РД 16.407-2000
РУКОВОДЯЩИЙ ДОКУМЕНТ
ЭЛЕКТРООБОРУДОВАНИЕ ВЗРЫВОЗАЩИЩЕННОЕ.
РЕМОНТ
РД 16.407-2000
ОКСТУ 3407
Срок действия с 01.06.2001
Взамен РД 16.407-95
Настоящий руководящий документ (РД) устанавливает: виды, объемы и периодичность ремонта; организацию ремонта; оснащенность ремонтных производств технологическим, измерительным, испытательным, грузоподъемным и другими видами оборудования; требования к ремонтному персоналу; особенности ремонта электрооборудования с различными видами взрывозащиты, а также испытания, модернизации и другое; порядок разработки и согласования ремонтной документации.
РД распространяется на ремонт и эксплуатацию взрывозащищенного и рудничного электрооборудования групп I и II, изготовленного по:
- Правилам изготовления взрывозащищенного и рудничного электрооборудования (ПИВРЭ);
- Правилам изготовления взрывозащищенного электрооборудования (ПИВЭ);
- комплексу стандартов «Электрооборудование взрывозащищенное» ГОСТ 22782;
- комплексу стандартов «Электрооборудование взрывозащищенное» ГОСТ Р 51330.
1. ОБЩИЕ ПОЛОЖЕНИЯ
1.1. Взрывозащищенное электрооборудование, согласно ГОСТ 18311 и другим нормативным документам, есть электрооборудование специального назначения, которое выполнено таким образом, что устранена или затруднена возможность воспламенения окружающей взрывоопасной среды, вследствие эксплуатации этого электрооборудования. К таковому электрооборудованию относятся: электрические машины, трансформаторы, коммутационные аппараты, светильники и т.д.
1.2. Взрывозащищенное электрооборудование подразделяется по уровням и видам взрывозащиты, группам и температурным классам.
1.3. По ПИВРЭ и ПИВЭ были установлены уровни и виды взрывозащиты электрооборудования.
1.3.1. По ПИВРЭ установлены:
уровни взрывозащиты:
Н - повышенной надежности против взрыва;
В - взрывобезопасное;
О - особовзрывобезопасное.
виды взрывозащиты:
В - взрывонепроницаемая оболочка;
П - заполнение или продувка оболочки под избыточным давлением;
И - искробезопасная электрическая цепь;
К - кварцевые заполнения оболочки;
М - масленое заполнение оболочки;
А - автоматическое отключение от источника электроэнергии;
С - специальный вид взрывозащиты;
Н - повышенная надежность против взрыва (защита вида «е»).
Примеры маркировки:
Электрооборудование повышенной надежности против взрыва (защита вида «е») для всех категорией и групп взрывоопасной смеси Т1-Т4 - Н4Т4 Н.
Особовзрывобезопасное электрооборудование, искробезопасная электрическая цепь, все категории и группы - О4Т5 И.
1.3.2. Электрооборудование, изготовленное по ПИВЭ по уровням взрывозащиты не подразделяется. Виды взрывозащиты этого электрооборудования в маркировке по взрывозащите обозначаются теми же буквами, что и по ПИВРЭ.
В маркировку по взрывозащите в указанной ниже последовательности входят:
- обеспечение вида взрывозащиты;
- обозначение наивысшей категории взрывоопасной смеси, для которой электрооборудование является защищенным, если взрывозащита электрооборудования или отдельные его части обеспечиваются взрывонепроницаемой оболочкой. Для электрооборудования с остальными видами взрывозащиты, являющегося взрывозащищенным для взрывоопасных смесей всех категорий вместо обозначения категории взрывоопасной смеси ставится цифра 0;
- обозначение наивысшей группы взрывоопасной смеси, для которой электрооборудование является взрывозащищенным. Для электрооборудования с защитой вида «е» с находящимися под напряжением частями, заключенными в оболочку, заполненную маслом или продуваемую под избыточным давлением вместо цифры 0 ставится вид взрывозащиты соответственно М или П. Для электрооборудования «искробезопасная электрическая цепь» указывается наименование горючего вещества, на котором оно испытано. Обозначение категории и группы для такого электрооборудования не проставляется
Примеры маркировки:
- взрывонепроницаемая оболочка
1-я категория, группа А - В1А,
1-3 категории, группы А, Б, Г - В3Г,
все категории, группа А - В4А;
- искробезопасная электрическая цепь - ;
- специальный вид взрывозащиты,
все категории, группы А, Б и Г - СО1;
- взрывонепроницаемая оболочка и искробезопасная электрическая цепь,
1-3-я категории, группы А, Б и Г - В3Г И ;
сертифицирован
1.4. По ГОСТ 12.2.020 (действует до 31.12.2000) и ГОСТ Р 51330 установлены:
- уровни взрывозащиты электрооборудования:
2 - «Электрооборудование повышенной надежности против взрыва» — взрывозащищенное электрооборудование, в котором взрывозащита обеспечивается только в признанном нормальном режиме работы.
1 - «Взрывобезопасное электрооборудование» - взрывозащищенное электрооборудование, в котором взрывозащита обеспечивается как при нормальном режиме работы, так и при признанных вероятных повреждениях, определяемых условиями эксплуатации, кроме повреждений средств взрывозащиты.
0 - «Особовзрывобезопасное электрооборудование» - взрывозащищенное электрооборудование, в котором по отношению к взрывобезопасному электрооборудованию приняты дополнительные средства взрывозащиты, предусмотренные стандартами на виды взрывозащиты.
Если в состав электрооборудования входят элементы с различным уровнем взрывозащиты, то общий уровень взрывозащиты электрооборудования должен устанавливаться по элементу, исключающему наиболее низкий уровень (ГОСТ Р 51330.0).
- виды взрывозащиты электрооборудования:
о - масляное заполнение оболочки с токоведущими частями;
р - заполнение или продувка оболочки под избыточным давлением;
q - кварцевое заполнение оболочки с токоведущими частями;
d - взрывонепроницаемая оболочка;
е - защита вида «е»;
ia - искробезопасность, уровень «ia» (категория «ia»);
ib - искробезопасность, уровень «ib» (категория «ib»);
ic - искробезопасность, уровень «ic» (категория «ic»);
m - герметизация компаундом;
n - защита вида «n»;
s - специальный вид взрывозащиты;
Виды взрывозащиты, обеспечивающие различные уровни взрывозащиты, различаются средствами и мерами обеспечения взрывобезопасности, изложенными в разделе "Особенности ремонта электрооборудования с различными видами взрывозащиты".
1.4.1. Электрооборудование повышенной надежности против взрыва может обеспечиваться: взрывозащитой вида «i» с уровнем искробезопасной электрической цепи «ic» и выше; взрывозащитой вида «р», имеющей устройство сигнализации о недопустимом снижении давления; взрывозащитой вида «q»; защитой вида «е»; защитой вида «m»; взрывозащитой вида «d» для электрооборудования повышенной надежности против взрыва, масляным заполнением для электрооборудования группы II и заполнением негорючей жидкостью для электрооборудования группы I оболочек, удовлетворяющих требованиям взрывозащиты вида «о»; взрывозащитой вида «s».
1.4.2. Взрывобезопасное электрооборудование может обеспечиваться:
- взрывозащитой вида «i» с уровнем искробезопасной электрической цепи не ниже «ib»,
- взрывозащитой вида «р» с устройством сигнализации и автоматического отключения напряжения питания, кроме искробезопасных цепей уровня «ia», при недопустимом снижении давления;
- взрывозащитой вида «d» для взрывобезопасного электрооборудования;
- специальным видом взрывозащиты «s»;
- защитой вида «е», заключенной во взрывонепроницаемую оболочку;
- заключением в оболочку, предусмотренную для защиты «р» с устройством сигнализации о снижении давления ниже допустимого значения электрооборудования группы II с защитой вида «е».
1.4.3. Особовзрывобезопасное электрооборудование может обеспечиваться:
- взрывозащитой вида «i» с уровнем искробезопасной электрической цепи «ia»;
- специальным видом взрывозащиты «s»;
- взрывобезопасным электрооборудованием с дополнительными средствами взрывозащиты (например, заключением искроопасных частей, залитых компаундом или погруженных в жидкий или сыпучий диэлектрик, во взрывонепроницаемую оболочку, или продуванием взрывонепроницаемой оболочки чистым воздухом под избыточным давлением при наличии устройств контроля давления, сигнализации и автоматического отключения напряжения при недопустимом снижении давления или при повреждении взрывонепроницаемой оболочки).
При этом для отходящих соединений должен обеспечиваться уровень искробезопасных цепей «ia».
1.5 Взрывозащищенное электрооборудование в зависимости от области применения подразделяется на две группы:
Электрооборудование | Знак группы |
Рудничное, предназначенное для выработок шахт и рудников | I |
Для внутренней и наружной установки (кроме рудничного) | II |
1.6. Электрооборудование группы II, имеющее виды взрывозащиты «взрывонепроницаемая оболочка» или «искробезопасная электрическая цепь» подразделяется на три группы, соответствующие категориям взрывоопасных смесей:
№ п/п | Знак группы электрооборудования | Знак подгруппы электрооборудования | Категория взрывоопасности, для которой электрооборудование является взрывозащищенным |
1 | II | - | IIА, IIВ, IIС |
2 | IIА | IIА | |
3 | IIв | IIА и IIВ | |
4 | IIС | IIА, IIВ и IIС |
1.7. Электрооборудование группы II в зависимости от значения предельной температуры подразделяется на шесть температурных классов, соответствующих группам взрывоопасной смеси.
№ п/п | Знак температурного класса электрооборудования | Предельная температура самовоспламенения, °С | Группа взрывоопасной смеси, для которой электрооборудование является взрывозащищенным |
1 | Т1 | 450 | Т1 |
2 | Т2 | 300 | Т1-Т2 |
3 | Т3 | 200 | Т1-Т3 |
4 | Т4 | 135 | Т1-Т4 |
5 | Т5 | 100 | Т1-Т5 |
6 | Т6 | 85 | Т1-Т6 |
1.8. В маркировку по взрывозащите электрооборудования, в указанной ниже последовательности входят:
- знак уровня взрывозащиты электрооборудования (2, 1, 0);
- знак Ех, указывающий на соответствие электрооборудования стандартам на взрывозащищенное электрооборудование;
- знак вида взрывозащиты (d, p, i, q, о, s, e, m, n);
- знак группы или подгруппы электрооборудования (II, IIА, IIВ, IIС). Буквы А, В, С должны использоваться в том случае, если это предписывает стандарт на взрывозащиту конкретного вида;
- знак температурного класса электрооборудования (Т1, Т2, Т3, Т4, Т5, Т6) или максимальную температуру поверхности или же то и другое вместе;
- наименование изготовителя или его зарегистрированный товарный знак;
- обозначение типа электрооборудования.
Маркировка электрооборудования группы I должна содержать обозначение уровня взрывозащиты:
РП - для электрооборудования повышенной надежности против взрыва;
РВ - для взрывобезопасного электрооборудования;
РО - для особовзрывобезопасного электрооборудования.
Маркировка взрывозащиты электрооборудования группы II должна содержать перед знаком Ех знак уровня взрывозащиты (2, 1, 0).
Если электрооборудование предназначено для применения только в одном конкретном газе, сразу за обозначением II должна следовать химическая формула (или название) газа.
1.9. Примеры маркировки по взрывозащите:
Уровень взрывозащиты | Вид взрывозащиты | Группа (подгруппа) | Температурный класс | Маркировка |
1 | 2 | 3 | 4 | 5 |
Электрооборудование повышенной надежности против взрыва | Защита вида «е» | II | Т6 | 2ЕхеIIТ6 |
Защита вида «е» и взрывонепроницаемая оболочка | IIB | T3 | 2ExedIIBT3 | |
Искробезопасная электрическая цепь | IIС | Т6 | 2ExicIICT6 | |
Продувка оболочки под избыточным давлением | II | Т6 | 2ЕхрIIТ6 | |
Взрывонепроницаемая оболочка и искробезопасная электрическая цепь | IIB | Т5 | 2Exd[ic]IIBT5 | |
Взрывобезопасное электрооборудование | Взрывонепроницаемая оболочка | IIА | Т3 | 1ExdIIAT3 |
Искробезопасная электрическая цепь | IIС | Т6 | 1ExibIICT6 | |
Продувка оболочки под избыточным давлением | II | Т6 | 1ExpIIT6 | |
Кварцевое заполнение оболочки | II | Т6 | 1ExqIIT6 | |
Специальный | IIА | Т6 | 1ExsIIAT6 | |
Специальный и взрывонепроницаемая оболочка | IIА | Т6 | 1ExsdIIAT6 | |
Специальный искробезопасная цепь и взрывонепроницаемая оболочка | IIВ | Т4 | 1Exs[ia]dIIBT4 | |
Особо-взрывобезопасное электрооборудование | Искробезопасная электрическая цепь | IIС | Т6 | 0ЕхiIICT6 |
Специальный и искробезопасная электрическая цепь | IIС | Т4 | 0ExsiIICT4 |
Маркировка взрывозащиты рудничного электрооборудования группы I должна состоять из двух частей. В первой части указывают уровень взрывозащиты, во второй части, располагаемой правее или ниже первой, - остальную часть маркировки.
Например: PBExdibI, POExidsI или РВ, РО
ExdibI ExidsI
Примеры маркировки сертифицированного электрооборудования:
Электрооборудование во взрывонепроницаемой оболочке для применения в шахтах, опасных по рудничному газу (метану):
АО "Логика"
Тип КСЛ.1М
PBExdI
№ 325
Сертиум № РОСС RU.AЮ30.B00018
Электрооборудование, частично с видом взрывозащиты «взрывонепроницаемая оболочка» и частично с защитой вида «е», для применения в шахтах, опасных по рудничному газу (метану), а также в помещениях и наружных установка с взрывоопасными средами, иными, чем рудничный газ, а именно с газом подгруппы В и температурой самовоспламенения более 200° С:
Троникс
Тип 5 CD
PBExdeI/1ExdeIIBT3
№ 5634
НАНИО ЦС ВЭ ИГД № РОСС RU.ГВ05.B00063
2. ВИДЫ, ОБЪЕМЫ И ПЕРИОДИЧНОСТЬ РЕМОНТА
2.1. В зависимости от особенностей, степени повреждений и износа электрооборудования, его деталей и составных частей, а также трудоемкости ремонтных работ, устанавливаются следующие виды ремонта электрооборудования: текущий и капитальный (ГОСТ 2.602).
2.2. Объемы и периодичность, а также необходимость проведения того или иного вида ремонта, устанавливаются в соответствии с требованиями планово-предупредительных ремонтов (ППР) с учетом условий эксплуатации конкретного электрооборудования и инструкции предприятий-изготовителей электрооборудования.
Необходимость и сроки капитального ремонта определяются службой главного энергетика предприятия, эксплуатирующего электрооборудование, на основе анализа их технического состояния, по рекомендации специализированной организации, проводившей регламентную проверку состояния электрооборудования на эксплуатационную надежность и остаточный ресурс в соответствии с Правилами устройства электроустановок (ПУЭ), Правилами эксплуатации электроустановок потребителей (ПЭЭП), ГОСТ и руководящими документами (РД).
Взрывозащищенное электрооборудование может эксплуатироваться в течение срока службы, установленного документацией завода-изготовителя.
Испытательная организация, аккредитованная в Российской Федерации на проведение испытаний взрывозащищенного электрооборудования должна подтвердить соответствие требованиям безопасности электрооборудования, отремонтированного после истечения срока службы.
Электрооборудование, изготовленное по ПИВРЭ и ПИВЭ и находящееся в эксплуатации, в обязательном порядке должно пройти испытания в аккредитованном испытательном центре Российской Федерации для подтверждения его безопасности по взрывозащите.
Аварийный ремонт электрооборудования должен проводиться с соблюдением требований настоящего РД и конструкторской ремонтной документации.
Для электрооборудования ответственных механизмов, работающих в тяжелых условиях эксплуатации, капитальный ремонт производить не реже одного раза в два года.
2.3. При установлении нормативов периодичности ремонтов электротехнического оборудования учитывается необходимость максимально возможного сближения периодичности ремонта электрооборудования и ремонта технологических комплексов, с которыми взаимодействует или конструктивно объединено это электрооборудование.
2.4. Текущий ремонт взрывозащищенных электрических машин рекомендуется проводить не реже 1 раза в год для двигателей с частотой вращения 1500 об/мин и не реже 1 раза в 6 месяцев для двигателей с частотой вращения 3000 об/мин.
3. ОРГАНИЗАЦИЯ РЕМОНТА
3.1. Организация ремонта специализированными предприятиями (цехами, участками).
3.1.1. Ремонт электрооборудования, связанный с восстановлением или изготовлением его составных частей, обеспечивающих взрывозащиту, а также, который в соответствии с ПЭЭП гл. 3.4, Межотраслевыми правилами по охране труда (Правила безопасности) при эксплуатации электроустановок потребителей ПОТ РМ-016-2001 РД 153-34.0-03.150-00 и нормативными документами Госгортехнадзора России и Госэнергонадзора Минэнерго России запрещается производить эксплуатационному персоналу. Ремонт должен выполняться ремонтными предприятиями, цехами, участками, имеющими лицензию на право ремонта взрывозащищенного электрооборудования. Предприятия, цехи, участки, ремонтирующие электрооборудование I и II группы для поднадзорных Федеральному горному и промышленному надзору России производств, объектов и работ, должны иметь специальное разрешение (лицензию) на право ремонта, полученную в региональном органе (округе) Госгортехнадзора России, в соответствии с требованиями «Положения о порядке выдачи специальных разрешений (лицензий) на виды деятельности, связанные с повышенной опасностью промышленных производств (объектов) и работ, а также с обеспечением безопасности при пользовании недрами». (Постановление Госгортехнадзора России от 03.07.93 г. № 20 зарегистрировано Минюстом России 07.07.93 № 296).
Предприятия, цехи, участки, ремонтирующие электрооборудование группы II для объектов, подведомственных Госэнергонадзору Минэнерго России, должны получить лицензию на право ремонта в Госэнергонадзоре Минэнерго России в порядке, установленном Постановлением Российской Федерации от 11 апреля 2000 г. № 326.
Ремонтные предприятия, ремонтирующие электрооборудование общепромышленного назначения и начинающие или приступающие к ремонту электрооборудования взрывозащищенного исполнения получают лицензию на право ремонта взрывозащищенного электрооборудования в установленном порядке по закону Российской Федерации (Федеральный закон от 25.09.98 г. № 158-ФЗ), РД 34.38.128-95 Методические указания по выдаче специальных разрешений (лицензий) в области энергетики. Введено с 01.01.96 г.
3.1.2. Для определения технической готовности ремонтного производства и получения лицензии ремонтному предприятию необходимо:
а) иметь ремонтную документацию на ремонтируемое оборудование;
б) иметь необходимое специальное технологическое и испытательное оборудование, приспособления и инструмент;
в) провести обучение и аттестацию персонала;
г) провести организационно-технические мероприятия по подготовке ремонтного предприятия к ремонту и испытанию электрооборудования, обеспечивающие эксплуатационную надежность, квалифицированную проверку элементов взрывозащиты и осуществление необходимого объема ремонта.
3.1.3. Ремонтное предприятие (цех, участок) после получения лицензии в течение года должно быть оснащено:
а) комплектом измерительного инструмента, позволяющего производить контроль параметров взрывозащиты (Приложение 1);
б) специальными приспособлениями и подъемно-транспортными средствами, обеспечивающими качественную разборку и исключающими дополнительные повреждения деталей и сборочных единиц;
в) механическим, сборочным и другим оборудованием, позволяющим вести восстановление элементов взрывозащиты методами сварки, наплавки, механической обработки, установки ремонтных деталей и т.п.;
г) комплектом технологического оборудования и материалами, позволяющими ремонтировать обмотки в соответствии с классом нагревостойкости изоляции ремонтируемого электрооборудования;
д) стендом и комплектом приспособлений для проведения гидравлических испытаний деталей, сборочных единиц взрывонепроницаемой оболочки;
е) стендом и приборами для проведения электрических испытаний;
ж) тарой и стеллажами, исключающими возможность повреждения элементов взрывозащиты электрооборудования в процессе транспортирования и хранения.
Примерный перечень оборудования, рекомендуемого для дополнительной установки на действующих ремонтных предприятиях, приведен в Приложении 2.
3.1.4. Ремонтировать и испытывать электрооборудование должен квалифицированный персонал, прошедший специальное обучение, сдавший экзамен и получивший удостоверение на право ремонта и испытания.
Перечень профессий рабочих, должностей руководителей и специалистов, которым необходимо получение удостоверения на право ремонта и испытания, утверждается руководителем предприятия.
3.1.5. Обучение персонала должно производиться по программе, утвержденной руководителем предприятия (Приложение 3).
3.1.6. Проверку знаний рабочих и специалистов должна производить комиссия, назначаемая руководителем предприятия.
По согласованию в состав комиссии вводится представитель регионального органа Госгортехнадзора России или представитель соответствующего Управления Госэнергонадзора Минэнерго России. Результаты проверки должны быть оформлены протоколом (Приложение 4), а успешно сдавшим экзамен должны быть выданы удостоверения по форме, приведенной в Приложении 5.
Последующие проверки знаний персонала допускается проводить 1 раз в год без участия представителей органов надзора, но с их согласия.
Для лиц, обслуживающих, ремонтирующих и проводящих испытания электрооборудования, проверка знаний - в соответствии с ПЭЭП (издание 5, 1992 г.).
Ежегодная проверка знаний рабочих, занятых ремонтом электрооборудования, проводится комиссией под председательством лица, ответственного за ремонт электрооборудования, или по его поручению специалистами, прошедшими соответствующую проверку знаний.
Должностное лицо, ответственное за ремонт электрооборудования назначается распоряжением руководителя предприятия.
3.1.7. После завершения подготовительных работ распоряжением руководителя предприятия создается внутризаводская комиссия.
В состав внутризаводской комиссии должны входить представители службы, непосредственно осуществляющей ремонт электрооборудования, технического контроля, техники безопасности и пожарной охраны предприятия.
Возглавляет комиссию руководитель предприятия или должностное лицо, ответственное за ремонт электрооборудования.
3.1.8. Внутризаводская комиссия производит проверку готовности ремонтного предприятия (цеха, участка) к ремонту электрооборудования, о чем составляется акт.
По результатам проверки ремонтное предприятие устраняет выявленные недостатки.
3.1.9. Межведомственная комиссия назначается приказом руководителя вышестоящей производственной структуры, в которую входит предприятие, подготовленное к ремонту взрывозащищенного электрооборудования.
Участие в комиссии представителей ЗАО «ЦКТБЦЭР», региональных органов Госгортехнадзора России или соответствующих Управлений Госэнергонадзора Минэнерго России обязательно.
По согласованию в состав комиссии вводится представитель одной из испытательных организаций, аккредитованных в России (Приложение 7).
Члены комиссии оповещаются о работе межведомственной комиссии не позднее чем за 30 дней.
Расходы, связанные с участием в работе межведомственной комиссии, оплачивает ремонтное предприятие по договору.
3.1.10. Ремонтное предприятие должно предъявить межведомственной комиссии не менее трех отремонтированных образцов электрооборудования с протоколами их испытаний на соответствие требованиям ремонтной документации.
3.1.11. Межведомственная комиссия проверяет готовность ремонтного предприятия (цеха, участка) к ремонту взрывозащищенного электрооборудования, включающую в себя отработку и проверку технологического процесса, практические приемы ремонта со стабильными значениями качества в заданном объеме выпуска и квалифицированные испытания в соответствии с настоящим РД.
По результатам проверки составляется акт. В акте комиссии должны быть указаны.
а) номенклатура и объем ремонтного фонда;
б) предлагаемая годовая или месячная программа ремонта;
в) производственная характеристика предприятия, цеха, участка: производственная площадь, состав производственных участков; характеристика здания и наличие подъемно-транспортных средств, перечень оборудования для ремонта и испытаний электрооборудования; перечень инструмента для контроля параметров взрывозащиты;
г) сведения об обучении рабочих и инженерно-технических работников правилам ремонта по утвержденной программе (наличие документов, свидетельствующих о сдаче экзамена: удостоверений, протоколов);
д) перечень имеющейся ремонтной документации или рабочей документации на изготовление электрооборудования;
е) соответствие взрывозащиты и электрических параметров предъявленных образцов электрооборудования требованиям ремонтной документации.
3.1.12. На основании акта межведомственной комиссии предприятие распоряжением оформляет решение о готовности ремонтного предприятия (производства) к ремонту электрооборудования определенного класса, подкласса (например, машины электрические свыше 56 до 355 габарита, включительно бесколлекторные постоянного и переменного тока, аппараты электрические коммутационные контактные, контролеры, реостаты, трансформаторы) и обращается в соответствующий надзорный орган за получением лицензии на право ремонта взрывозащищенного электрооборудования в установленном порядке, в соответствии с Федеральным Законом. Дальнейшее расширение номенклатуры ремонтируемого электрооборудования допускается оформлять распоряжением или приказом руководителя ремонтного предприятия, по согласованию с ЗАО «ЦКТБЦЭР» при наличии на ремонтном предприятии соответствующей ремонтной документации, оборудования и технологической оснастки.
О расширении номенклатуры должен быть извещен также региональный орган (округ) Госгортехнадзора России или Управление Госэнергонадзора Минэнерго России. Назначение межведомственной комиссии в этом случае не требуется.
3.1.13. Ремонт взрывозащищенного электрооборудования со всеми видами взрывозащиты должен включать следующие основные операции:
а) приемку электрооборудования и проверку комплектности всех сборочных единиц и деталей;
б) разборку;
в) промывку сборочных единиц и деталей;
г) дефектацию сборочных единиц и деталей для выявления объема ремонтных работ;
д) восстановление деталей и (или) изготовление новых;
е) гидравлические испытания деталей взрывонепроницаемой оболочки и другие испытания, если они предусмотрены ремонтной документацией;
ж) проверку в процессе ремонта и сборки всех параметров, обеспечивающих взрывозащиту, на соответствие требованиям ремонтной документации;
з) сборку;
и) электрические испытания;
к) окраску электрооборудования;
л) оформление необходимой документации и составление акта о соответствии отремонтированного электрооборудования ремонтной документации;
м) выдачу отремонтированного электрооборудования.
3.1.14. Текущий ремонт электрооборудования производится эксплуатационными службами предприятия в соответствии с эксплуатационной документацией завода-изготовителя, действующими ПЭЭП и (Правилами безопасности), при этом должностное лицо, ответственное за эксплуатацию электрооборудования, несет ответственность и за его ремонт.
3.1.14.1. В соответствии с (Правилами безопасности) при текущем ремонте, производимом на шахтах, из деталей, обеспечивающих взрывобезопасность, допускается замена проходных контактных зажимов, изоляционных колодок, уплотняющих колец, кабельных муфт, нажимных устройств, заглушек кабельных вводов и крепежных болтов оболочек электрооборудования. Замена обмоток статора и ротора не допускается.
3.1.14.2. Ремонт крупных высоковольтных электрических машин взрывозащищенного исполнения на месте установки (эксплуатации) производится выездными бригадами специализированных ремонтных предприятий или эксплуатационными службами предприятий, получивших разрешения (лицензию) на право капитального ремонта взрывозащищенного электрооборудования.
3.1.14.3. Ремонт электрооборудования на месте установки (эксплуатации) выполняется по ремонтной документации, разработанной в соответствии с ГОСТ 2.602 и требованиями настоящего РД.
3.1.14.4. Требования к персоналу, техническому оснащению выездной бригады, имеющей право допуска к ремонту взрывозащищенного электрооборудования на месте установки (эксплуатации), предъявляются в соответствии с настоящим РД и ремонтной документацией на данное электрооборудование.
3.1.14.5. Ремонт рудничного электрооборудования эксплуатационными службами производится в соответствии с ремонтной конструкторской документацией.
3.2. Капитальный ремонт взрывозащищенного электрооборудования неспециализированными предприятиями, цехами, участками (не имеющих лицензии на право ремонта взрывозащищенного электрооборудования) запрещается.
4. РЕМОНТНАЯ ДОКУМЕНТАЦИЯ
4.1. Ремонтная документация на взрывозащищенное электрооборудование разрабатывается в соответствии с ГОСТ 2.602, ГОСТ 15.001 и ГОСТ Р 51330.21 на основе рабочих конструкторских документов на изготовление электрооборудования или материалов после дефектировки электрооборудования должна соответствовать требованиям нормативно-технических документов и правил, действовавших в период изготовления взрывозащищенного электрооборудования и регламентировавших его изготовление.
4.2. Ремонтная документация на электрооборудование массового и серийного производства, как правило, разрабатывается специализированными проектно-конструкторскими и технологическими организациями.
Допускается разработка ремонтной документации ремонтным предприятием или использование для ремонта учтенной рабочей конструкторской документации на изготовление электрооборудования (технических условий, рабочих чертежей, РД, стандартов предприятий (СТП) и т п.); при этом, предприятия-изготовители должны выдавать учтенную документацию на электрооборудование по запросу ремонтного предприятия. Документация предприятия-изготовителя, используемая при ремонте, согласования с испытательной организацией не требует.
4.3. Ремонтная документация на электрооборудование индивидуального производства или опытных партий разрабатывается по согласованию с заказчиком документации или с заказчиком изделий и документации, должна быть согласована с испытательной организацией, аккредитованной и находящейся на территории Российской Федерации.
4.4. Для согласования ремонтной документации организация-разработчик представляет испытательной организации экземпляр документации в переплетенном виде и гарантийное письмо-заявку на выполнение и оплату работ. Испытательная организация рассматривает ремонтную документацию и в месячный срок дает свое заключение.
4.5. Согласно ГОСТ 2.602 в состав ремонтной документации входят:
а) технические условия на ремонт электрооборудования или руководство по ремонту;
б) ремонтная конструкторская документация;
в) технологический процесс ремонта или инструкция.
С учетом местных условий и отраслевых особенностей может быть разработана и другая, дополняющая документация.
4.6. Предложения ремонтных предприятий о внесении изменений в согласованную с испытательной организацией ремонтную документацию направляется организации или предприятию-разработчику ремонтной документации. Изменения, влияющие на взрывозащищенность (средства взрывозащиты), должны быть согласованы с испытательной организацией.
4.7. Изменения документации предприятием-изготовителем электрооборудования вносятся в ремонтную документацию без дополнительного согласования с испытательной организацией.
В остальном, не оговоренном выше, порядок согласования ремонтной документации по ГОСТ 12.2.021.
4.8. Допускается временное отклонение от требований ремонтной документации в части применяемых материалов и технологии ремонта, не влияющее на взрывозащищенность и не ухудшающее качества отремонтированного электрооборудования. Это отклонение оформляется картами отклонений, которые утверждаются руководителем предприятия, эксплуатирующего электрооборудование.
5. ПРИЕМКА В РЕМОНТ И ВЫДАЧА ИЗ РЕМОНТА
5.1. Сдача электрооборудования в ремонт и выдача из ремонта производится согласно соответствующим нормативным документам.
В акте на сдачу электрооборудования в ремонт должны быть указаны: тип; паспортные данные электрооборудования; номинальное напряжение, при котором будет работать электрооборудование после ремонта; вид ремонта. В акте рекомендуется также указывать:
а) дату ввода в эксплуатацию;
б) дату вывода в ремонт;
в) тип рабочего механизма, с которым эксплуатировалось электрооборудование;
г) причину отправки в ремонт (после отказа в работе, в плановом порядке);
д) техническое состояние (наименование составных частей, подлежащих ремонту или замене, характер отказа);
е) сведения о предыдущих ремонтах.
5.2. Электрооборудование, сдаваемое в ремонт, должно быть очищено заказчиком от грязи и обезврежено от токсичных и раздражающих веществ.
5.3. Электрооборудование должно быть укомплектовано всеми деталями и сборочными единицами, в том числе заводскими табличками и знаками маркировки уровня и вида взрывозащиты.
Допускается принимать электрооборудование в ремонт без заводских табличек, если все необходимые паспортные данные оговорены в акте или в ремонтной документации. При необезличенном ремонте допускается сдача электрооборудования в ремонт без деталей вводных устройств, демонтаж которых ведет к переразделке питающего кабеля. При этом должны быть проверены средства взрывозащиты деталей вводных устройств, оставшиеся на месте эксплуатации электрооборудования, а также приняты меры, исключающие возможность повреждения открытых взрывозащищенных поверхностей электрооборудования и деталей. В акте технической готовности эти детали должны быть перечислены, а ответственность за сохранение средств взрывозащиты деталей несет должностное лицо, ответственное за эксплуатацию электрооборудования.
5.4. Электрооборудование принимается в ремонт по результатам наружного осмотра.
Окончательное определение возможности ремонта электрооборудования производится ремонтным предприятием после его дефектации и определения объема ремонтных работ. Если в результате дефектации электрооборудования выявится невозможность или нецелесообразность его ремонта, составляется односторонний акт, который высылается заказчику. Электрооборудование, не принятое в ремонт, должно быть вывезено заказчиком в месячный срок с момента получения акта. По истечении этого срока электрооборудование используется ремонтным предприятием по его усмотрению.
5.5. Приемка электрооборудования в ремонт должна производиться специально выделенными для этой цели квалифицированными приемщиками.
5.6. Приемщик присваивает поступившему в ремонт электрооборудованию ремонтный номер и заносит его в журнал приемки.
5.7. Отремонтированное электрооборудование должно соответствовать требованиям технических условий или другого, заменяющего их документа, на ремонт определенного класса, подкласса или конкретного типа электрооборудования (ремонтной документации, руководству по капитальному ремонту).
5.8. Выдача отремонтированного электрооборудования производится вместе с актом технической готовности, рекомендуемая форма которого приведена в Приложении 6.
6. ОРГАНИЗАЦИЯ РАЗБОРКИ И ДЕФЕКТАЦИИ ЭЛЕКТРООБОРУДОВАНИЯ
6.1. Для предотвращения повреждений взрывозащитных и посадочных поверхностей разборка электрооборудования, съем деталей и сборочных единиц с трудноразъемными соединениями должны производиться с помощью специальных приспособлений и съемников с применением, при необходимости, местного подогрева. Ударный инструмент должен быть оснащен насадками из мягких сплавов, пластмассы, дерева, резины.
6.2. Дефектация электрооборудования должна осуществляться по ремонтной документации или рабочей документации на его изготовление.
6.3. Детали и сборочные единицы должны поступать на дефектацию после промывки и сушки.
6.4. Дефектация электрооборудования должна производиться квалифицированным персоналом из числа работников отдела технического контроля (ОТК) или инженерно-технических работников, осуществляющих ремонт электрооборудования, знающих конструкцию и особенности средств взрывозащиты дефектируемого электрооборудования и изучивших настоящий РД и другие нормативно-технические документы по изготовлению, ремонту и эксплуатации электрооборудования.
6.5. Рабочее место, на котором производится дефектация, должно быть хорошо освещено, оснащено необходимым универсальным и специальным измерительным инструментом, оборудовано необходимыми приспособлениями и стеллажами.
6.6. Результаты дефектации деталей и сборочных единиц электрооборудования заносятся в журнал дефектации. Рекомендуемая форма журнала дефектации приведена в приложении 8. При обезличенном ремонте ведение журнала дефектации не обязательно.
6.7. Если при дефектации выявится невозможность обеспечения всех требований ремонтной документации, то с согласия заказчика электрооборудование должно быть выпущено из ремонта только общего назначения или рудничное нормальное. С такого электрооборудования знак маркировки уровня и вида взрывозащиты должен быть снят, для электрооборудования группы I взамен устанавливается знак «PH1» или «РН2» (рудничное нормальное).
7. ОСОБЕННОСТИ РЕМОНТА ЭЛЕКТРООБОРУДОВАНИЯ С РАЗЛИЧНЫМИ ВИДАМИ ВЗРЫВОЗАЩИТЫ
7.1. Особенности конструкций электрооборудования во взрывозащищенном исполнении.
7.1.1. К взрывозащищенному электрооборудованию всех трех уровней взрывозащиты относятся:
а) электрооборудование повышенной надежности против взрыва;
б) взрывобезопасное электрооборудование;
в) особовзрывобезопасное электрооборудование.
7.1.2. Наиболее распространенный вид взрывозащиты по всем уровням -«взрывонепроницаемая оболочка», которая создается в результате обеспечения высокой прочности корпуса и подшипниковых узлов, крепления деталей и узлов, с соблюдением регламентированных параметров взрывозащиты.
Взрывозащита электрооборудования этого вида обеспечивается за счет:
а) высокой механической прочности составных частей оболочки;
б) соблюдение параметров взрывонепроницаемых соединений оболочки;
в) уплотнения вводов проводов или кабеля эластичными уплотнительными кольцами или затвердевающей массой;
г) применения пружинных шайб и других специальных устройств для предупреждения самоотвинчивания деталей крепления оболочки или частей, токоведущих и заземляющих зажимов;
д) применение охранных колец или углублений для головок болтов и гаек, скрепляющих части оболочки, что обеспечивает невозможность разборки электрооборудования без помощи специального инструмента;
е) применения специальных зажимов заземления и блокировок;
ж) ограничения допустимой температуры нагрева наружных частей оболочки;
з) применения коррозионностойких смазок для покрытия взрывозащитных поверхностей, что обеспечивает длительную сохранность их от разрушения коррозией и, как следствие, сохранение взрывонепроницаемых соединений;
и) нормированных значений параметра шероховатости взрывозащитных поверхностей;
к) применение трекингостойких электроизоляционных материалов для электрооборудования группы I;
л) выполнение других требований, оговоренных в ремонтной и эксплуатационной документации на конкретное электрооборудование.
7.1.3. Детали и сборочные единицы взрывонепроницаемой оболочки независимо от их состояния (отремонтированные, не подвергавшиеся ремонту, вновь изготовленные, полученные по кооперации и т.п.) должны быть подвергнуты гидравлическим испытаниям.
Допускается не проводить эти испытания в том случае, если детали или сборочные единицы поступают на ремонтные предприятия как запасные части и имеют сопроводительную документацию, удостоверяющую их соответствие документации на изготовление электрооборудования или ремонтной документации.
Если за эксплуатацию электрооборудования и его ремонт отвечает одно и то же должностное лицо, то необходимость проведения гидравлических испытаний деталей и сборочных единиц, не подвергавшихся ремонту и не имеющих следов повреждений (вмятин, трещин, цветов побежалости и т.п.), определяет это лицо и оно же несет ответственность за взрывобезопасность электрооборудования после ремонта.
Допускается по усмотрению руководителя предприятия или должностного лица, ответственного за ремонт электрооборудования, не проводить гидравлические испытания деталей и сборочных единиц электрооборудования, не подвергавшихся ремонту и не имеющих следов повреждений, изготовленных из стали, в том числе методом сварки, с толщиной оболочки 6 мм и выше.
7.1.4. Гидравлические испытания проводятся по методике, приведенной в ГОСТ 22782.6 по нормам и схемам, указанным в ремонтной документации и РД 16.209-84 «Испытания гидравлические».
7.1.5. После гидравлических испытаний допускается производить дополнительную механическую обработку частей оболочки с сохранением нормируемых размеров деталей без последующих повторных гидроиспытаний.
7.1.6. Параметры взрывонепроницаемых соединений оболочек электрооборудования должны соответствовать ремонтной документации.
7.1.7. Шероховатость взрывозащитных поверхностей отдельных частей взрывонепроницаемой оболочки должна соответствовать ремонтным чертежам и должна быть не ниже указанной в таблице 1.
Таблица 1
Неподвижные соединения | Подвижные соединения типа | |
вал | втулка | |
6,3 мкм | 6,3 мкм | 6,3 мкм |
Примечание: Для доведения плоских и цилиндрических поверхностей пластмассовых деталей после их изготовления методом прямого прессования или литься до требуемых размеров, обеспечивающих взрывозащиту взрывонепроницаемой оболочки, допускается механическая обработка этих деталей.
7.1.8. Диаметр резьбы и материал крепежных элементов должны соответствовать ремонтной документации.
Допускается замена материала только материалом с повышенными, по сравнению с указанными в ремонтной документации, прочностными характеристиками (временное сопротивление на разрыв, предел текучести, относительное удлинение и т.п.) при полном сохранении чертежных размеров и форм.
7.1.9. Суммарная неплоскостность взрывозащитных поверхностей плоского взрывонепроницаемого соединения не должна превышать нормированной ширины взрывонепроницаемой щели.
7.1.10. Раковины, забоины, вмятины, ржавчина, чернота, наличие краски и другие дефекты на взрывозащитных поверхностях не допускаются.
7.1.11. Допускается на взрывозащитных поверхностях частей взрывонепроницаемой оболочки после их обработки наличие пор диаметром не более 1 мм, беспорядочно расположенных, числом не более 20 на 1 см2, из них не более 6 пор диаметров свыше 0,5 до 1 мм.
Незначительные по размерам пороки литья (раковины, чернота и т.п.), незначительные сварочные раковины, обнаруженные на взрывозащищенных поверхностях после окончательной обработки, а также следы механических повреждений (забоины, вмятины и т.п.) на этих поверхностях допускается устранять путем запайки мягкими припоями, медью или латунью - для стальных деталей; медью или латунью - для чугунных.
Устранение указанных дефектов может также осуществляться заделкой пластическими материалами.
Технические требования к материалам, исправляющим дефекты в соответствии с приложением 9.
7.1.12. При устранении дефектов в соответствии с п. 7.1.10 необходимо руководствоваться черт. 1, табл. 2 и следующими требованиями:
а) должна быть произведена разделка поверхностей дефектов до неповрежденного металла;
б) кратчайший неповрежденный путь между двумя любыми разделками должен быть не менее значений, приведенных в табл. 2;
в) поверхность разделанного литьевого дефекта, находящегося в зоне Вн, вписывается в окружность диаметром d, при этом если часть разделки выходит за пределы зоны Вн, то размеры этой части не нормируются;
г) проекция разделки следов механических повреждений, находящихся в зоне Вн, на размерную линию, по которой определяется длина Вн, должны быть не более размера d с глубиной разделки не более h (табл. 2), при этом, если часть разделки выходит за пределы зоны Вн, то размеры этой части не нормируются;
д) допускается заделка дефектов вокруг отверстия для винта или других деталей крепления в кольцевой зоне Н = аф - ан, т.е. в зоне превышения фактического взрывонепроницаемого пути от кромки отверстия до внутренней кромки оболочки (аф) или до ближайшей разделки над нормированным (ан) по действовавшей в период изготовления электрооборудования нормативно-технической документации;
е) в пределах зоны aн заделка дефектов не допускается;
ж) размеры и расположение разделок в зоне Н и на поверхности вне Вн не нормируются;
з) материал заделки должен иметь хорошую адгезию;
и) поверхность заделки должна быть расположена заподлицо с основной поверхностью и иметь тот же параметр шероховатости;
к) не допускаются местные забоины или выступы, увеличивающие зазор между сопрягающимися поверхностями.
7.1.13. Устранение дефектов, не удовлетворяющих требованиям пп. 7.1.10 - 7.1.11, а также устранение любых дефектов на взрывозащитных поверхностях с нормированной длиной взрывонепроницаемого соединения Вн = 5 мм должно производиться только путем заварки. Не допускается заливка дефектов свинцом.
7.1.14. Заделка любых повреждений в расточках втулок для валиков управления или валов электродвигателей не допускается Детали с такими повреждениями должны растачиваться с последующей установкой в процессе ремонта втулок. Поврежденные втулки подлежат замене.
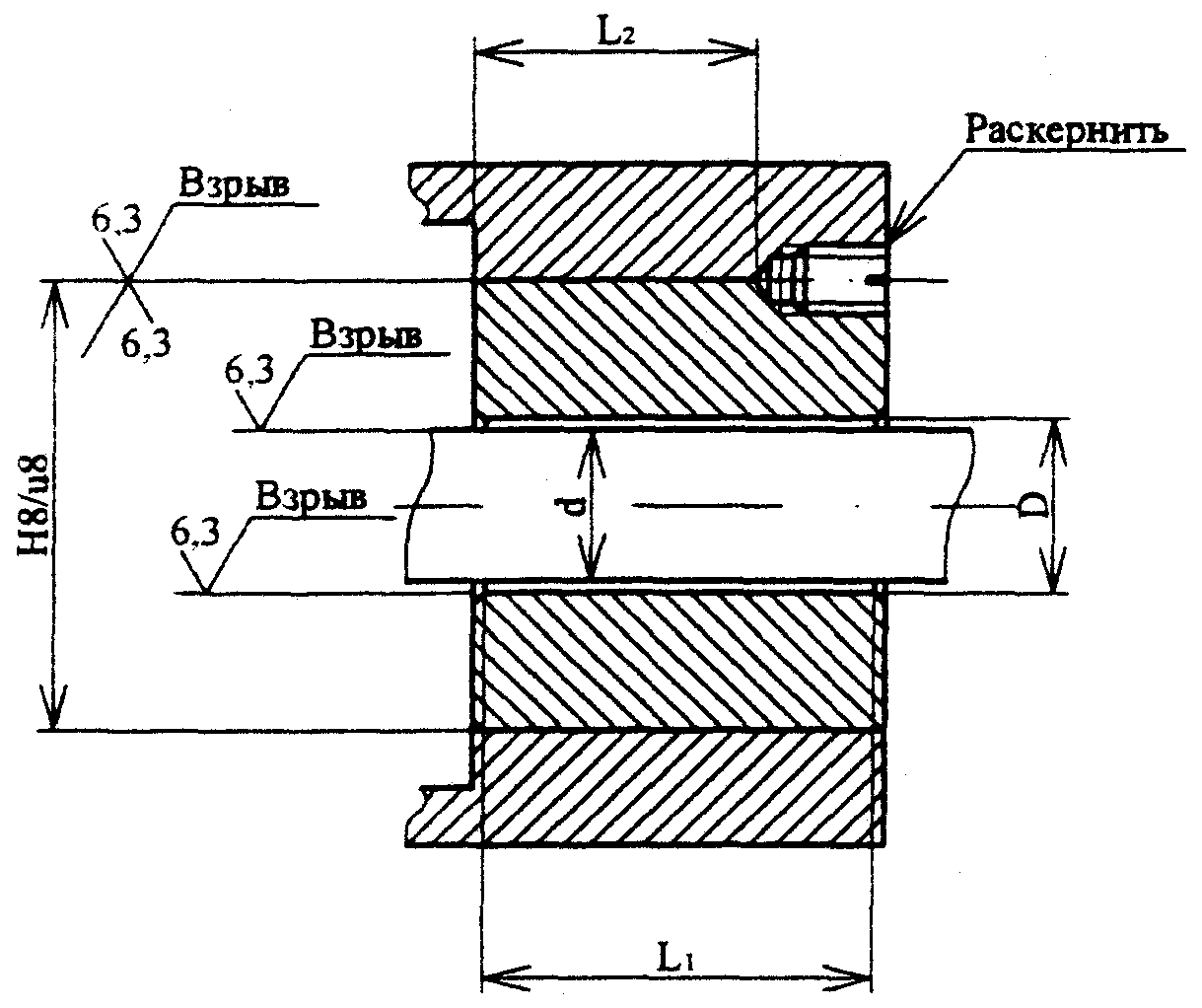
7.1.15. Раковины в глухом или сквозном отверстии в стенке оболочки или на поверхности фланцев допускается исправлять рассверливанием или расточкой отверстия и запрессовкой в него глухой пробки или втулки по посадке Н8/u8 (черт. 2).
Толщина втулок или пробок в каждом отдельном случае выбирается в зависимости от конструкции оболочки.
Для особо нагруженных болтов пробки должны устанавливаться по резьбе.
Пробки и втулки должны завариваться с одного или двух торцов. После сварки необходимо произвести обработку взрывозащитных поверхностей с соблюдением требуемой шероховатости.
7.1.16. Если исправления по пп. 7.1.12, 7.1.14 были произведены после испытаний деталей взрывонепроницаемой оболочки электрооборудования в соответствии с пп. 7.1.2 и 7.1.3 настоящих РД, то необходимо такие детали вновь подвергнуть испытаниям.
Детали взрывонепроницаемой оболочки, исправленные в соответствии с пп. 7.1.10 и 7.1.11 после испытаний по пп. 7.1.2 и 7.1.3 повторным испытаниям не подвергаются.
7.1.17. Втулки, устанавливаемые на вал или в подшипниковый щит, могут изготовляться из чугуна, меди, бронзы, латуни с запрессовкой по посадке Н8/u8.
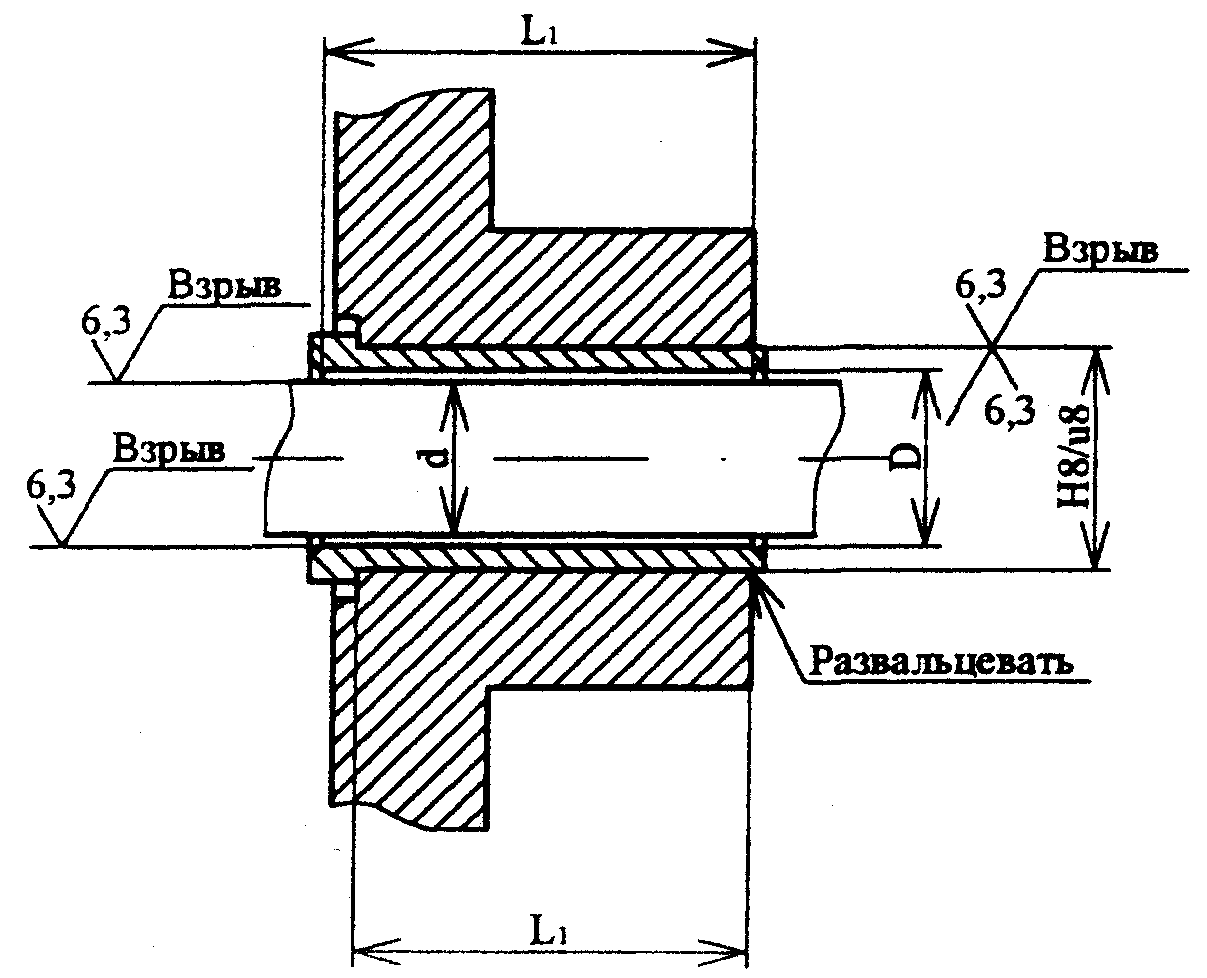
Крепление втулки осуществляется либо ее развальцовкой с обеих сторон, либо упорным буртом и развальцовкой другой стороны втулки (черт. 3), либо винтом (черт. 4).
Упорный бурт или винты должны располагаться, как правило, с внутренней стороны взрывонепроницаемой оболочки.
7.1.18. Ремонт взрывозащитных поверхностей взрывонепроницаемой оболочки может осуществляться методом гальванического осталивания или другими методами, обеспечивающими прочность и надежность восстановленных взрывозащитных поверхностей.
В каждом случае ремонтное предприятие должно гарантировать надежность принятого метода восстановления взрывозащитных поверхностей в течение срока эксплуатации изделия до очередного ремонта.
Рекомендуется, при необходимости, технологический процесс заделки дефектов согласовывать с предприятием (организацией), головной по данному виду технологического процесса.
Таблица 2
Параметры | Длина взрывонепроницаемого сопряжения (щели), мм | ||
25 | 15 и 12,5 | 8 | |
Допустимая по действовавшей в период изготовления электрооборудования нормативно-технической документации длина щели между поверхностями прилегания от кромки отверстий под болт до кромки оболочки, ан, мм, не менее | 9,0 | 8,0 | 5,0 |
Диаметр окружности, описанной вокруг разделки, для литьевого порока или проекция разделки на линию, по которой определяется Вн, d, мм, не более | 5,0 | 3,0 | 2,0 |
Кратчайший путь по неповрежденной поверхности между разделками (в пределах Вн), l, мм, не менее | 9,0 | 8,0 | 5,0 |
Ширина разделки при механическом повреждении, b, мм, не более | 2,0 | 1,5 | 1,0 |
Глубина разделки при механическом повреждении, h, мм, не более | 4,0 | 3,0 | 2,0 |
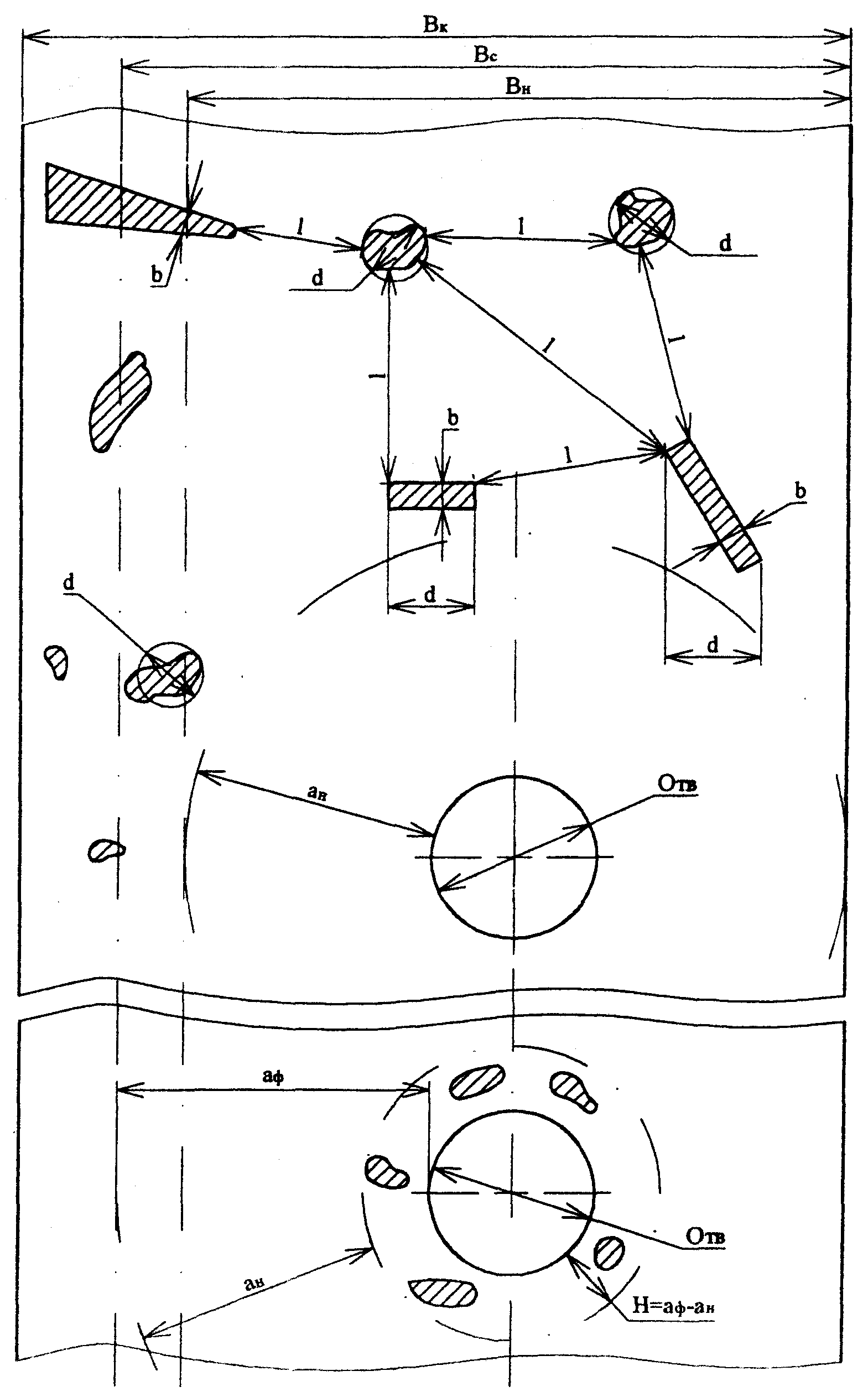
Вк - конструктивный размер части взрывонепроницаемого сопряжения (щели);
Вс - фактическая длина взрывонепроницаемого сопряжения (щели);
Вн - длина взрывонепроницаемого сопряжения (щели) по действовавшей в период изготовления электрооборудования нормативно-технической документации;
Черт. 1
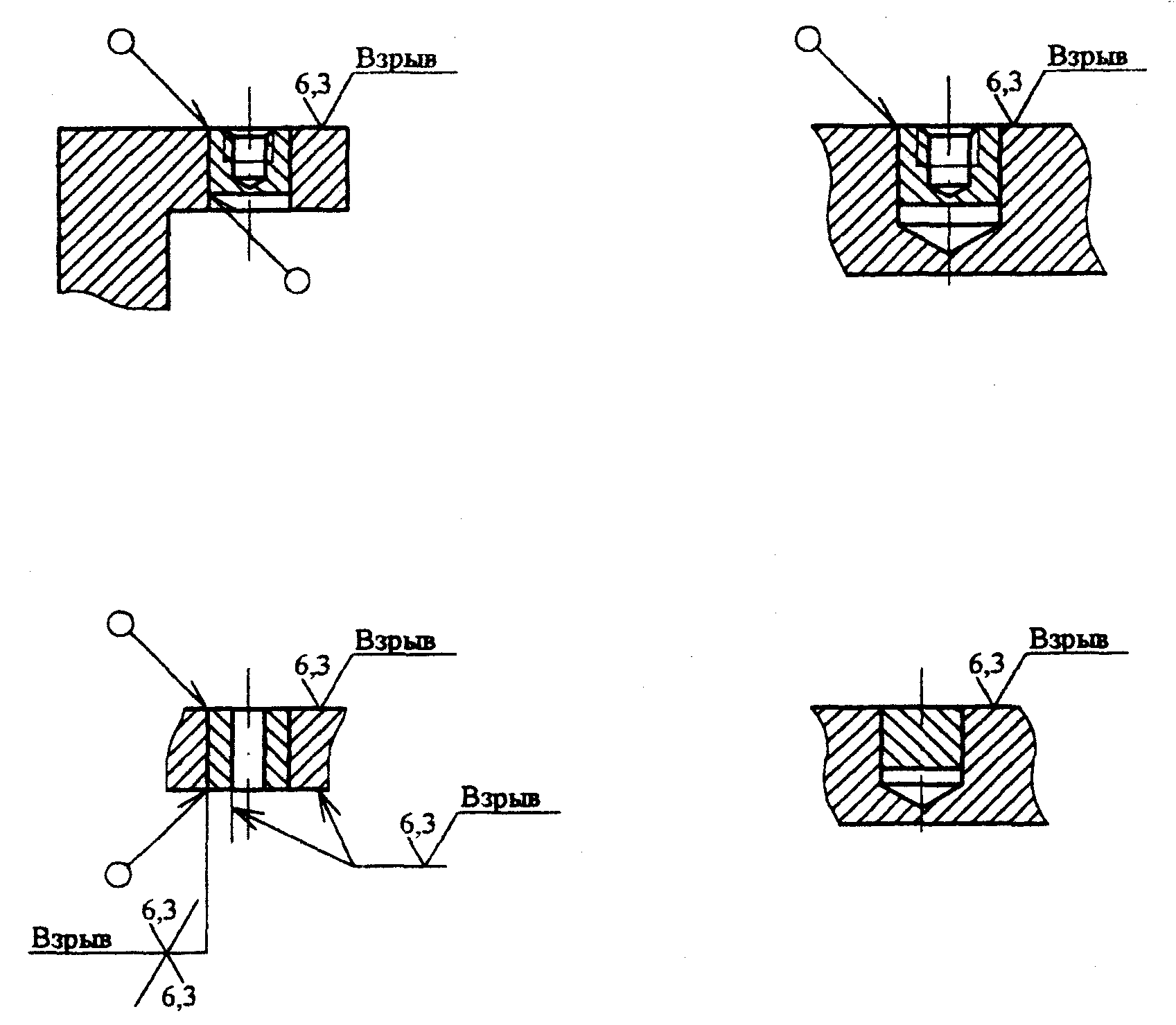
Сварка по ГОСТ 5264
Посадка втулок Н8/u8
Черт. 2
Сопряжение валика управления с запрессованной втулкой
а) Втулка гладкая
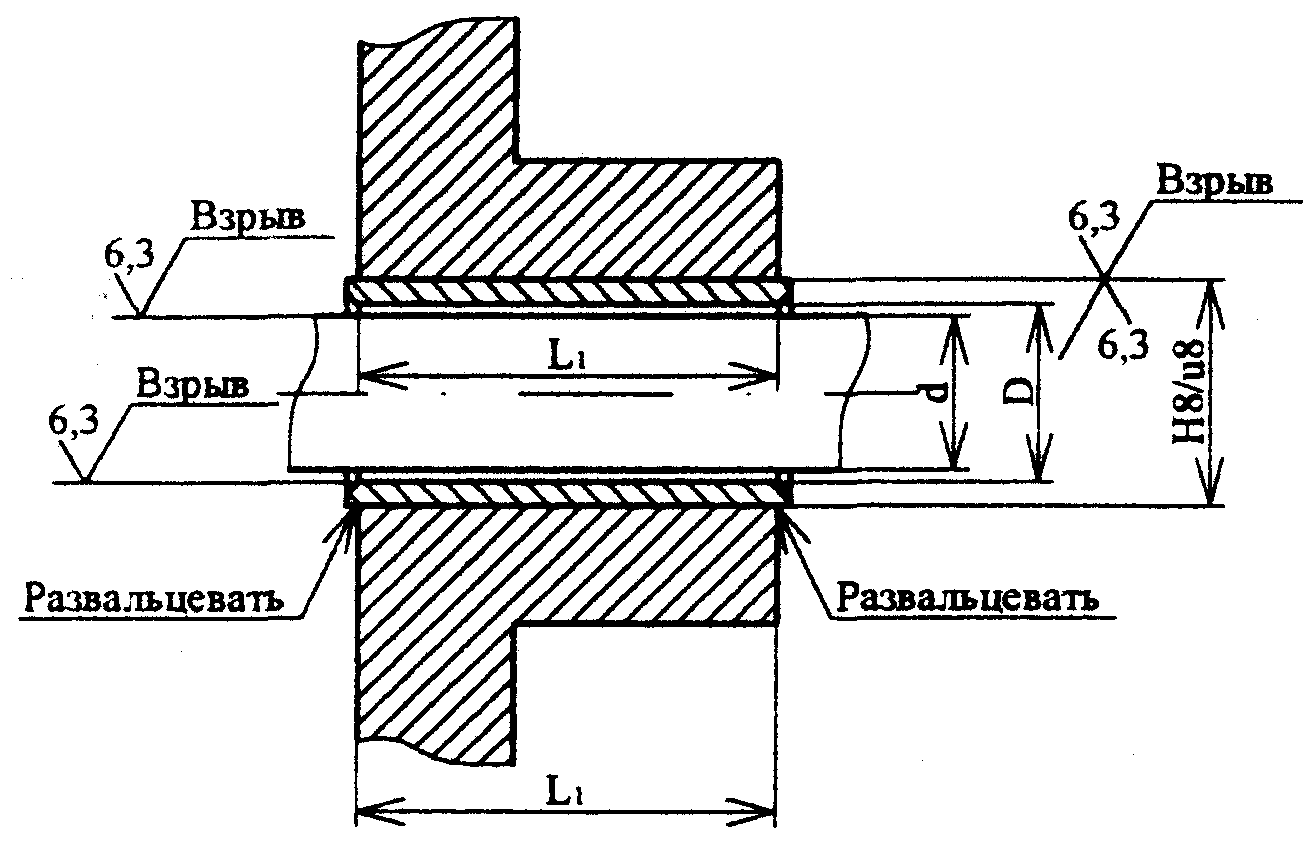
б) Втулка с буртиком
D-d - не более, a L1 - не менее значений по нормативно-технической документации, действовавшей в период изготовления электрооборудования.
Черт. 3
Сопряжение вала двигателя со щитом с запрессованной втулкой, закрепленной винтом.
D-d - не более, a L1 и L2 - не менее значений по нормативно-технической документации, действовавшей в период изготовления электрооборудования.
Черт. 4
7.1.19. КОНТРОЛЬ ПАРАМЕТРОВ ВЗРЫВОЗАЩИТЫ
Виды взрывонепроницаемых соединений
Плоское взрывонепроницаемое соединение
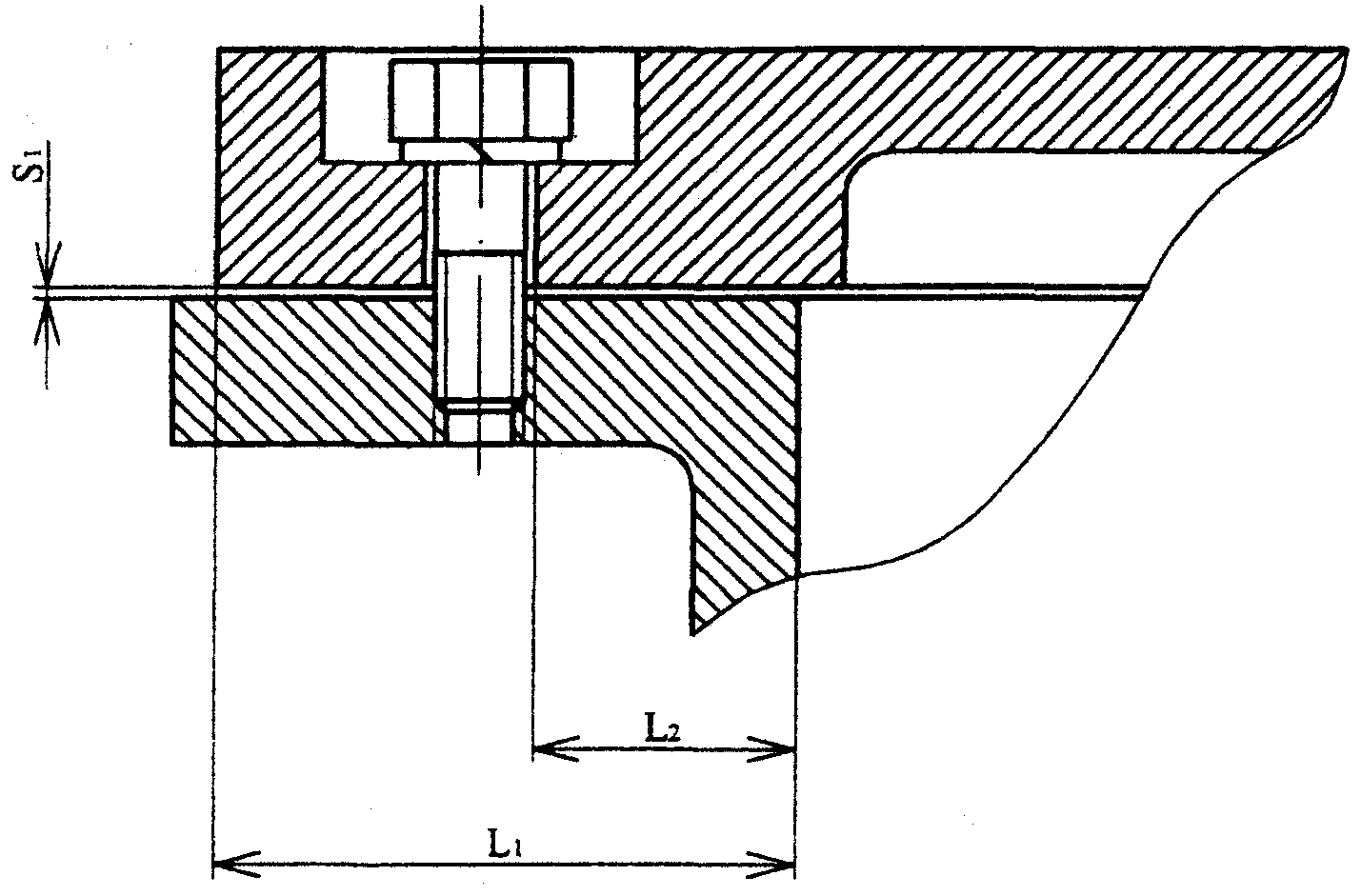
S1 - ширина плоской щели;
L1 - длина щели:
L2 - длина щели до отверстия;
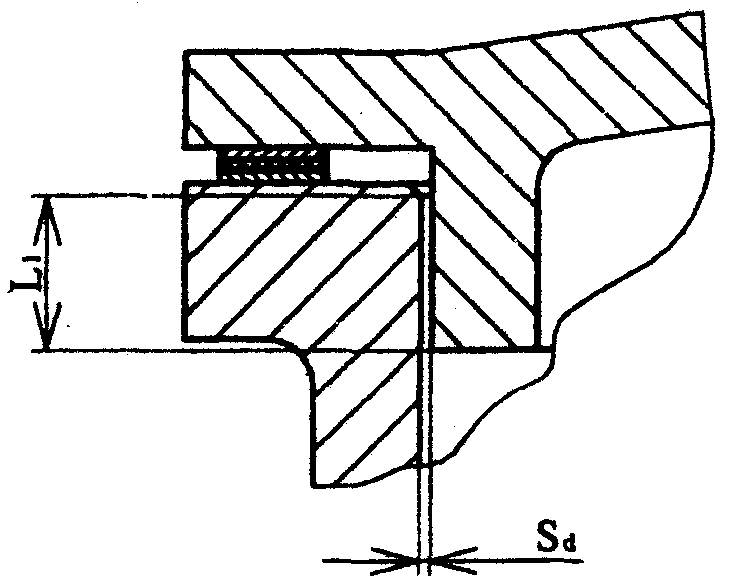
Плоское взрывонепроницаемое соединение с эластичной прокладкой
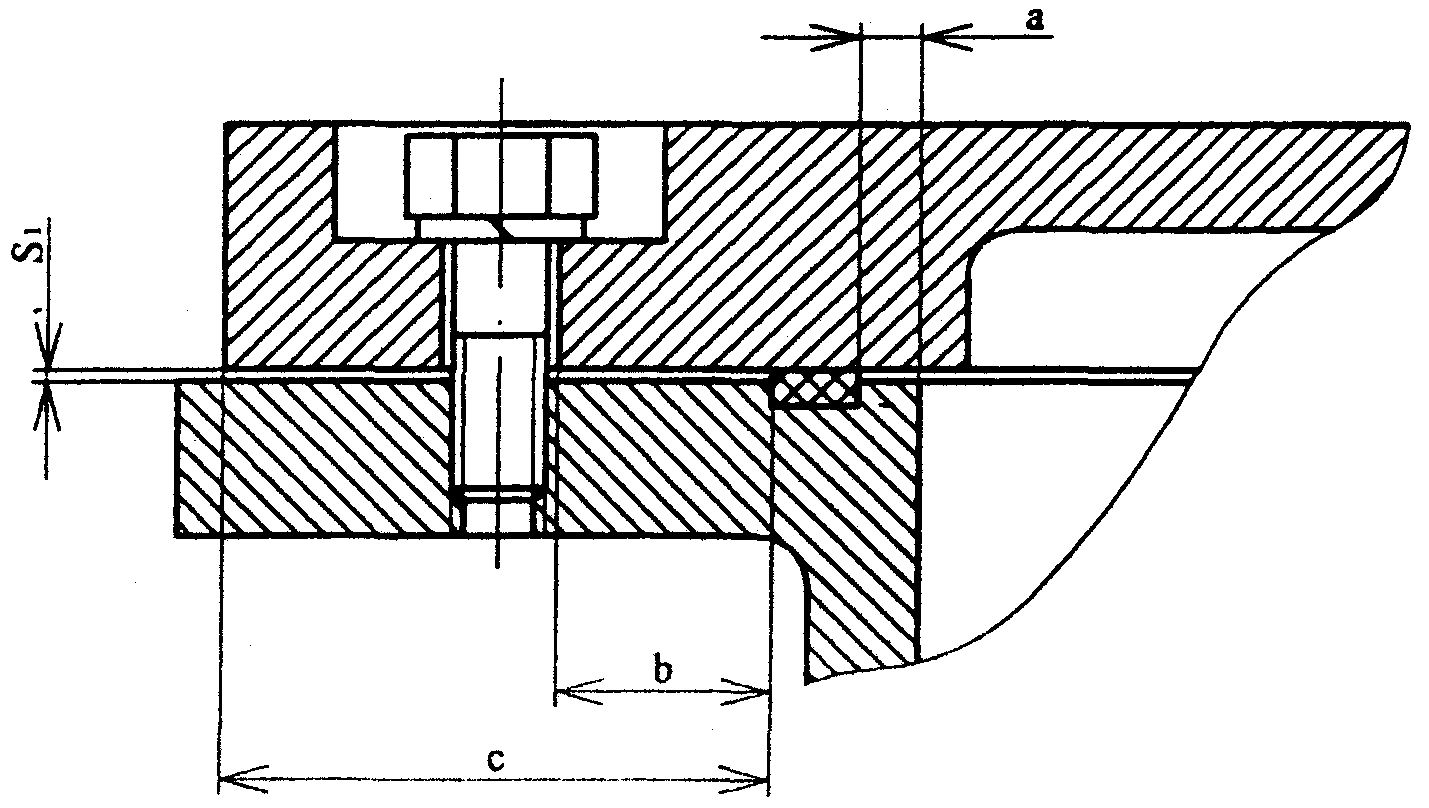
S1 - ширина плоской щели;
L1 = а + с - длина щели;
L2 = a + b - длина щели до отверстия;
Цилиндрическое взрывонепроницаемое соединение
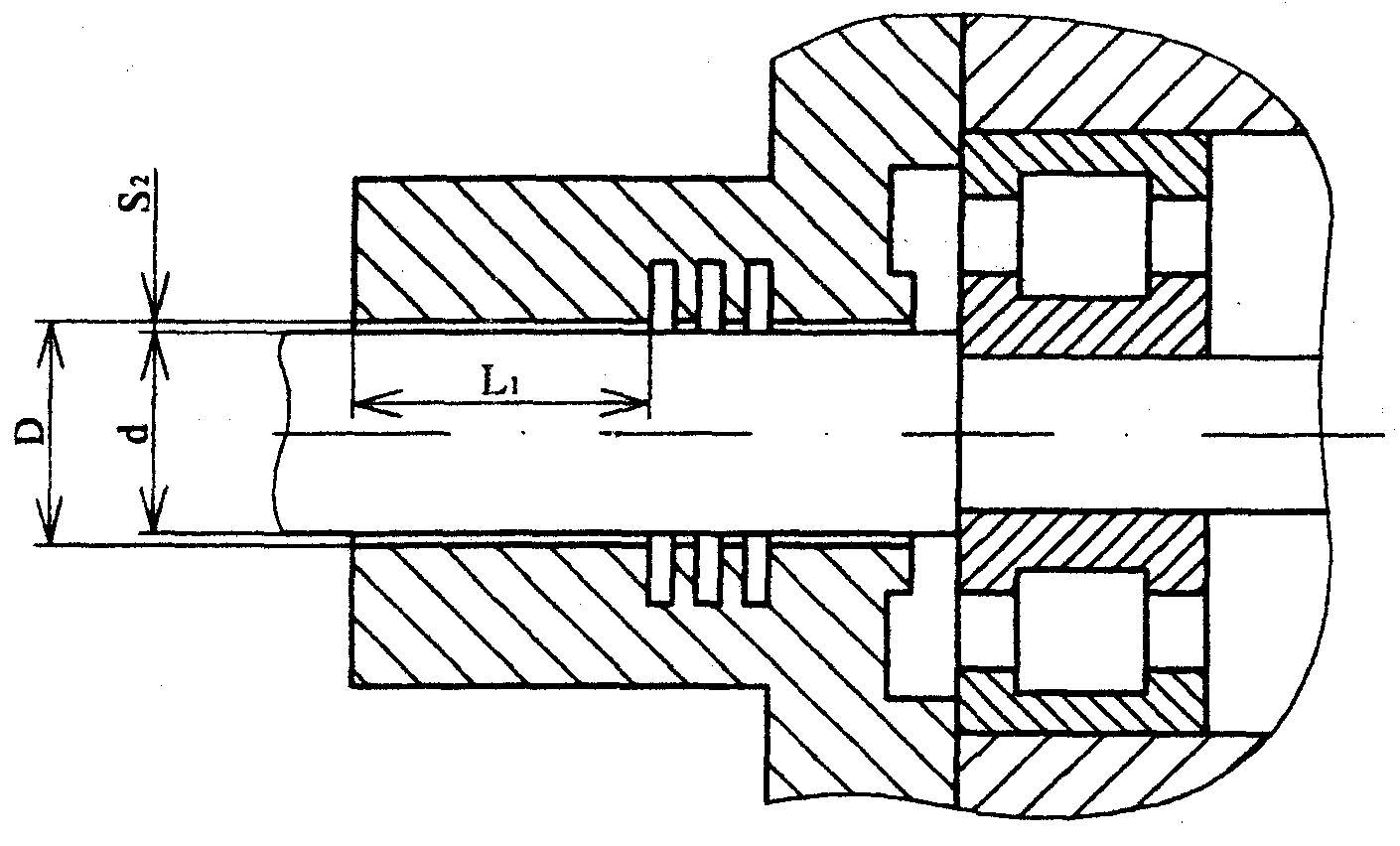
L1 - длина щели;
Sd = D - d - ширина цилиндрической щели;
S2 - ширина радиальной щели;
Цилиндрическое взрывонепроницаемое соединение для оболочек подгруппы IIС
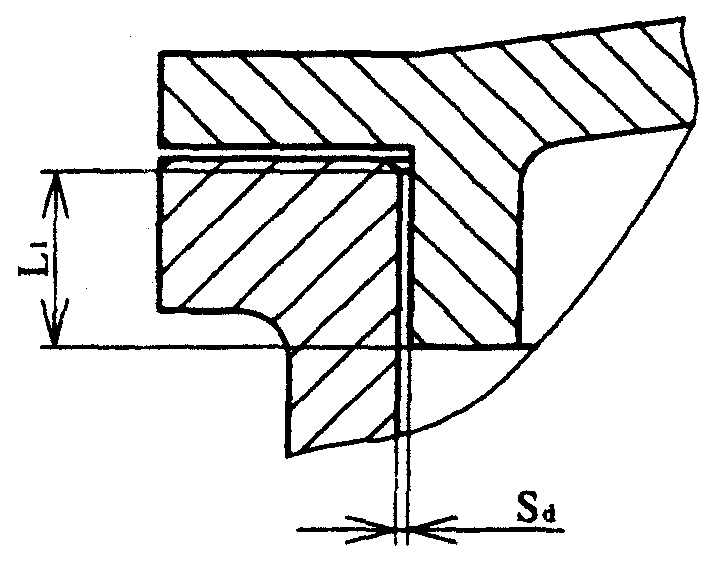
L1 - длина щели;
Sd - ширина цилиндрической щели;
Цилиндрическое взрывонепроницаемое соединение для оболочек подгруппы IIС с эластической прокладкой
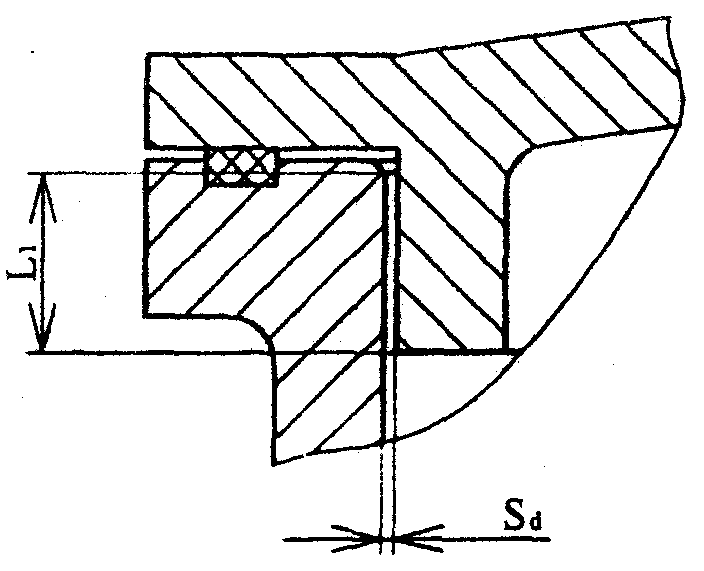
L1 - длина щели;
Sd - ширина цилиндрической щели;
Цилиндрическое взрывонепроницаемое соединение для оболочек подгруппы IIС с металлопластической прокладкой
L1 - длина щели;
Sd - ширина цилиндрической щели;
Плоскоцилиндрическое взрывонепроницаемое соединение
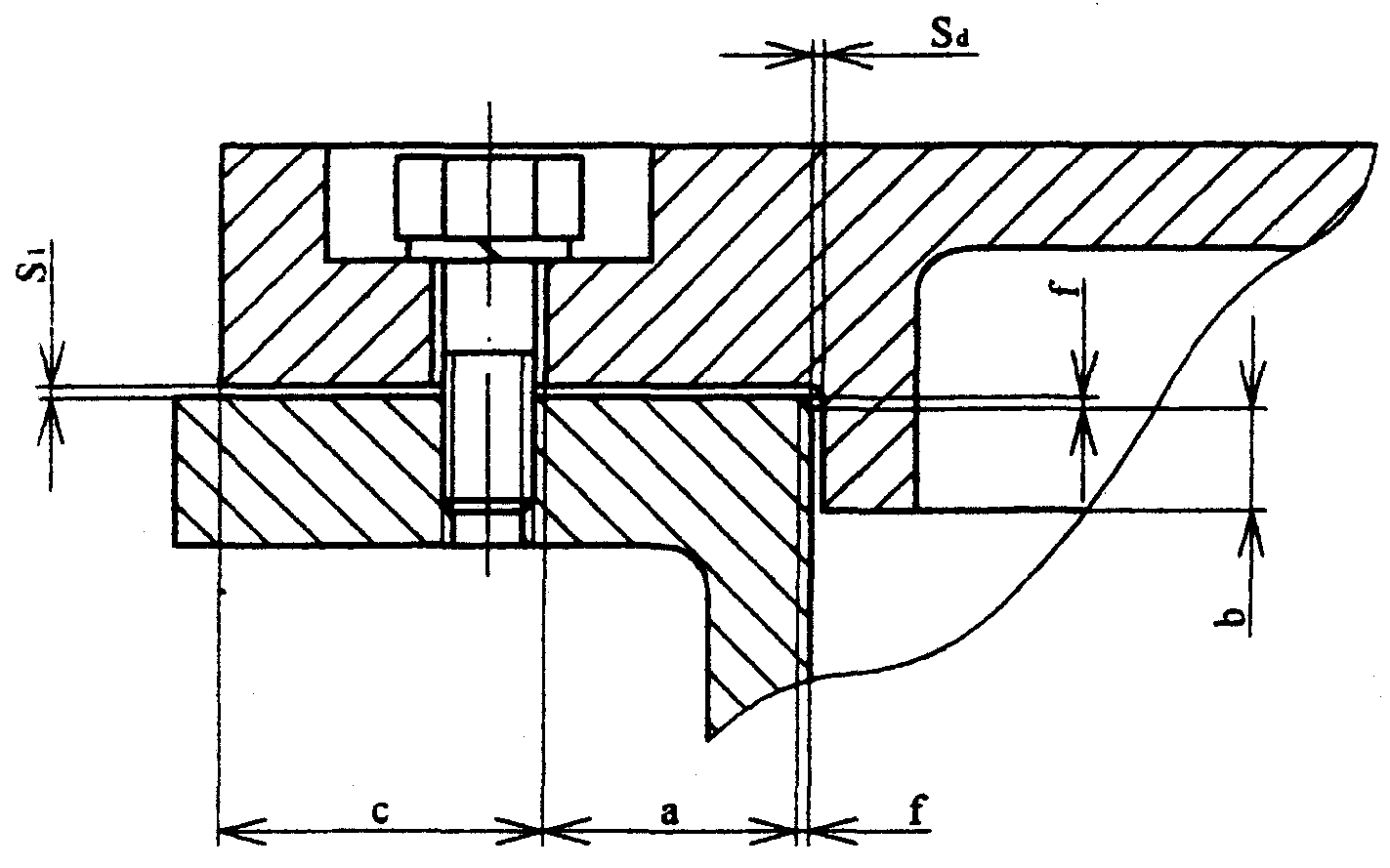
S1 - ширина плоской щели;
Sd - ширина цилиндрической щели;
L1 = L2 + с - длина щели;
L2 - длина щели до отверстия;
L2 = a + b, при f ≤ 1 мм и Sd ≤ значений, указанных в табл. 4
L2 = а, при f > 1 мм и Sd > значений, указанных в табл. 4
Плоскоцилиндрическое взрывонепроницаемое соединение для оболочек подгруппы IIС
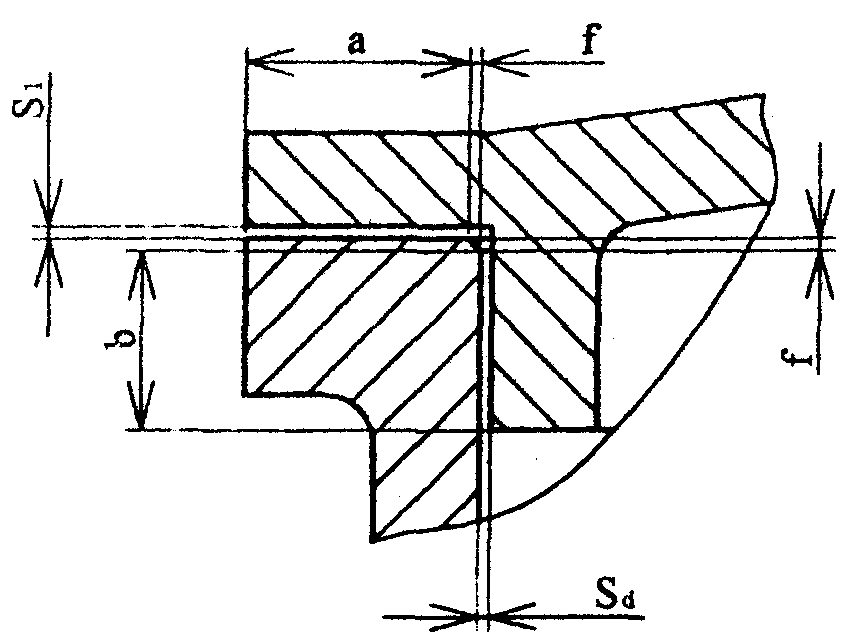
S1 - ширина плоской щели;
Sd - ширина цилиндрической щели;
L1 = а + b - длина щели, при а ≥ 6 мм; b ≥ 0,5L1; f ≤ 1 мм
Размещение резинового уплотнительного кольца в расточке кабельного ввода
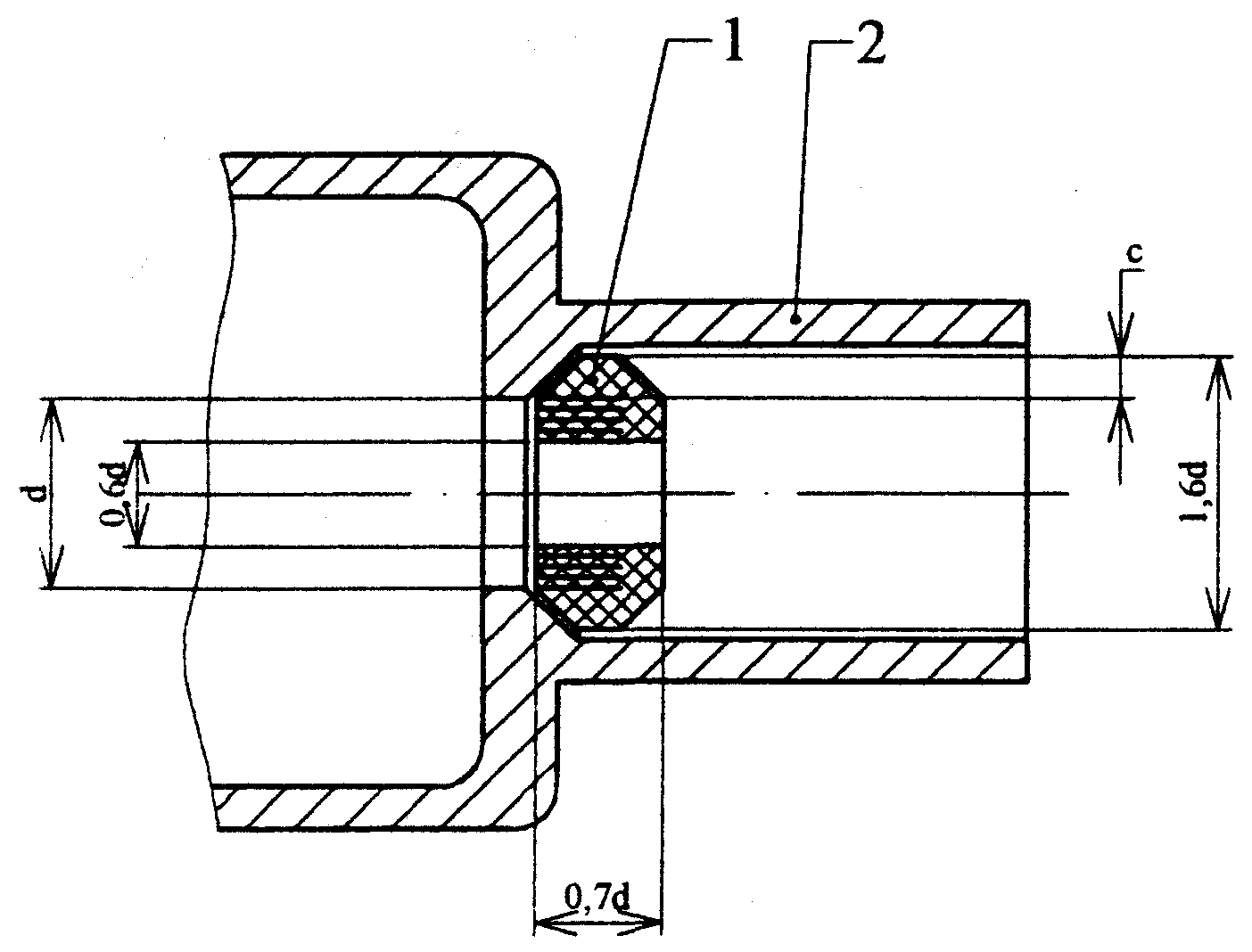
1 - уплотнительное кольцо для кабеля
2 - корпус кабельного ввода
Резиновое уплотнительное кольцо для проводов
Эскизы для замеров проходного изолятора
Материал изолятора - по документации завода изготовителя или ремонтной документации
Материал втулки - по документации завода изготовителя или ремонтной документации
Масса - по документации завода изготовителя или ремонтной документации
Зазоры взрывозащиты между сопрягаемыми деталям и узлами взрывозащищенных электродвигателей
Сопрягаемые поверхности | Максимально допустимые параметры взрывозащиты электродвигателей | |
подгруппы IIВ | подгруппы IIС | |
1. Станина - щит | п. 1 табл. 3 | п. 1, 2 табл. 4 |
2. Щит - крышка взрывозащитная (внутренняя или наружная) | п. 1 табл. 3 | п. 1, 2 табл. 4 |
3. Крышка взрывозащитная (внутренняя или наружная) - вал | п. 2 табл. 3 | п. 3 табл. 4 |
4. Клеммная коробка - статор | п. 1 табл. 3 | п. 1 табл. 4 |
5. Крышка клеммной коробки - клеммная коробка | п. 1 табл. 3 | п. 1 табл. 4 |
6. Изолятор - шпильки | п. 1 табл. 3 | п. 1 табл. 4 |
7. Клеммная коробка - вводное устройство | п. 1 табл. 3 | п. 1 табл. 4 |
8. Фланец - изоляторы | п. 1 табл. 3 | п. 1 табл. 4 |
Таблица 3 - Параметры взрывонепроницаемых соединений оболочек двигателей подгрупп IIВ
Вид взрывонепроницаемого соединения | Свободный объем оболочки V, см3 | Длина щели L1 не менее, мм | Длина щели L2 не менее, мм | Ширина щели плоского и цилиндрического соединения S1 и Sd не более, мм |
1. Неподвижные соединения | св. 100 | 12.5 | 8.0 | 0.20 |
до 2000 | 25.0 | 9.0 | 0.20 | |
св. 2000 | 12.5 | 8.0 | 0.15 | |
25.0 | 9.0 | 0.20 | ||
2. Подвижные соединения валов с подшипниками качения | св. 100 до 2000 | 12.5 | - | 0.30 |
25.0 | - | 0.40 | ||
40.0 | - | 0.45 | ||
12.5 | - | 0.20 | ||
св. 2000 | 25.0 | - | 0.30 | |
40.0 | - | 0.40 |
Таблица 4 - Параметры взрывонепроницаемых соединений оболочек двигателей подгруппы IIС
Вид взрывонепроницаемого соединения | Свободный объем оболочки V, см3 | Длина щели L1 не менее, мм | Ширина щели плоского и цилиндрического соединения S1 и Sd не более, мм |
Цилиндрические неподвижные соединения | до 500 | 6.0 | 0.10 |
12.5 | 0.15 | ||
25.0 | 0.15 | ||
40.0 | 0.20 | ||
св. 500 до 2000 | 12.5 | 0.15 | |
25.0 | 0.15 | ||
40.0 | 0.20 | ||
св. 2000 | 25.0 | 0.15 | |
40.0 | 0.20 | ||
2. Плоскоцилиндрические неподвижные соединения | до 2000 | 12.5 | 0.15 |
25.0 | 0.18 | ||
40.0 | 0.20 | ||
св. 2000 | 25.0 | 0.18 | |
40.0 | 0.20 | ||
3. Подвижные соединения валов с подшипниками качения | св. 500 до 2000 | 12.5 | 0.25 |
40.0 | 0.30 | ||
св. 2000 | 25.0 | 0.25 | |
40.0 | 0.30 |
Сопряжения элементов взрывозащиты показаны на эскизе. Зазоры взрывонепроницаемых элементов электрооборудования отечественного и зарубежного производства представлены в табл. 5.1-5.8.
Условные обозначения
δф, lф - фактические величины (зазор и длина) взрывонепроницаемой щели
δн, lн - нормативная величины взрывонепроницаемой щели по табл. 5
Эскиз для замеров параметров взрывозащиты электродвигателя
Таблица 5.1
Зазоры взрывонепроницаемых элементов электродвигателей
№ п/п | Тип | Исполнение по в/з | Зазор между деталями и узлами (в мм) | № чертежа по ремонтной документации | |||||||
щит подшип. - корпус статора | вал - внутр. подшип. крышка | вал - щит подш. | щит - внутр. подш. крышка | корпус статора -выводная коробка | крышка -выводная коробка | выводная коробка -вводное устройство | кл. коробка - изоляторы | ||||
2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | |
1 | КО1 | В3Г | 0,25 | 0,3 | - | 1 СД.070.000 | |||||
В2Г | 0,3 | 0,4 | 0,1 | 0,1 | 0,1 | - | 0,1; 0,2 | ОЮМ.310.036 | |||
РВ | 0,5 | 0,6 | |||||||||
2 | КО 2 | В3Г | 0,25 | 0,3 | |||||||
В2Г | 0,3 | 0,4 | - | 0,1 | 0,1 | 0,1 | - | - | 1 СД.070.002 | ||
РВ | 0,5 | 0,6 | |||||||||
3 | КО 3 | В3Г | 0,25 | 0,3 | 1 СД.070.001 | ||||||
В2Г | 0,3 | 0,4 | - | 0,1 | 0,2 | 0,1 | 0,1; 0,2 | - | 5 СД.354.029 | ||
РВ | 0,5 | 0,6 | |||||||||
4 | КО 4 | В3Г | 0,25 | 0,3 | - | 0,2 | 0,2 | 0,1 | 0,1; 0,2 | - | 1 СД.070.003 |
РВ | 0,6 | 5 СД.354.004 | |||||||||
5 | КО 5 | В3Г | 0,25 | 0,3 | - | 0,2 | 0,2 | 0,1 | 0,1; 0,2 | - | 1 СД.070.004 |
РВ | 0,6 | 5 СД.354.004 | |||||||||
6 | KOM 1 | В3Г | 0,25 | - | 0,3 | - | 0,1 | - | резин. упл. | - | 6 СД.107.013.0 |
7 | КОМ 2 | В3Г | 0,25 | - | 0,3 | - | 0,1 | 0,1 | резин. упл. | - | 6 СД.107.011.0 |
РВ | 0,5 | 0,6 | |||||||||
8 | КОМ 3 | В3Г | 0,25 | - | 0,3 | - | 0,2 | 0,2 | резин. упл. | - | 6 СД.107.008.0 |
РВ | 0,5 | 0,6 | 0,1 | 0,1 | |||||||
9 | КОФ 1, 2 (без лап) | В3Г | 0,3 | ||||||||
В2Г | 0,2 | 0,4 | - | 0,1 | 0,2 | 0,1 | - | - | 1 СД.070.008 | ||
РВ | 0,6 | ||||||||||
10 | КОФ 3, 4 (без лап) | В3Г | 0,3 | 0,1-КОФ 3 0,2-КОФ 4 | |||||||
В2Г | 0,2 | 0,4 | - | 0,2 | 0,1 | - | - | 1 СД.070.011 | |||
РВ | 0,6 | ||||||||||
11 | КОФ 4, 5 (на лапах) | В3Г | 0,3 | ||||||||
В2Г | 0,2 | 0,4 | - | 0,2 | 0,2 | 0,1 | - | - | 1 СД.070.010 | ||
РВ | 0,6 | ||||||||||
12 | BAОA 07-1 | В3Г | 0,25 | - | 0,3 | - | 0,07 | 0,07 | резин. упл. | - | 6 СД.107.051СБ |
13 | BAО 07-1 | B3Г | 0,25 | - | 0,3 | - | 0,07 | 0,07 | резин. упл. | - | 6 СД.107.024СБ |
14 | BAO-2 | В3Г | 0,25 | - | 0,3 | - | 0,1 | 0,07 | резин. упл. | - | 5 СД.354.025СБ |
PB | 0,1 | ||||||||||
15 | BAO-3 | В3Г | 0,25 | - | 0,3 | - | 0,1 | 0,07 | резин. упл. | - | 5 СД.354.025СБ |
PB | 0,1 | ||||||||||
16 | BAO-4 | В3Г | 0,2 | - | 0,3 | - | 0,1 | 0,2; 0,3; 0,4 | 0,2; 0,3; 0,4 | - | 6 СД.107.025СБ 5 СД.354.026СБ 5 СД.354.027СБ |
PB | 0,1 | 0,1 | |||||||||
17 | BAO-5 | В3Г | 0,2 | - | 0,3 | - | 0,1 | 0,2; 0,3; 0,4 | 0,2; 0,3; 0,4 | - | 6 СД.107.030СБ 5 СД.354.026СБ |
PB | 0,5 | 0,1 | 0,1 | 5 СД.354.027СБ | |||||||
18 | BAO-6 | В3Г | 0,25 | 0,3 | - | 0,1 | 0,1 | 0,1 | 0,1 | - | 6 СД.107.036СБ |
PB | 0,15 | 5 СД.354.031СБ | |||||||||
19 | BAO-7 | В3Г | 0,25 | 0,3 | - | 0,1 | 0,1 | 0,15 | 0,15 | - | 6 СД.107.037СБ 5 СД.354.030СБ |
PB | 0,6 | ||||||||||
20 | BAO-8 | В3Г | 0,25 | 0,3 | - | 0,15 | 0,15 | 0,15 | 0,15 | - | 6 СД.107.038СБ 5 СД.354.030СБ |
PB | 0,6 | ||||||||||
21 | BAO-9 | В3Г | 0,25 | 0,3 | - | 0,15 | 0,1 | 0,15 | 0,2 | - | 6 СД.107.032СБ 5 СД.354.033СБ |
PB | 1 | 0,5 | |||||||||
22 | BAО-10, 11 | В3Г | 0,2 | 0,4 | 0,2 | ||||||
РВ | 0,6 | - | 0,2 | 0,15 | 0,15; 0,2 | - | 6 СД.107.069СБ | ||||
В1Г | 0,3 | 0,6 | 0,3 | ||||||||
В2Г | 0,4 | ||||||||||
23 | K1,2 | 1 СД.070.012 | |||||||||
24 | К3 | РВ | 0,5 | 0,6 | - | 0,1 | 0,1 | 0,1 | - | - | 5 СД.354.004.0 1 СД.070.013 |
25 | АСВ-2 | В3Г | 0,25 | - | 0,3 | - | 0,3; 0,1 | - | резин. упл. | - | 6 СД.107.001 |
26 | АСВ-4 | 6 СД.107.002 | |||||||||
27 | МА 36-4,5 | В3Г | 0,2 | 0,3 | 0,3 | 0,4 | 0,4 | 6 СД.107.066СБ | |||
РВ | 0,2 | 0,2 | 0,1 | 0,1 | - | 6 СД.107.065СБ | |||||
В1Г | 0,3 | 0,6 | - | 0,4 | 0,4 | 5 СД.354.019 | |||||
В2Г | 5 СД.354.020 | ||||||||||
28 | МА 36-4,5 с фазным ротором | РВ | 0,3 | 0,6 | - | 0,2 | 0,2 | 0,1 | 0,25; 0,15 | - | 6 СД.107.043СБ |
29 | MA 35-41/2; 42/2 | В2Б | 0,2 | 0,4 | 6 СД.107.043СБ | ||||||
30 | MA 35-62/2 | В2Б | 0,3 | - | 0,4 | 0,3 | - | - | 6 СД.107.045СБ | ||
31 | MA 35-51/2; 52/2 | В2Б | - | - | 6 СД.107.044СБ | ||||||
32 | MA 35-71/2 | В2Б | 6 СД.107.046СБ | ||||||||
33 | ВАОФ 7, 8, 9 | В3Г | 0,2 | 0,3 | - | 0,2 | 0,2 | 0,1 | 0,1 | - | 6 СД.107.056СБ |
на лапах | РВ | 0,25 | 0,6 | 0,15 | 0,15 | ||||||
34 | ВАОФ 6 | В3Г | 0,3 | 0,3 | - | 0,2 | 0,15 | 0,1 | 0,1 | - | 6 СД.107.056СБ |
РВ | 0,25 | 0,6 | 0,15 | 0,15 | 5 СД.354.031 | ||||||
35 | ВАООЛ 42-4; | В3Г | 0,2 | - | 0,3 | - | 0,1 | 0,2 | - | - | 6 СД.107.029СБ |
42-8 | РВ | 0,5 | 0,1 | ||||||||
Таблица 5.2
Зазоры взрывонепроницаемых элементов электродвигателей
№ п/п | Тип | Исполнение по в/з | Зазор между деталями и узлами (в мм) | № чертежа по ремонтной документации | |||||||||
щит подшип. - корпус статора | вал - в/з узел | крышка - кольцо латунное | корпус в/з узла - крышка | корпус в/з узла - щит подшип. | корпус - выводная коробка | крышка -выводная коробка | выводная коробка -вводное устр-во | Фланец изолятора - корпус выводной коробки | шпилька - изолятор | ||||
1 | BAО 450M, | B3T4-B | 0,2 | 0,2 | 0,2÷ | 0,05 | 0,2 | 0,1; 0,2 | 0,1; 0,15 | 0,1; 0,15 | 0,1; 0,25 | 0,2 | ОЮМ.310.035 |
L-2 | 0,4 | ||||||||||||
2 | BAО 450M, | B3T4-B | 0,2 | 0,25 | 0,2÷0,5 | 0,05 | 0,2 | 0,1; 0,2 | 0,1; 0,2 | 0,1; 0,2 | 0,1; 0,2 | 0,2 | ОЮМ.310.034 |
L-4,6 | PB-4B | 0,75 | - | - | 0,15; 0,2 | 0,15; 0,2 | 0,15; 0,2 | 0,15; 0,2 | |||||
3 | BAО 500M, | B3T4-B | 0,2 | 0,25 | 0,2÷0,5 | 0,05 | 0,2 | 0,1; 0,2 | 0,1; 0,2 | 0,1; 0,2 | 0,1; 0,2 | 0,2 | ОЮМ.310.034 |
L-4, 6, 8 | PB-4B | 0,75 | - | - | 0,15; 0,2 | 0,15; 0,2 | 0,15; 0,2 | 0,15; 0,2 | -01 | ||||
4 | BAO 500M, L-2 | B3T4-B | 0,2 | 0,4 | 0,2÷0,5 | 0,05 | 0,2 | 0,1; 0,2 | 0,1; 0,2 | 0,1; 0,2 | 0,1; 0,2 | 0,2 | ОЮМ.310.034 -02 |
PB-4B | 0,6 | 0,3÷0,5 | 0,15; 0,2 | 0,15; 0,2 | 0,15; 0,2 | 0,15; 0,2 | ОЮМ.310.034 | ||||||
-03 | |||||||||||||
Таблица 5.3
Зазоры взрывонепроницаемых элементов электродвигателей
Тип | Зазор между деталями и узлами (в мм) | № чертежа по ремонтной документации | |||||||||
Исполнение по в/з | щит подшип. - корпус статора | щит подшип. - вал ротора | крышка - вал ротора | крышка - корпус статора | корпус статора - выводная коробка | корпус статора - панель с изолятором | шпилька - изолятор | изолятор - панель | выводная коробка - крышка | ||
В и ВР 63-80 | В3Т4-В | 0,2 | 0,3 | 0,3 | 0,2 | 0,1; 0,15 | 0,2 | 0,25 | 0,1; 0,25 | Резьбовое соединение не менее 5 ниток | ОЮМ.310.022 |
РВ-3В | 0,1; 0,5 | ||||||||||
Таблица 5.4
Зазоры взрывонепроницаемых элементов электродвигателей
Тип | Исполнение по в/з | Зазор между деталями и узлами (в мм) | № чертежа по ремонтной документации | ||||||||
щит подшип. - корпус статора | щит подшип. - крышка | вал - кольцо | корпус статора - выводная коробка | крышка - выводная коробка | шпилька - изолятор | изолятор - выводная коробка | выводная коробка - вводное устройство | кольца - крышка подшип. | |||
ВАСВ 14-34-24 | В3Г | 0,2 | 0,2 | 0,3 | 0,2 | 0,15; 0,25 | 0,25 | 0,2; 0,25 | 0,1; 0,1 | 0,3 | 6ЮМ.310.027 |
Таблица 5.6
Зазоры взрывонепроницаемых элементов электродвигателей
Тип | Исполнение по в/з | Зазор между деталями и узлами (в мм) | № чертежа по ремонтной документации | |||||||
щит подшип. - корпус статора | щит подшип. - кольцо | кольцо - вал ротора | кольцо - корпус статора | корпус статора - выводная коробка | корпус статора - панель с изолятором | шпилька - изолятор | выводная коробка - крышка | |||
В и ВР 63-80; 2В, 2ВР 63, 71, 80, 90, 112 | В4Т5-В | 0,15; 0,05 | 0,15 | 0,15 | 0,15 | 0,2; 0,05 | 0,2; 0,05 | 0,1 | Резьбовое соединение не менее 5 ниток | ОЮМ.310.025 |
Таблица 5.7
Зазоры взрывонепроницаемых элементов электродвигателей
№ п/п | Тип | Исполнение по в/з | Зазор между деталями и узлами (в мм) | № чертежа по ремонтной документации | |||||
щит подшип. - корпус статора | щит подшип. - кольцо | корпус статора - выводная коробка | выводная коробка - крышка | шпилька - изолятор | изолятор - корпус выводной коробки | ||||
1 | В 90; В 100 | В3Т4-В | 0,2 | 0,3 | 0,1 | 0,07 | 0,25 | 0,25 | ОЮМ.310.028 |
2 | ВР 90 | РВ-3В | 0,2 | 0,4 | 0,15 | 0,1 | |||
3 | ВР 100 | 0,25 | 0,6 | ||||||
Таблица 5.8
Зазоры взрывонепроницаемых элементов электродвигателей
№ п/п | Тип | Зазор между деталями и узлами (в мм) | № чертежа по ремонтной документации | ||||||||
Исполнение по в/з | щит подшип. - корпус статора | щит - внутр. подш. крышка | внутр. подшип. крышка - вал (щит - вал) | корпус статора - выводная коробка | крышка - выводная коробка | выводная коробка - изоляторы | изоляторы - шпильки | выводная коробка - вводное устройство | |||
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 |
1 | В, 2В-160, 180 | В3Т4-В | 0,15 | 0,15 | 0,3 | 0,2 | 0,2 | 0,15; 0,15 | 0,2 | 0,2 | ОЮМ.310.058 |
2 | В, ВР-250, 280 2В, 2ВР - 250, 280 | В3Т4-В | 0,2 | 0,2 | 0,4 | 0,2 | 0,1; 0,15 | 0,2; 0,25 | 0,25 | 0,1; 0,15 | ОЮМ.310.005 |
РВ-3В | 0,3 | 0,3 | 0,6 | 0,2 | 0,15; 0,25 | 0,1; 0,5 | 0,25 | 0,15; 0,25 | |||
3 | ВАО2-280, | В3Т4-В | 0,2 | 0,2 | 0,4 | 0,1 | 0,1; 0,15 | 0,2; 0,25 | 0,25 | 0,1; 0,15 | РФЛИ.520306 |
315, 355 | РВ-3В | 0,3 | 0,3 | 0,6 | 0,2 | 0,15; 0,25 | 0,1; 0,5 | 0,25 | 0,15; 0,25 | .003 | |
7.2. ОСОБЕННОСТИ РЕМОНТА ЭЛЕКТРООБОРУДОВАНИЯ С ЗАЩИТОЙ ВИДА «е»
7.2.1. Взрывозащита электрооборудования с защитой вида «е» достигается за счет:
а) качественного изготовления деталей электрооборудования;
б) электроизоляционных материалов высокого качества;
в) путей утечек и электрических зазоров между токоведущими частями разного потенциала, исключающих возможность поверхностного пробоя изоляции и возникновения искрения или электрической дуги;
г) соединения токоведущих частей таким образом, чтобы они длительно сохраняли надежный контакт без искрения и нагрева выше допустимых норм;
д) защитных устройств, обеспечивающих предельные температуры нагрева поверхностей любых частей электрооборудования более низкие, чем температура воспламенения смеси горючего газа, пара или пыли с воздухом и температура тления пыли, осевшей на деталях электрооборудования;
е) защитных устройств, предотвращающих прикосновение к токоведущим частям и проникновение к ним, а также к их электрической изоляции воды и пыли;
ж) других требований, оговоренных в ремонтной и эксплуатационной документации на конкретный вид электрооборудования.
7.2.2. При ремонте электрооборудования с защитой вида «е» технологическими процессами ремонта и изготовления отдельных деталей и сборочных единиц, в особенности, обмоток, должны быть обеспечены высокое качество ремонт и неизменность всех паспортных технических данных электрооборудования.
7.2.3. При ремонте деталей и сборочных единиц такого электрооборудования особое внимание должно быть обращено на строгое соблюдение требований ремонтной документации в части применяемых при ремонте проводов и изоляционных материалов, путей утечек и электрических зазоров, качества контактных соединений, уплотнений, теплового режима электрооборудования в процессе испытаний после ремонта и т.п.
7.2.4. Для электрических машин допустим только необезличенный метод ремонта.
7.2.5. При проверке готовности ремонтного предприятия к ремонту электрооборудования в акте межведомственной комиссии (п. 3.1.11 настоящего РД) достаточность специализации и технологического оснащения предприятия для проведения ремонта электрических машин с указанным видом взрывозащиты должна быть оговорена особо.
7.3. ОСОБЕННОСТИ РЕМОНТА ЭЛЕКТРООБОРУДОВАНИЯ С ЗАЩИТОЙ ВИДА «ЗАПОЛНЕНИЕ ИЛИ ПРОДУВКА ОБОЛОЧКИ ПОД ИЗБЫТОЧНЫМ ДАВЛЕНИЕМ»
7.3.1. Взрывозащита электрооборудования этого вида обеспечивается за счет помещения токоведущих или находящихся под напряжением частей электрооборудования в оболочку, заполненную или продуваемую под избыточным давлением защитным газом.
7.3.2. При ремонте электрооборудования с защитой вида «Заполнение или продувка оболочки под избыточным давлением» необходимо обращать особое внимание на:
а) целостность и механическую прочность продуваемой оболочки электрооборудования, воздухопроводов, воздухоохладителей, систем продувки под избыточным давлением и подпитки;
б) контроль давления внутри оболочки электрооборудования и воздухопроводов и расхода защитного газа;
в) работу систем блокировки и сигнализации;
г) работу систем возбуждения и пуска электрических машин;
д) выполнение других требований ГОСТ 22782.4, относящихся к ремонту.
7.3.3. Уплотнения соединений отдельных частей продуваемой оболочки электрооборудования и воздухопроводов должны исключить утечку защитного газа.
7.3.4. Оболочки электрооборудования и воздухопроводы должны выдерживать без остаточных деформаций полуторакратное рабочее избыточное давление защитного газа, но не менее 200 Па.
7.3.5. Избыточное рабочее давление защитного газа как внутри оболочки электрооборудования, так и по всей длине воздухопроводов, проходящих в пределах взрывоопасного помещения, должно быть в соответствии с требованиями эксплуатационной документации.
7.3.6. Все пусконаладочные работы (по системе возбуждения, пуску, системе продувки и т.д.) должны производиться в строгом соответствии с эксплуатационной документацией.
7.3.7. Ремонт электрических машин, связанный с частичной или полной заменой обмоток без изменения параметров электрических машин, проводится по правилам ремонта электрических машин общего назначения при безусловном сохранении средств взрывозащиты, предусмотренных для этих машин.
7.4. ОСОБЕННОСТИ РЕМОНТА ЭЛЕКТРООБОРУДОВАНИЯ С ЗАЩИТОЙ ВИДА «МАСЛЯНОЕ ЗАПОЛНЕНИЕ ОБОЛОЧКИ»
7.4.1. Взрывозащита этого вида электрооборудования обеспечивается за счет:
а) заданной в эксплуатационной документации толщины слоя жидкого диэлектрика (масла) над токоведущими частями;
б) электрической прочности жидкого диэлектрика;
в) механической прочности оболочки (бака с жидким диэлектриком);
г) ограничения допустимой температуры нагрева частей оболочки и жидкого диэлектрика;
д) одновременного замыкания-размыкания контактов всех фаз;
е) тугоплавкости материала контактов;
ж) изоляционных и других материалов соответствующего качества;
з) других требований, изложенных в эксплуатационной документации на конкретный вид электрооборудования.
7.4.2. При ремонте маслонаполненного электрооборудования особое внимание должно обращаться на строгое соблюдение требований ремонтной документации в отношении:
а) применяемых материалов;
б) путей утечек и электрических зазоров;
в) толщины слоя масла и его качества над нормально искрящими частями;
г) указателей уровня масла;
д) контактной системы и т.п.
7.4.3. Применяемые материалы (резина для уплотнений, монтажные провода, изоляционные материалы, смотровые стекла и их уплотнения и т.п.) должны быть маслостойкими.
7.4.4. Смотровые стекла и другие детали оболочки электрооборудования должны быть надежно уплотнены. Не должно быть течи масла через оболочку.
7.4.5. Бак независимо от его состояния должен быть подвергнут гидравлическим испытаниям согласно требованиям ремонтной и эксплуатационной документации.
7.4.6. Контакты при износе выше норм, установленных ремонтной или эксплуатационной документацией, не ремонтируются и подлежат замене.
7.5. ОСОБЕННОСТИ РЕМОНТА ЭЛЕКТРООБОРУДОВАНИЯ С ЗАЩИТОЙ ВИДА «ИСКРОБЕЗОПАСНАЯ ЭЛЕКТРИЧЕСКАЯ ЦЕПЬ»
7.5.1. Взрывозащита этого вида электрооборудования обеспечивается за счет:
а) гальванического разделения искробезопасных электрических цепей и цепей, связанных с ними, от электрической сети;
б) ограничения мощности в искробезопасных цепях за счет применения ограничительных и шунтирующих элементов, помещенных в неразборную или залитую компаундом оболочку;
в) разделения при монтаже искробезопасных цепей и цепей, связанных с ними, но не являющихся искробезопасными;
г) других требований, изложенных в эксплуатационной документации на конкретный вид электрооборудования.
7.5.2. При ремонте электрооборудования с видом взрывозащиты «Искробезопасная электрическая цепь» или электрооборудования с несколькими видами взрывозащиты, в том числе и «Искробезопасная электрическая цепь», необходимо, чтобы элементы этих цепей, их монтаж и электрические параметры строго соответствовали ремонтной или эксплуатационной документации.
7.5.3. Залитые компаундом сборочные единицы электрооборудования, а также сборочные единицы, находящиеся в неразборных кожухах (запаянных, заваренных и т.п.), ремонту не подлежат и заменяются аналогичными сборочными единицами заводского исполнения.
7.5.4. Не допускается в электрической схеме аппарата или прибора замена элементов элементами с другими электрическими параметрами, так как это может повлечь за собой нарушение искробезопасности.
7.5.5. Особое внимание при ремонте изделий с обмотками (трансформаторы, дроссели, катушки индуктивности и т.п.) должно быть обращено на строгое соответствие обмоточных данных этих изделий ремонтной документации.
Вышедшие из ремонта изделия необходимо подвергнуть контролю нормируемой величины индуктивности.
7.6. ОСОБЕННОСТИ РЕМОНТА ЭЛЕКТРООБОРУДОВАНИЯ С ЗАЩИТОЙ ВИДА «КВАРЦЕВОЕ ЗАПОЛНЕНИЕ ОБОЛОЧКИ»
7.6.1. Взрывозащита этого вида электрооборудования обеспечивается за счет:
а) заполнения оболочки кварцевым песком определенного состава со специальной обработкой для создания определенной толщины слоя этого песка над токоведущими частями электрооборудования, помещенного в эту оболочку;
б) соответствующей механической прочности оболочки и элементов крепления деталей и сборочных единиц;
в) применения соответствующих изоляционных материалов;
г) ограничения допустимых температур нагрева наружных частей оболочки;
д) других требований, изложенных в эксплуатационной документации на конкретный вид электрооборудования.
7.6.2. При ремонте электрооборудования с защитой вида «Кварцевое заполнение оболочки» особое внимание должно быть обращено на строгое соблюдение требований ремонтной документации в части применяемых материалов, электрических зазоров, минимального взрывозащитного экранированного или неэкранированного уплотненного слоя песка, его качества и состава (содержание примесей в обогащенном песке, гранулометрический состав, нагревостойкость гидрофобного покрытия зерен кварца, влагосодержание и т.п.), а также на прочность и герметичность оболочки.
7.6.3. Применение при ремонте электрооборудования кварцевого песка состава, отличного от указанного в ремонтной документации, а также другого сыпучего заполнителя, допускается только по согласованию с испытательной организацией.
7.7. ОСОБЕННОСТИ РЕМОНТА ЭЛЕКТРООБОРУДОВАНИЯ СО СПЕЦИАЛЬНЫМ ВИДОМ ВЗРЫВОЗАЩИТЫ
7.7.1. Ремонт электрооборудования со специальными видами взрывозащиты должен производиться в строгом соответствии с ремонтной документацией, при этом вышедшие из строя детали и сборочные единицы, залитые эпоксидными компаундами, ремонту не подлежат и должны быть заменены новыми.
8. СБОРКА ЭЛЕКТРООБОРУДОВАНИЯ
8.1. Сборка отремонтированного электрооборудования должна производиться с помощью специальных приспособлений и оснастки, исключающих повреждение взрывозащитных поверхностей и нарушение взрывобезопасности электрооборудования.
8.2. Сборка деталей должна обеспечить нормальную работу электрооборудования.
8.3. Составные части электрооборудования должны быть скомплектованы перед сборкой и проверены службой ОТК на соответствие ремонтной документации.
8.4. Детали и сборочные единицы взрывонепроницаемой оболочки, независимо от того, производился их ремонт или нет, должны иметь личное клеймо технического контроля или мастера-приемщика, удостоверяющее качество, а детали и сборочные единицы, прошедшие гидравлические испытания, кроме того - клеймо лица, производившего испытания.
Клеймо на деталях сборочных единиц взрывонепроницаемой оболочки должно быть рельефным, глубина клеймения не менее 0,1 мм.
Клеймо наносится на видном месте детали или сборочной единицы, указанном в чертеже.
Не допускается клеймить детали или сборочные единицы на взрывозащитных поверхностях и поверхностях, непосредственно к ним примыкающих и являющихся их продолжением. Во всех случаях при клеймении на поверхностях, смежных со взрывозащитными, нельзя допускать вспучивания металла на взрывозащитных поверхностях.
Допускается мелкие внутренние детали взрывонепроницаемой оболочки клеймить плоской маркировкой трудностирающейся краской.
8.5. При сборке все взрывозащитные, посадочные и присоединительные поверхности должны быть смазаны смазкой, согласно ремонтной конструкторской документации.
8.6. После сборки электрооборудования необходимо проверить:
а) плотность и надежность затяжки крепежных деталей и особенно соединений взрывонепроницаемой оболочки, а также наличие пружинных и стопорных шайб или других устройств, предотвращающих самоотвинчивание крепежных деталей.
б) надежность контактных соединений во вводном устройстве (отсутствие люфтов и проворотов болтов и шпилек и наличие необходимого набора крепежа, в том числе с учетом требований ГОСТ 22782.0);
в) размеры щелей плоских взрывонепроницаемых соединений;
г) наличие и правильность заполнения необходимыми данными ремонтной таблички;
д) наличие и соответствие требованиям ремонтной документации заземляющих устройств;
е) электрооборудование группы II должно иметь элементы для заземления по ГОСТ 12.2.007.0, а электрооборудование группы I, кроме того, по стандарту на рудничное нормальное электрооборудование.
Элементы для заземления должны выполняться в соответствии с ГОСТ 21130;
ж) блокировки, используемые для сохранения взрывозащиты, должны конструироваться таким образом, чтобы их эффективность не могла быть легко нарушена, например, путем применения отвертки или плоскогубцев;
з) оболочка, содержащая плавкие предохранители, должна быть механически или электрически сблокирована с выключателем так, чтобы установка или снятие заменяемых элементов были возможны только при отключенном напряжении и, чтобы исключалась возможность подачи напряжения на предохранители до того, как оболочка будет надлежащим образом закрыта, или иметь в качестве допустимого варианта вместо блокировки предупредительную надпись «Открывать, отключив от сети».
9. ИСПЫТАНИЯ
9.1. Каждое отремонтированное изделие после капитального ремонта должно быть испытано по программе. Программа испытаний после капитального ремонта зависит от вида ремонта.
В программу испытаний после капитального ремонта входят электрические испытания, а также проверка:
а) комплектности отремонтированного электрооборудования;
б) соответствия электрооборудования в процессе ремонта и сборки требованиям ремонтной документации и нормативно-технической документации, действовавшей в период изготовления электрооборудования с контролем всех параметров, обеспечивающих взрывозащиту;
в) наличия необходимой сопроводительной документации;
9.2. Программа испытаний после капитального ремонта, нормы испытаний, допускаемые отклонения от номинальных значений показателей устанавливаются ремонтной документацией на конкретные изделия.
9.3. Испытания электрооборудования в процессе ремонта могут производиться в несколько этапов (например, гидравлические испытания деталей взрывонепроницаемой оболочки, испытания обмоток в процессе их изготовления, стендовые испытания и т.п.).
9.4. Результаты испытаний после капитального ремонта оформляются записью в журнале испытаний при необходимости отражаются в сопроводительных документах к изделию.
9.5. Испытания электрооборудования испытательной лабораторией ремонтного предприятия производятся в соответствии с общими техническими условиями на капитальный ремонт электрооборудования в зависимости от группы, определенного класса, подкласса и руководством по капитальному ремонту конкретного типа электрооборудования.
9.6. После ремонта частей электрооборудования, определяющих вид взрывозащиты, электрооборудование должно быть подвергнуто новым контрольным проверкам и испытаниям. Эти испытания не обязательно должны проводиться изготовителем электрооборудования.
10. МОДЕРНИЗАЦИЯ ПРИ РЕМОНТЕ ЭЛЕКТРООБОРУДОВАНИЯ
10.1. Конструкция модернизированного при ремонте электрооборудования, в части выбранного уровня и вида взрывозащиты, а также модернизации средств взрывозащиты должны соответствовать требованиям государственных стандартов на взрывозащищенное и рудничное электрооборудование (приложение 9 настоящего РД).
10.2. Техническая документация на модернизацию электрооборудования при ремонте должна быть согласована с испытательной организацией на взрывозащищенность. Испытательная организация имеет право затребовать образец модернизированного электрооборудования на испытания.
10.3. Другие испытания модернизированного электрооборудования проводятся в соответствии с разделом 9 настоящего РД
10.4. Изменения, выполненные в электрооборудовании и влияющие на обеспечение вида взрывозащиты или температуру оборудования, допускаются только в том случае, если модернизированное электрооборудование было проверено и испытано в испытательной организации.
Модернизация и ремонт электрооборудования, применяемого во взрывоопасных помещениях и наружных установках, кроме шахт и производств, связанных с взрывчатыми веществами, должны выполняться в соответствии с ГОСТ 51330.18.
11. РЕМОНТ ЗАРУБЕЖНОГО ЭЛЕКТРООБОРУДОВАНИЯ
11.1. Ремонт зарубежного электрооборудования должен осуществляться аналогично ремонту отечественного электрооборудования.
11.2. При сдаче в ремонт зарубежного электрооборудования на нем должны быть фирменные таблички и заказчик должен указать, в помещении какого класса и в какой взрывоопасной среде эксплуатировалось электрооборудование, а также представить копию сертификата на электрооборудование и другую документацию, имеющуюся в распоряжении предприятия, эксплуатирующего это электрооборудование. При отсутствии сертификата следует руководствоваться маркировкой взрывозащиты, указанной на фирменной табличке электрооборудования.
11.3. Ремонтное предприятие на базе сданного в ремонт зарубежного электрооборудования и с учетом требований фирмы-изготовителя и национальных стандартов страны, в соответствии с которыми изготовлено электрооборудование, разрабатывает ремонтную документацию, которая должна быть согласована с испытательной организацией.
11.4. Ремонт зарубежного электрооборудования эксплуатационным персоналом производиться в соответствии с ПЭЭП гл.