мм при диаметре расточки до 200 мм - более 0,8 мм при диаметре расточки до 400 мм | Зачистка поверхности шлифмашинкой. Восстановление размера крышки (в соответствии с п. 2.) и изготовление кольца опорного с новыми размерами для обеспечения боковых зазоров не более 0,02 S | ||
2 | Крышка | 1. Коррозия поверхности контактирующей с сальником с уменьшением диаметра до h 13 | Зачистка поверхности |
2. Коррозия поверхности контактирующей с сальником: - более 0,5 мм при диаметре крышки до 200 мм - более 0,8 мм при диаметре крышки до 400 мм | Наплавка электросваркой с обработкой на токарном станке до восстановления зазора не более 0,02 S | ||
3 | Кольцо опорное | 1. Коррозия, износ по внутреннему диаметру более Н 13 2. Коррозия, износ по наружному диаметру более h 13 | Замена детали с обеспечением зазора не более 0,02 S |
6.5. Требования к фланцевым разъемам крышки арматуры.
6.5.1. Конструкции узлов фланцевых соединений корпусов с крышками такие же, как и аналогичных соединений, в которых в качестве уплотняющего элемента применяется паронит, фторопласт или рифленые (зубчатые) прокладки.
6.5.2. Для фланцевых соединений арматуры, работающей при давлении среды до 6,3 МПа, и для узлов, расположенных внутри корпусов, рекомендуется применять прокладки из листа графитового армированного перфорированной стальной фольгой толщиной 0,1-0,2 мм, плакированной с двух сторон графитовой фольгой толщиной 1,0-1,5 мм (рис. 6.2).
При необходимости, графит по наружному и внутреннему диаметру защищается обтюратором из стальной фольги, толщиной 0,2÷0,5 мм.
6.5.3. Для фланцевых соединений арматуры на PN ≥ 9 МПа рекомендуется применять зубчатые прокладки, плакированные фольгой из ТРГ толщиной 0,6 мм (рис. 6.3).
Рис. 6.2. Прокладка для фланцевых соединений на давления до 6,3 МПа.
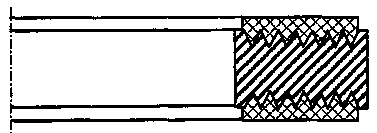
Рис. 6.3. Прокладка рифленая (зубчатая) для фланцевых соединений на PN ≥ 9 МПа.
1 - прокладка 2 - ограничитель сжатия |
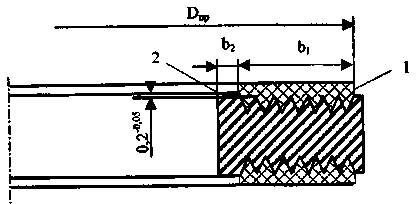
Рис. 6.4. Прокладка рифленая (зубчатая) с ограничителем сжатия.
6.5.4. Прокладки, представленные на рис. 6.4, имеют проточку, на которую устанавливается ограничитель сжатия, представляющий собой кольцо, которое принимает на себя часть усилия сжатия фланцев и защищает графитовую часть от передавливания и вымывания. Плакировка осуществляется фольгой толщиной 1 мм.
При ремонте арматуры допускается замена прокладок с ограничителем сжатия (рис. 6.4.) на прокладки зубчатые плакированные в соответствии с рис. 6.3.
6.5.5. Расчет усилия сжатия прокладок, рекомендуемых в пункте 6.5.2. и приведенных на рис. 6.3, производится так же, как и для паронитовых прокладок по формуле:
Q = π ⋅ Dпр ⋅ b ⋅ m ⋅ Ppa6,
где: Dпр - средний диаметр прокладки;
b - ширина прокладки, мм;
m - коэффициент сжатия прокладки, для воды m = 1,6; для пара m = 2,5;
Рраб - давление рабочей среды, МПа.
Расчет прокладок, приведенных на рис. 6.4., производится по формулам:
Q = π ⋅ Dпр (3b1 + 1,6b2) ⋅ Ppa6 - для воды
Q = π ⋅ Dпр (5b1 + 3b2) ⋅ Ppa6 - для пара.
6.5.6. Поверхности, на которые устанавливаются прокладки, и сами прокладки должны быть чистыми, сухими и обезжиренными.
6.5.7. Гайки фланцев затягивать «крест-накрест» с начальным усилием около 50% расчетного, второй затяг - на 80 % и третий затяг - полным расчетным усилием.
6.5.8. Прокладки, изготовленные с применением ТРГ, могут использоваться многократно, если они не получили повреждений при разборке арматуры. Прокладки с поврежденной графитовой плакировкой можно восстановить путем покрытия поврежденного слоя новым слоем фольги из ТРГ.
7. Контроль сборки сальникового уплотнения
7.1. Подготавливаемые к сборке узлы сальникового уплотнения и уплотнительные изделия из ТРГ должны контролироваться на соответствие настоящим ОТ, изложенным в разделах 4÷6.
7.2. При сборке сальникового уплотнения контролируют последовательность затяжки, усилие (момент) затяжки или деформацию комплекта уплотнений из ТРГ.
7.3. Контроль узла сальникового уплотнения на герметичность в соответствии с конструкторской документацией на арматуру.
8. Указания и рекомендации по эксплуатации узлов с уплотнениями из ТРГ
8.1. Окончательную затяжку сальникового уплотнения рекомендуется производить после гидроиспытаний арматуры (при гидроиспытаниях может иметь место выброс через уплотнение воздуха, скапливающегося в верхней части арматуры).
8.2. Дополнительная подтяжка сальника в процессе эксплуатации не требуется.
В регулирующей арматуре при останове оборудования в первый год после ремонта (монтажа) необходимо проверять усилие сжатия сальника и при необходимости восстановить его в соответствии с Приложением В.
8.3. При обнаружении в процессе эксплуатации течи или пропаривания сальника арматуру следует отключить и подтянуть уплотнение усилием, превышающим расчетное (допускается до 1,5 Qpac). Допускается 2-4 дополнительных поджатия.
8.4. Достаточным мероприятием по защите от коррозии арматуры с уплотнениями из ТРГ является проведение консервации оборудования в период продолжительных остановов блока.
8.5. В технических условиях на поставку предприятием-поставщиком указывается гарантийный срок эксплуатации изделий из ТРГ - не менее 4х лет с момента их установки при соблюдении технических требований настоящих ОТ, инструкций и руководящих технических материалов предприятия—поставщика изделий из ТРГ.
9. Требования мер безопасности
9.1. К работе по обслуживанию сальниковых уплотнений допускаются специалисты, изучившие требования настоящих ОТ и документацию предприятия-поставщика изделий из ТРГ.
9.2. Эксплуатация арматуры при наличии парения через уплотнение не допускается (возможен выброс среды).
9.3. Не допускается производить работы по подтяжке или замене уплотнений при наличии давления в корпусе арматуры.
Приложение А
(справочное)
Характеристика уплотнительных материалов и изделий из ТРГ
1. Общая характеристика уплотнительных материалов и изделий из ТРГ.
ТРГ - пенообразный графит, полученный термической обработкой интеркалированного графита, образующегося при внедрении различных молекул в межплоскостное пространство графитовой матрицы. Графитовая фольга производится методом холодной прокатки ТРГ без связующих. В процессе химической и термической обработки графит приобретает свойства упругости и пластичности, которые сохраняются в процессе длительной эксплуатации. В связи с этим графитовая фольга называется «гибким графитом».
Гибкая графитовая фольга является исходным материалом для изготовления широкой номенклатуры уплотнительных изделий - картона, ленты, сальниковых колец с разными типами армирования, плетеных набивок с разными видами нитей и типами плетения, армированного листа, прокладок и др.
Ниже в таблице приведены сравнительные характеристики асбеста и исходного уплотнительного материала (графитовой фольги) на основе ТРГ:
Характеристика | Асбест | Материал из ТРГ |
Гарантийный срок эксплуатации | отсутствует | 4 года и более |
Рабочая температура, °С | до 400 (570 с ограниченным сроком службы) | до 570 (до 3000 в инертной атмосфере) |
Химическая стойкость | взаимодействует с сильными кислотами и щелочами | химически инертен |
Упругость, % | 1,5-3,5 | 10-15 |
Коэффициент трения по стали | 0,3 | 0,08÷0,1 для сухого ТРГ 0,03÷0,04 для ТРГ с пропиткой фторопластовой суспензией |
Сочетание ТРГ с различными армирующими нитями (стеклянными, арамидными и др.) и пропитками позволяют получать графитовую фольгу разных видов с хорошими антифрикционными, антиадгезионными, антикоррозионными характеристиками для практически неограниченных по температурам, давлениям, рабочим средам условий эксплуатации.
Уплотнительные набивки типа АС, АГИ, АПРС и др. по ГОСТ 5152-84 имеют рад существенных недостатков в сравнении с современными уплотнениями, широко используемыми в мировой практике:
- выгорание компонентов, материала набивки (до 30% при температуре до 560 °С), вызывающее потерю герметичности узла уплотнения;
- электрохимическая коррозия деталей арматуры, контактирующих с набивкой;
- большой коэффициент трения в зоне контакта штока с набивкой, что требует увеличения мощности электропривода;
- относительно большая высота сальниковой камеры, необходимая для обеспечения герметичности узла уплотнения;
- наличие в составе материала набивки асбеста, что снижает конкурентоспособность продукции на мировом рынке.
Уплотнения из гибкой графитовой фольги на основе ТРГ позволяют:
- работать практически без выгорания на паре при температуре до 570°С;
- значительно уменьшить коэффициент трения по стали (<0,1);
- при правильной сборке работать без электрохимической коррозии штоков;
- повторно использовать уплотнительные кольца и прокладки;
- работать практически без дополнительной подтяжки в процессе эксплуатации арматуры.
В связи с этим, во всем мире в арматуре ТЭС и АЭС широко применяются уплотнительные материалы и изделия, изготавливаемые из ТРГ.
Одним из показателей качества ТРГ является его чистота, которая определяется высоким процентным содержанием в нем углерода и минимальным количеством примесей: хлор-ионов, серы, золы и др.* Чистота исходного ТРГ определяет потребительские качества получаемых из него уплотнительных материалов и изделий. В мировой практике высокая чистота исходного ТРГ и материалов на его основе является гарантией отсутствия коррозии металла арматуры при транспортировке, хранении, простое в процессе ремонта оборудования и т.д.
____________
* Справка. Торговые марки графитовой фольги, чистота которой соответствует требованиям стандартов США и Германии - фольга GRAFOIL (фирма UCAR, США), SIGRAFLEX (SGL CARBON GROUP, Германия), ГРАФЛЕКС (УНИХИМТЕК, Россия).
Различают следующие уровни градации ТРГ по процентному содержанию в них углерода:
- 98%, 99% (прокладки); 99,5% (сальники) - для общепромышленных нужд;
- 99,8÷99,9% - сальниковые уплотнения наиболее ответственных узлов, в частности, оборудования первого контура АЭС (допускают транспортировку и хранение арматуры в сборе, в соответствии с требованиями зарубежных потребителей).
2. Конструктивные характеристики уплотнительных изделий из ТРГ.
Кольцо уплотнительное из ТРГ для узла уплотнения штока состоит из чередующихся вертикальных (параллельно оси кольца) графитовых слоев спиральной намотки графитовой ленты с последующим холодным прессованием в пресс-форме.
Плотность графитовых колец устанавливается предприятием-поставщиком в соответствии с п. 5.1.11.
Конструкция колец показана на рис. А.1.
Технические требования:
Кольца изготавливаются цельными. При необходимости их резка для боковой заводки на шток производится на месте установки.
Рис. А.1. Конструкция кольца из ТРГ.
Размеры колец для уплотнения штока арматуры высокого давления приведены в табл. А.1.
Таблица А.1
Размеры применяемых колец из ТРГ для уплотнения штока (шпинделя)
в арматуре высокого давления
№ п.п. | Размеры сальниковых колец, D×d×h, мм | № п.п. | Размеры сальниковых колец, D×d×h, мм |
1 | 16×9×5 | 14 | 62×36×13 |
2 | 24×14×5 | 15 | 64×44×10 |
3 | 26×18×5 | 16 | 68×48×10 |
4 | 30×18×6 | 17 | 70×48×11 |
5 | 32×20×6 | 18 | 70×50×10 |
6 | 36×24×6 | 19 | 78×52×13 |
7 | 42×26×8 | 20 | 86×60×13 |
8 | 45×30×8 | 21 | 104×72×16 |
9 | 52×32×10 | 22 | 110×80×15 |
10 | 52×36×8 | 23 | 120×88×16 |
11 | 52×40×6 | 24 | 120×100×10 |
12 | 56×36×10 | 25 | 122×100×11 |
13 | 60×40×10 | 26 | 135×104×15 |
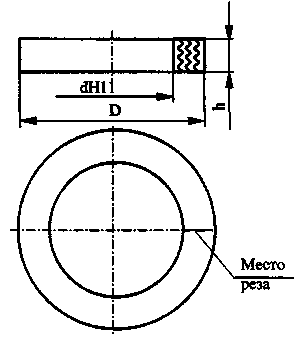
Конструкция замыкающих колец из ТРГ, армированных послойно нержавеющей сталью для узла уплотнения штока приведены на рис. А.2.
Технические требования 1. Изготавливается из листа графитового армированного. 2. Кольца поставляются цельными. При необходимости их резка для боковой заводки на шток производится на месте установки. | |
а) | |
Технические требования Кольца изготавливаются: - либо цельными; - либо из двух половин (по заказу); - набор из нескольких колец, толщиной 1,5±0,3 мм. | |
б) |
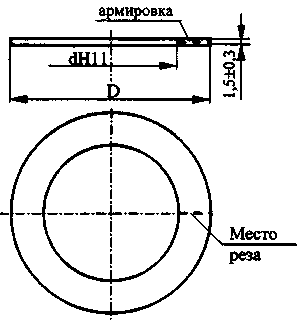
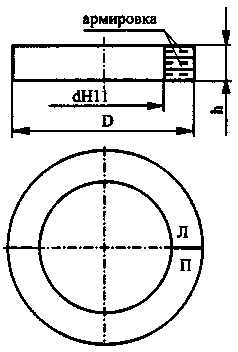
Рис. А.2. Конструкция колец из ТРГ, армированных послойно.
а) Кольцо из ТРГ армированное однослойное.
б) Кольцо из ТРГ армированное многослойное.
Кольцо состоит из чередующихся слоев уплотнительных графитовых и армирующих стальных. Размеры колец приведены в табл. А.1. Плотность графита колец устанавливается в соответствии с п. 5.1.10.
Допускается вместо многослойного кольца применять набор однослойных колец той же высоты.
Конструкция колец из ТРГ, с обтюратором из нержавеющей стали, приведена на рис. А.3.
Технические требования 1. Обтюратор изготавливается из нержавеющей стали толщиной 0,1÷0,3 мм 2. Кольца изготавливаются и устанавливаются цельными. |
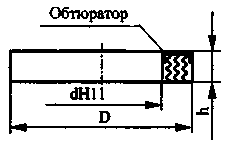
Рис. А.3. Конструкция кольца из ТРГ, армированных обтюратором.
Кольцо состоит из уплотнительной графитовой части и армирующего стального обтюратора тарельчатого типа, механически соединенного с графитовой частью. Кольцо изготавливается путем спиральной намотки графитовой ленты с последующим холодным прессованием ее в пресс-форме совместно с кольцом-заготовкой обтюратора.
Размеры колец для уплотнения штока энергетической арматуры высокого давления приведены в табл. А.1. Плотность графитовой части устанавливается в соответствии с п. 5.1.11.
Конструкция колец для узла бесфланцевого соединения корпуса и крышки арматуры показана на рис. А.4. Кольцо изготавливается по технологии, описанной выше. Размеры колец приведены в табл. А.2.
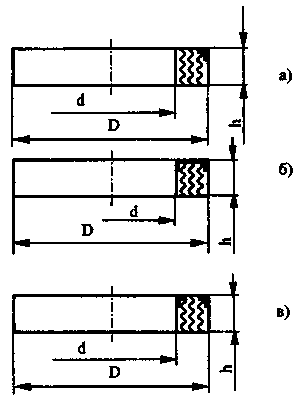
Рис. А.4. Конструкция кольца из ТРГ для узла бесфланцевого соединения
корпуса и крышки арматуры:
а) кольцо с угловым обтюратором,
б) кольцо с тарельчатым обтюратором,
в) кольцо с угловыми обтюраторами.
Таблица А.2
Размеры применяемых колец из ТРГ для уплотнения узла бесфланцевого соединения
корпуса и крышка арматуры высокого давления
№ п.п. | Размеры сальниковых колец D×d×h, мм | № п.п. | Размеры сальниковых колец D×d× h, мм |
1 | 120×100×15 | 15 | 280×250×15 |
2 | 145×115×15 | 16 | 290×260×15 |
3 | 160×135×15 | 17 | 300×270×15 |
4 | 160×140×15 | 18 | 300×255×20 |
5 | 170×145×15 | 19 | 300×280×15 |
6 | 170×150×15 | 20 | 310×270×20 |
7 | 180×164×15 | 21 | 320×270×20 |
8 | 200×170×15 | 22 | 335×315×15 |
9 | 210×190×15 | 23 | 360×300×25 |
10 | 225×185×20 | 24 | 360×305×25 |
11 | 240×220×15 | 25 | 360×320×20 |
12 | 245×215×15 | 26 | 400×340×25 |
13 | 250×210×20 | 27 | 410×390×20 |
14 | 250×225×15 | 28 | 420×355×20 |
Конструкция комплектов уплотнения узла поршневой камеры сервопривода главного предохранительного клапана показана на рис. 5.11. Размеры комплектов приведены в табл. А.3.
Таблица А.3
Размеры применяемых комплектов уплотнений из ТРГ для уплотнения узла
поршневой камеры сервопривода главного предохранительного клапана.
Размеры и предельные отклонения, мм | Глубина расточки поршня H, мм | Высота грундбуксы поршня hг, мм | Масса* графитовой части комплекта, грамм | |
Внутренний диаметр рубашки | Наружный диаметр поршня | |||
110 Н11 | 90 d11 | 50 | 20 | 162 |
120 Н11 | 100 d11 | 50 | 20 | 159 |
130 Н11 | 110 d11 | 50 | 15 | 196 |
170 Н11 | 150 d11 | 70 | 20 | 420 |
185 Н9 | 165 d11 | 48 | 15 | 268 |
210 Н11 | 190 f9 | 75 | 25 | 420 |
235 Н11 | 215 f9 | 50 | 20 | 410 |
240 Н11 | 220 f9 | 50 | 17,5 | 345 |
340 Н11 | 308 f9 | 63,5 | 20 | 1102 |
* Примечание Отклонение плотности от номинала указывается в документации предприятия-поставщика уплотнительной продукции
Для арматуры низкого давления применяется плетеная графитовая набивка, плотностью ρ = 1,1÷1,3 г/см3. Кольцо изготавливается по месту путем мерной резки и деформации набивки в кольцо при установке в сальниковую камеру.
Конструкция кольца из набивки графитовой приведена на рис. А.5.
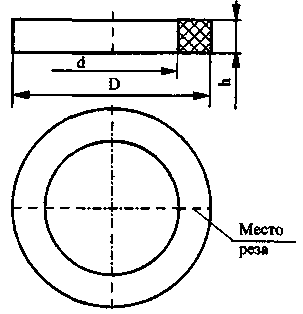
Рис. А.5. Конструкция кольца из набивки графитовой
Для энергетической арматуры высокого давления кольцо изготавливается путем мерной резки с последующим прессованием в пресс-форме с размерами, указанными в табл. А.1 Плотность колец из набивки графитовой устанавливается предприятием-поставщиком.
Приложение Б
(справочное)
Рекомендуемая высота подсальникового кольца для арматуры ЧЗЭМ
№№ п.п. | Серия и условный проход изделий ЧЗЭМ | Размеры сальникового кольца, мм | Глубина сальниковой камеры, мм | Высота комплекта набивки, мм | Высота подсальникового кольца hпк, мм | |
Наружный диаметр, D, мм | Внутренний диаметр, d, мм | |||||
Запорные клапаны (вентили) | ||||||
1 | 588-10; 589-10 | 24 | 14 | 40 | 30 | 7 |
2 | 588-20; 589-20; 573-20 | 32 | 20 | 52 | 36 | 13 |
3 | 998-20; 999-20 | 30 | 18 | 48 | 36 | 9 |
4 | 841-40; 840-50; 1054-50; 1055-40 | 56 | 36 | 102 | 60 | 39 |
5 | 838-65; 839-50; 1053-50; 845-65 | 62 | 36 | 102 | 78 | 20 |
6 | 1052-65; 1057-65 | 62 | 36 | 90 | 78 | 9 |
Задвижка | ||||||
7 | 591-100; 590-150 | 68 | 48 | 150 | 60 | 87 |
8 | 881-100; 712-150; 882-150; 1012-150; 885-125; 1015-125; 885-150; 1015-150; 886-250; 1016-250; 850-150; 887-150; 887-250; 1017-250; 880-150; 882-250 | 64 | 44 | 110 | 60 | 47 |
9 | 590-100 | 60 | 40 | 130 | 60 | 67 |
10 | 880-100; 1010-100; 1120-100; 883-100; 1013-100; 1123-100; 886-150 | 52 | 36 | 105 | 48 | 54 |
11 | 712-100; 713-100 | 52 | 36 | 110 | 48 | 59 |
12 | 882-175; 1012-175; 883-175; 1013-175; 850-350; 880-200; 1010-200; 881-150 | 78 | 52 | 145 | 78 | 64 |
13 | 669-225 | 78 | 52 | 200 | 78 | 119 |
14 | 669-250 | 86 | 60 | 185 | 78 | 104 |
15 | 712-225; 882-225; 1012-225; 712-250; 882-250; 712-300; 882-300; 713-200; 884-200; 883-200 | 86 | 60 | 155 | 78 | 74 |
16 | 880-250; 881-200; 883-250; 590-250; 590-300; 883-250 | 104 | 72 | 185 | 96 | 86 |
17 | 880-300; 883-300 | 104 | 72 | 175 | 96 | 76 |
18 | 590-200 | 104 | 72 | 220 | 96 | 121 |
19 | 591-200; 884-325 | 104 | 72 | 225 | 96 | 126 |
20 | 880-325, 880-350; 880-400 | 135 | 104 | 280 | 90 | 187 |
Регулирующая арматура | ||||||
21 | 870-20 | 36 | 24 | 65 | 36 | 26 |
22 | 1098-20; 1098-50; 1092-65 | 42 | 26 | 95 | 48 | 44 |
23 | 870-40 (50); 868-65 (А) | 42 | 26 | 103 | 48 | 52 |
24 | 976-65 | 62 | 36 | 90 | 78 | 9 |
25 | 879-65 | 52 | 32 | 105 | 60 | 42 |
26 | 1085-100; 1087-100; 1084-100; 1086-100; 675-100; 808-100; 811-100; 813-100; 977-100; 993-100; 995-100; 976-100; 992-100; 808-150; 995-150; 811-175; 977-175; 993-175; 976-175; 807-175; | 52 | 36 | 105 | 48 | 54 |
27 | 914-250; 916-250; 870-300; | 52 | 36 | 130 | 48 | 79 |
28 | 992-250; 992-300; 870-350; 976-250; | 64 | 44 | 160 | 60 | 97 |
29 | 993-250; 1057-250; | 64 | 44 | 150 | 60 | 87 |
30 | 533-350; | 64 | 44 | 110 | 60 | 47 |
31 | 919-175; | 60 | 40 | 140 | 60 | 77 |
Клапаны запорно-дроссельные | ||||||
32 | 950-100/150; | 86 | 60 | 220 | 78 | 139 |
33 | 950-150/250; | 104 | 72 | 255 | 96 | 156 |
34 | 950-200/250 | 135 | 104 | 300 | 90 | 207 |
Приложение В
(справочное)
Определение усилий затяжки крепежа и деформации комплекта уплотнений из ТРГ
1. Для надежной работы сальникового уплотнения арматуры высокого давления необходимо при обжатии обеспечить осевое давление в комплекте уплотнений из ТРГ, не менее чем в два раза превышающее давление рабочей среды.
Выполнение указанного требования обеспечивается одним из следующих способов
- затяжка крепежа с требуемым моментом;
- замером величины обжатия комплекта колец.
2. Усилие обжатия сальникового уплотнения определяется по формуле:
Q = 2 ⋅ 103 ⋅ Fc ⋅ Ppa6, кН,
где: Рраб - давление рабочей среды, МПа;
Fc - площадь сальника, м2
При наличии двух откидных болтов или двух шпилек для затяжки сальника крутящий момент на гайках определяется по формуле:
Мкр = 2,6 ⋅ 105 ⋅ dб ⋅ Fc ⋅ Pраб, Нм
где: dб - наружный диаметр резьбы, м
Для некоторых параметров рабочей среды значения Q и Mкр приведены в табл. В.1.
Для практических расчетов величина деформации комплекта уплотнения из ТРГ ГРАФЛЕКС может определяться по формуле:
, мм
где: Нс - высота комплекта уплотнения в свободном состоянии, мм
ρ - плотность ТРГ ГРАФЛЕКС, г/см3.
3. Необходимое усилие обжатия может быть установлено для энергетической арматуры высокого давления путем замера величины обжатия комплекта колец из ТРГ.
Величина обжатия комплекта колец из ТРГ, в том числе при их повторном использовании, устанавливается в инструкции или руководящем техническом материале предприятия-производителя.
Таблица В.1
Усилие обжатия сальника и величина крутящего момента на гайках откидных болтов
Диаметр откидного болта, dб, мм | Размеры сальниковой камеры, D×d, мм | Рабочее давление среды Р, МПа | Усилие обжатия Q, кН | Величина крутящего момента Мкр, Н⋅м |
М12 | 24×14 | 25,0 37,3 | 14,9 22,2 | 23,2 34,6 |
30×18 | 25,0 37,3 | 22,6 33,7 | 35,2 52,5 | |
М16 | 52×36 | 9,8 13,7 23,5 37,3 | 21,7 30,3 52,0 82,5 | 42,3 59,0 101,5 161 |
55×44 | 13,7 25,0 | 23,3 42,5 | 48,5 88,5 | |
М20 | 64×44 | 4,0 9,8 23,5 25,1 37,3 | 13,6 33,3 79,7 85,2 126,6 | 35,4 87,0 207 221 329 |
4,0 9,8 13,7 23,5 25,0 37,3 4,0 4,0 | 13,6 33,3 72,7 124,8 132,7 198,0 21,8 23,9 | 42,5 104 227 389 414 618 68 74,5 | ||
| М24 | ||||
78×52 | ||||
М30 | ||||
86×60 | 23,5 28,4 | 140,1 169,3 | 548 661 | |
М36 | 104×72 | 13,7 23,5 25,0 28,4 37,3 | 121,2 207,9 222,1 251,2 330,0 | 568 972 1040 1175 1545 |
М42 | 135×104 | 37,3 25,0 | 424,1 292,1 | 2310 1600 |
ОГЛАВЛЕНИЕ
1. Общие положения
2. Область применения
3. Нормативные ссылки
4. Общие требования к уплотнениям из ТРГ
5. Указания по выбору конструкции изделий из ТРГ и комплектации узлов уплотнений арматуры
5.1. Узел сальникового уплотнения штока
5.2. Узел бесфланцевого соединения корпуса и крышки арматуры
5.3. Узел поршневой камеры сервопривода главного предохранительного клапана
6. Требования к сборке узлов уплотнения
6.1. Требования к штокам, сальниковым камерам, грундбуксам и крепежным изделиям
6.2. Требования к сборке сальникового уплотнения штока
6.3. Требования к деталям уплотнения бесфланцевого соединения корпуса и крышки арматуры и их сборке
6.4. Требования к сборке поршневой камеры сервопривода главных предохранительных клапанов
6.5. Требования к фланцевым разъемам крышки арматуры
7 Контроль сборки сальникового уплотнения
8. Указания и рекомендации по эксплуатации узлов с уплотнениями из ТРГ
9. Требования мер безопасности
10. Приложение А (справочное). Характеристика уплотнительных материалов и изделий из ТРГ
11. Приложение Б (справочное). Рекомендуемая высота подсальникового кольца для арматуры ЧЗЭМ
12. Приложение В (справочное). Определение усилий затяжки крепежа и деформации комплекта уплотнений из ТРГ