РД 34.10.122-94
Группа В09
РУКОВОДЯЩИЙ ДОКУМЕНТ
УНИФИЦИРОВАННАЯ МЕТОДИКА СТИЛОСКОПИРОВАНИЯ ДЕТАЛЕЙ И СВАРНЫХ ШВОВ ЭНЕРГЕТИЧЕСКИХ УСТАНОВОК
РД 34 10.122-94
ОКСТУ 0909
Дата введения 1994-07-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ 01.07.94
2. ИСПОЛНИТЕЛИ:
Кривошеин Д.И., Ротштейн А.В., Белкин С.А., Орлов Н.С. (руководитель темы), Малашонок В.А. (АО "Энергомонтажпроект"); Алюшкин B.C. (АО "Мосэнергомонтаж"); Чехарина Г.Т. (АО "Центроэнергомонтаж")
3. ЗАРЕГИСТРИРОВАН отделом стандартизации института "Оргэнергострой" за № РД 34 10.122-94
4. ВВЕДЕН ВЗАМЕН "Методических указаний по проведению спектрального анализа металла деталей энергетических установок с помощью стилоскопа" 1969 г.
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Номер или обозначение НТД | Наименование |
Государственные стандарты | |
ГОСТ 380-88 | Сталь углеродистая обыкновенного качества. Марки |
ГОСТ 495-92 | Листы и полосы медные. Технические условия |
ГОСТ 1435-90 | Прутки, полосы и мотки из инструментальной нелегированной стали. Общие технические условия |
ГОСТ 2246-70 | Проволока стальная сварочная. Технические условия |
ГОСТ 4543-71 | Прокат из легированной конструкционной стали. Технические условия |
ГОСТ 5520-79 | Сталь листовая углеродистая, низколегированная и легированная для котлов и сосудов, работающих под давлением. Технические условия |
ГОСТ 5632-72 | Сталь высоколегированная и сплавы коррозионно-стойкие, жаростойкие и жаропрочные. Марки |
ГОСТ 5949-75 | Сталь сортовая калиброванная коррозионно-стойкая, жаростойкая и жаропрочная. Технические требования |
ГОСТ 9467-75 | Электроды покрытые металлические для ручной дуговой сварки конструкционных и теплоустойчивых сталей. Типы |
ГОСТ 10052-75 | Электроды покрытые металлические для ручной дуговой сварки высоколегированных сталей с особыми свойствами. Типы |
ГОСТ 17299-78 | Спирт этиловый технический. Технические условия |
ГОСТ 18968-73 | Прутки и полосы из коррозионно-стойкой и жаропрочной стали для лопаток паровых турбин. Технические условия |
ГОСТ 19281-89 | Прокат из стали повышенной прочности. Общие технические условия |
ГОСТ 20072-74 | Сталь теплоустойчивая. Технические условия |
ГОСТ 24297-87 | Входной контроль продукции. Основные положения |
ГОСТ 12.1.004-91 | ССБТ. Пожарная безопасность. Общие требования |
ГОСТ 12.1.030-81 | ССБТ. Электробезопасность. Защитное заземление, зануление |
ГОСТ 12.1.038-82 | ССБТ. Общие требования. Электробезопасность |
Отраслевые стандарты | |
ОСТ 108.030.113-87 | Поковки из углеродистой и легированной стали для оборудования и трубопроводов тепловых и атомных станций |
ОСТ 108.030.118-78 | Листы из стали марки 16ГНМА для барабанов котлов высокого давления. Технические условия |
ОСТ 108.961.03-79 | Отливки из углеродистой и легированной стали для фасонных элементов паровых котлов и трубопроводов с гарантированными характеристиками прочности при высоких температурах |
Технические условия | |
ТУ 3-923-75 | Трубы котельные бесшовные механически обработанные из конструкционной марки стали |
ТУ 14-1-1921-76 | Сталь листовая низколегированная для прямошовных магистральных газонефтепроводных труб диаметром 530-820 мм |
ТУ 14-3-341-75 | Трубы плавниковые холоднокатаные из стали марок 12Х1МФ и 20 для паровых котлов |
ТУ 14-3-420-75 | Трубы стальные бесшовные горячекатаные толстостенные для паровых котлов и трубопроводов |
ТУ 14-3-460-75 | Трубы стальные бесшовные для паровых котлов и трубопроводов |
ТУ 14-3-796-79 | Трубы бесшовные холоднодеформированные для паровых котлов и трубопроводов с гарантированными из коррозионно-стойкой стали |
ТУ 108-874-79 | Трубы центробежные из стали марки 15X1M1Ф |
ТУ 108-1268-84 | Листы из стали марки 15ГС |
Другие НТД и ПТД | |
- | Правила устройства и безопасной эксплуатации паровых и водогрейных котлов |
- | Правила устройства и безопасной эксплуатации трубопроводов пара и горячей воды |
ПН АЭ Г-7-008-89 | Правила устройства и безопасной эксплуатации оборудования и трубопроводов атомных энергетических установок |
РД 34 15.027-92 (РТМ-1c-92) | Сварка, термообработка и контроль трубных систем котлов и трубопроводов при монтаже и ремонте оборудования электростанций |
РД 34 17.401-88 | Положение о входном контроле металла теплоэнергетических установок с давлением 9 МПа и выше |
- | Правила технической эксплуатации электроустановок потребителей |
- | Правила техники безопасности при эксплуатации электроустановок потребителей |
СН 245-71 | Санитарные нормы проектирования промышленных предприятий |
РАЗРАБОТЧИК АО "Энергомонтажпроект"
Главный инженер Д.И. Кривошеин, 1994 г.
Заведующий отделом сварки и дефектоскопии С.А. Белкин, 29.04.94
Главный технолог проекта В.А. Малашонок 27.04.94
СОГЛАСОВАН Госгортехнадзором России 23 мая 1994 г.
УТВЕРЖДЕН
Заместитель министра Ю.Н. Корсун, 23 мая 1994 г.
Настоящий производственно-технологический документ (ПТД) устанавливает методику контроля стилоскопированием металла материалов, полуфабрикатов, деталей, сборочных единиц и швов сварных соединений оборудования, трубопроводов и конструкций электростанций, подконтрольных Госгортехнадзору РФ.
Методика разработана на основе "Методических указаний по проведению спектрального анализа металла деталей энергетических установок с помощью стилоскопа" (М., СНТИ, 1969), "Методических рекомендаций по проведению полуколичественного спектрального анализа сталей на стилоскопе с дугой постоянного тока" (Свердловск, УралНИИЧМ, 1983), накопленного опыта визуального спектрального анализа металла при входном контроле, монтаже и ремонте оборудования тепловых электростанций.
Настоящая методика может быть применена при контроле стилоскопированием металла деталей и швов сварных соединений оборудования, конструкций и трубопроводов атомных электростанций, на которые распространяется действие "Правил устройства и безопасной эксплуатации оборудования и трубопроводов атомных энергетических установок ПН АЭ Г-7-008-89" в случаях, когда проведение данного вида контроля предусмотрено конструкторской или производственно-технологической документацией при условии согласования с Госатомнадзором РФ.
Методика не может быть полностью или частично воспроизведена и тиражирована из-за возможности искажения линий спектра на рисунках.
1. ОБЩИЕ ПОЛОЖЕНИЯ
1.1 Настоящая методика предназначена для персонала заводов-изготовителей, монтажных, ремонтных организаций и электростанций, осуществляющих организацию контроля и контроль материалов, полуфабрикатов, деталей, сборочных единиц и швов сварных соединений.
1.2 Стилоскопированием проверяется наличие, отсутствие и содержание основных легирующих элементов с целью подтверждения соответствия требованиям нормативно-технических документов (НТД) химического состава металла материалов и швов сварных соединений. Стилоскопированием определяют также содержание углерода и серы.
В приложениях А и Б приведен химический состав металла наиболее распространенных материалов, полуфабрикатов, сварочной проволоки и наплавленного металла покрытых электродов, применяющихся для изготовления, монтажа и ремонта оборудования и трубопроводов теплоэнергетических установок.
1.3 Контроль стилоскопированием проводится в объеме, установленном "Правилами устройства и безопасной эксплуатации паровых и водогрейных котлов" и "Правилами устройства и безопасной эксплуатации трубопроводов пара и горячей воды" для изделий и их элементов, изготовление, монтаж и ремонт которых проводится по данным Правилам.
Необходимость и объем контроля стилоскопированием деталей и сварных швов изделий, на которые данные Правила не распространяются, а также сварочных материалов, применяющихся при их изготовлении, монтаже и ремонте устанавливаются отраслевыми НТД на изготовление и сварку, ПТД (технологические инструкции, карты технологического процесса) или конструкторской документацией.
1.4 Стилоскопирование металла деталей, сборочных единиц, швов сварных соединений и сварочных материалов проводятся при входном контроле (ГОСТ 24297), в процессе и после монтажа или ремонта.
Организацию и порядок проведения контроля стилоскопированием необходимо осуществлять в соответствии с требованиями, установленными НТД, ПТД, действующими на предприятии (организации), а также в соответствии с требованиями настоящей методики.
1.5 Стилоскопирование на смонтированном трубопроводе проводят согласно схеме трубопровода в соответствии с нумерацией сварных стыков. Запись результатов контроля необходимо выполнять согласно номерам сварных стыков, ограничивающих контролируемую зону.
Примеры записи результатов контроля.
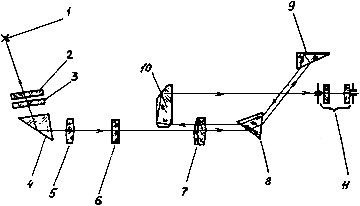
Контролируемый участок трубопровода между стыками 9 и 10 (рисунок 1) обозначается "Труба 9-10". Задвижка между стыками 7 и 8 обозначается "Задвижка 7-8" и т.д. Металл сварных швов обозначается номером стыка.
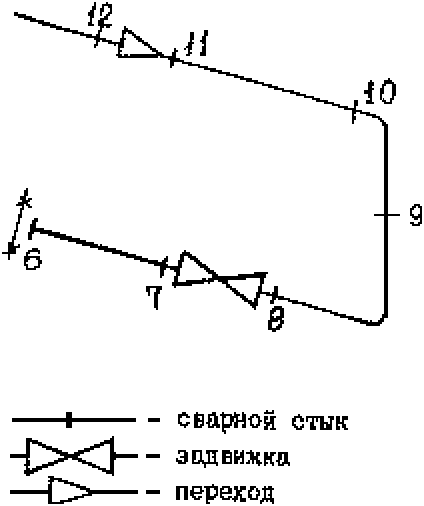
Рисунок 1 - Схема трубопровода
1.6 Контроль каждой трубы, вне зависимости от размеров, необходимо осуществлять на обеих ее концах на расстоянии 60-70 мм от каждого сварного или фланцевого соединения и обязательно до наложения изоляции нового участка трубопровода.
1.7 Стилоскопирование крепежа арматуры, фланцевых соединений необходимо проводить после их установки по проекту. Если при контроле крепежа обнаружено несоответствие материала запроектированному, то составляется эскиз (рисунок 2), который прилагается к протоколу.
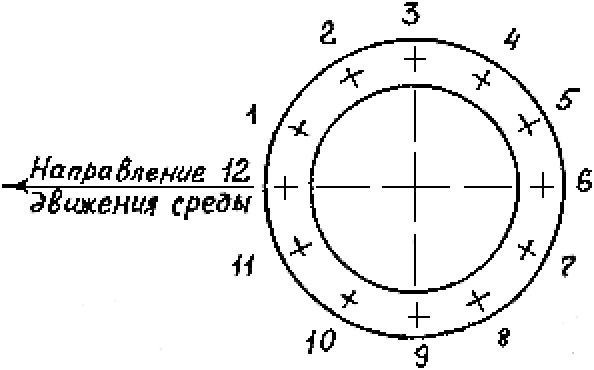
Рисунок 2 - Схема расположения шпилек на задвижке 7-8
Запись результатов стилоскопирования крепежа в протоколе проводится в соответствии с принятой на эскизе нумерацией.
1.8 Контроль рабочих лопаток турбины необходимо проводить в замковой части лопатки. Валы роторов следует проверять на торцевой поверхности.
Места контроля остальных деталей определяют удобством установки стилоскопа.
В целях наибольшей достоверности результатов контроль рекомендуется проводить в двух точках.
1.9 Стилоскопирование металла шва следует проводить на зачищенных до металлического блеска участках (площадках) поверхности шва. Сварные соединения, которые выполняли одновременно два сварщика, необходимо стилоскопировать на двух диаметрально противоположных участках шва. В остальных случаях стилоскопирование можно осуществлять на одном участке. Стилоскопирование металла шва необходимо проводить до термической обработки сварных соединений.
1.10 Пятно обыскривания (след от разряда) при стилоскопировании высоколегированных сталей (аустенитного, ферритного, мартенситного классов) необходимо удалять обработкой напильником или абразивным инструментом.
1.11 Для проверки соответствия сварочных электродов марочному составу отбирают по три электрода из разных пачек партии, образцы для контроля стилоскопированием изготавливают из наплавленного металла (см. п.3.2).
1.12 Если при проверке выявлено несоответствие химического состава наплавленного металла хотя бы одного из трех контролируемых электродов требованиям НТД, то партия должна быть проконтролирована повторно в объеме 10 электродов из разных пачек партии. Если при повторном стилоскопировании будет выявлено несоответствие марочного состава хотя бы одного электрода, бракуют всю контролируемую партию электродов.
1.13 Каждая бухта (моток, катушка) сварочной проволоки перед сваркой должна быть проверена стилоскопированием (см. п.3.2) на соответствие содержания основных легирующих элементов требованиям НТД. Стилоскопированию подвергают концы каждой бухты (мотка, катушки). При неудовлетворительных результатах стилоскопирования бухта не может быть использована для сварки до установления точного химического состава сварочной проволоки химическим анализом.
2. ПРИБОРЫ ДЛЯ ВИЗУАЛЬНОГО КАЧЕСТВЕННОГО И ПОЛУКОЛИЧЕСТВЕННОГО СПЕКТРАЛЬНОГО АНАЛИЗА
2.1 Для контроля стилоскопированием необходимо применять стилоскопы следующих типов: стационарный "Спектр" (серия СЛ) с горизонтальным расположением деталей, универсальный СЛУ и стилоскопы прежних выпусков: СЛ-1, СЛ-3, СЛ-10, CЛ-11, СЛП-1, СЛП-2.
Стилоскопы предназначаются для быстрого визуального качественного и полуколичественного (или сравнительного количественного) спектрального анализа сталей и цветных металлов в видимой области спектра.
Стационарные стилоскопы предназначены для проведения визуального спектрального анализа мелких деталей, которые могут быть установлены на столике стилоскопа. Для контроля крупногабаритных изделий, доставка которых к прибору затруднена, а также при контроле деталей на смонтированном оборудовании используют переносные стилоскопы.
В комплект стилоскопической установки входят генератор электрического разряда, оптическое устройство и различные приспособления для правильной установки электрода и пробы.
Электрическая схема генератора стилоскопических установок позволяет получать электрическую дугу или низковольтную искру переменного тока. Замена источника питания типовой стилоскопической установки на дугу достоянного тока, например, от сварочного оборудования, позволяет уменьшить вес переносных стилоскопов, повысить надежность и ремонтопригодность оборудования и, тем самым, облегчить работу контролера.
Принцип действия стилоскопической установки заключается в следующем:
между анализируемым образцом, являющимся одним из электродов, и электродом зажигается дуга или искра, что приводит к парообразованию металла и заполнению межэлектродного пространства светящимися парами;
излучение светящегося пара направляется осветителем через щель прибора в оптическую систему, где происходит разложение света и образование линейчатого спектра;
полученный спектр представляет собой ряд световых проекций щели, каждая из которых соответствует определенной длине волны;
контролер рассматривает в окуляр спектр анализируемого металла; наличие в спектре характерных линий искомых элементов указывает на присутствие данных элементов в анализируемом металле;
сравнение относительной интенсивности спектральных линий искомых элементов с линиями основы дает возможность приближенной оценки содержания элементов в металле.
Сопоставление полученных результатов с химическим составом проектной марки металла позволяет оценить соответствие металла контролируемой детали требованиям проекта.
Стилоскопы СЛП-1 и СЛП-2 и СЛУ работают от дуговых генераторов типа ПГ-1 и ПГД-1, ПГД-2. Генераторы имеют малую массу и компактны. Электрическая схема генераторов - это схема генератора активированной дуги переменного тока. Путем переключения в схеме можно получать дуговой и искровой разряды.
Универсальная стилоскопическая установка СЛУ (см. таблицу 1), созданная на базе переносных стилоскопов СЛП-1 и СЛП-2, позволяет работать как в монтажных, так и в стационарных условиях.
Таблица 1 - Основные технические данные стилоскопа СЛУ
Технические данные стилоскопа универсального СЛУ АЛ2.851.047 | Норма |
Диапазон длин волн, нм | от 390 до 700 |
Обратная линейная дисперсия, нм/мм | |
в диапазоне 390 | 1,65 |
в диапазоне 470 | 3,5 |
в диапазоне 700 | 13,34 |
Предел разрешающей способности, нм | 0,089 |
Фокусное расстояние объектива, мм | 322,2 |
Ширина входной щели, мм | 0,01 |
Ток дуги, А | 7 ± 1 |
Ток искры, А | 3,5 ± 0,5 |
Потребляемая мощность, В·А | |
Питание от сети переменного тока: | 930 |
напряжение, В | |
Частота, Гц | 50 ± 1 |
Габариты, мм, не более: | ± 1 |
стилоскопа | 175×190×695 |
блока питания | 375×150×350 |
источника света | 300×180×380 |
Масса комплекта, кг, не более | 35 |
Универсальный стилоскоп монтируется в двух вариантах.
При сортировке деталей, анализе крупногабаритных конструкций, крупных поковок, металлического лома целесообразно применять первый вариант (рисунок 3).
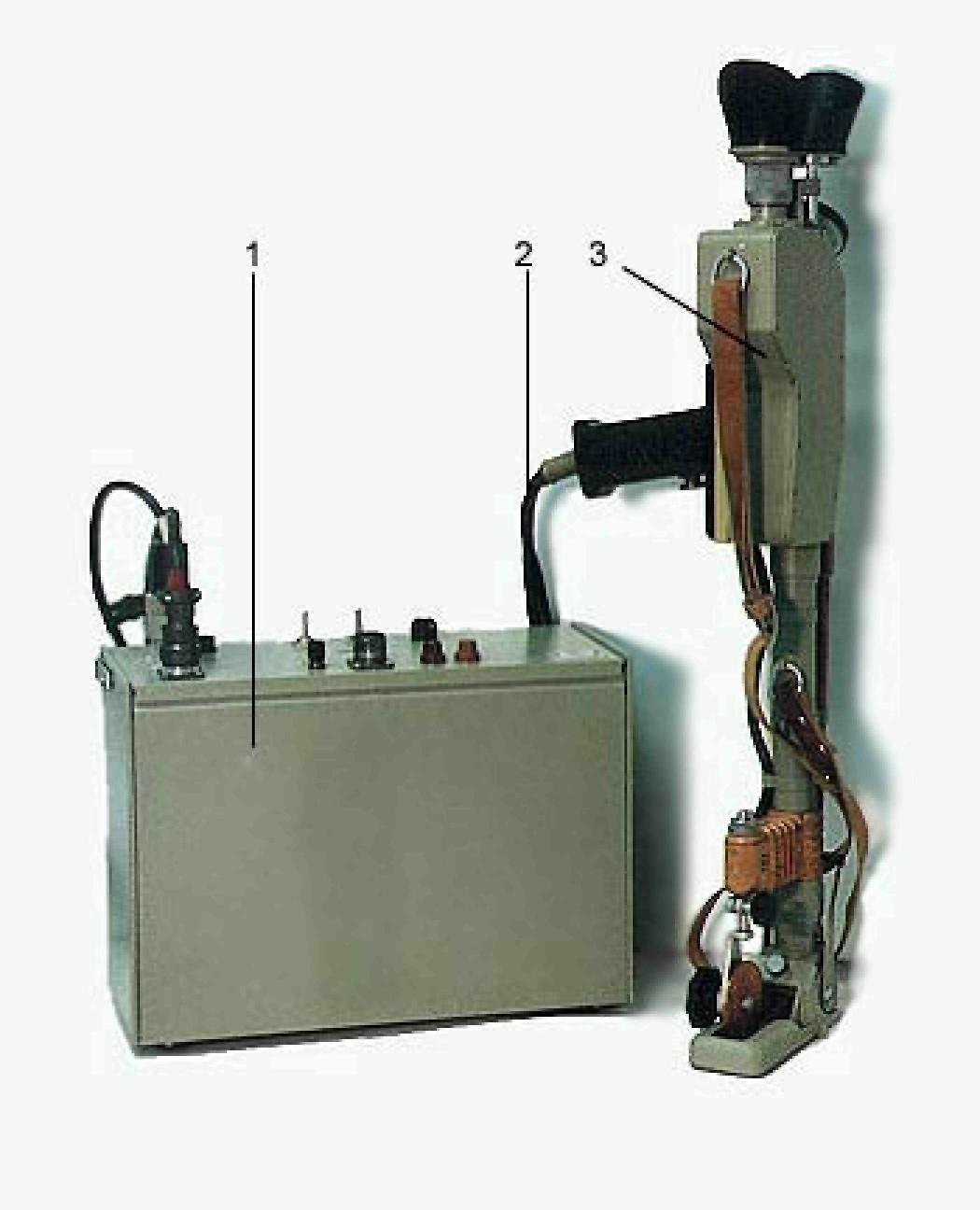
1 - блок питания; 2 - кабель; 3 - стилоскоп
Рисунок 3 - Общий вид универсального стилоскопа (1 вариант)
При разработке и уточнении методик спектрального анализа, при анализе партий малогабаритных образцов - второй вариант (рисунок 4).
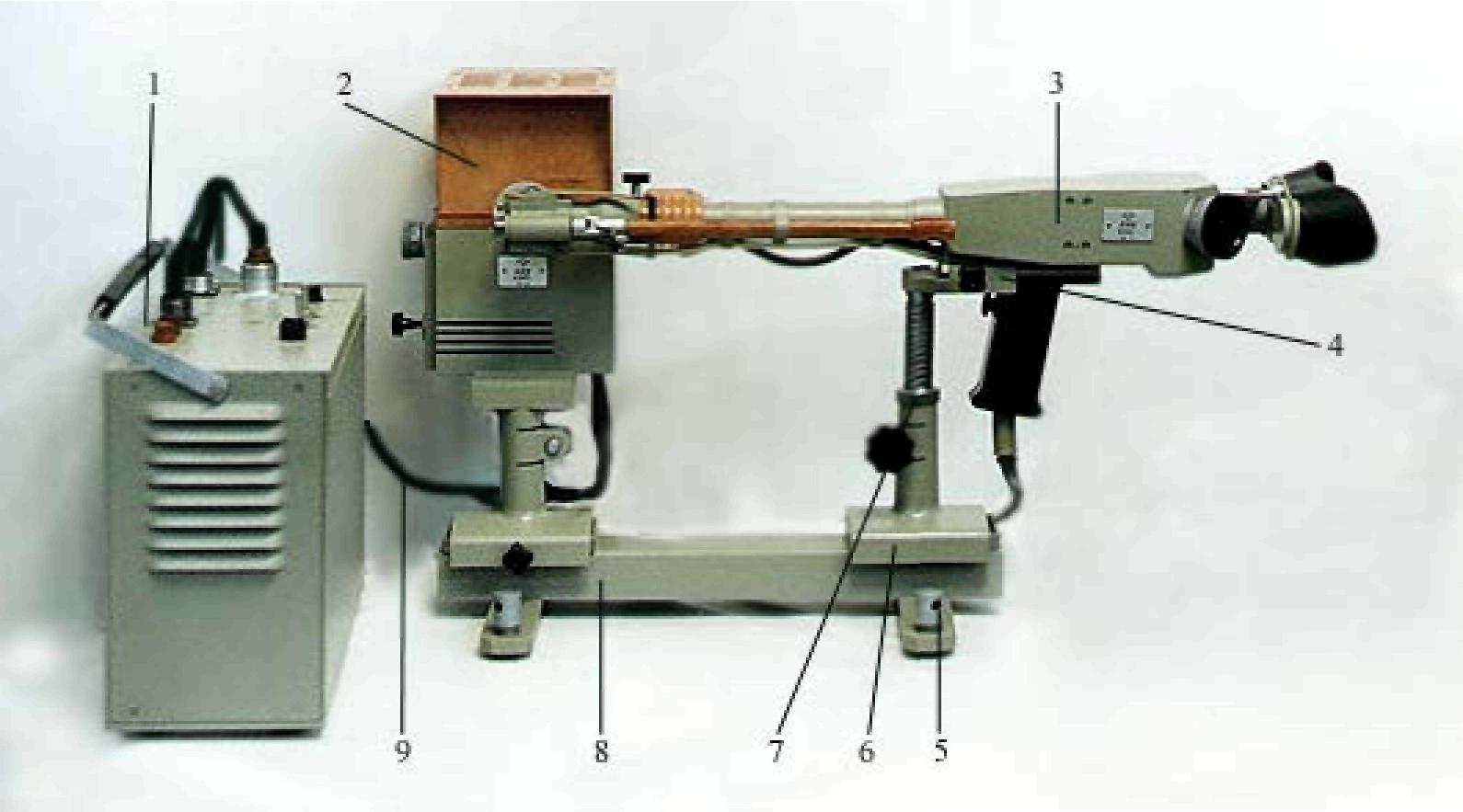
1 - блок питания; 2 - источник света; 3 - стилоскоп; 4 - крепежное устройство; 5 - подставка;
6 - подставка; 7 - выдвижной винт; 8 - рельс; 9 - кабель
Рисунок 4 - Общий вид универсального стилоскопа (2 вариант)
Переносная часть установки (1 вариант) собрана аналогично установкам СЛП-1 и СЛП-2.
Оптическая схема приборов "Спектр", СЛ-10, СЛ-11, СЛП-1, СЛП-2, СЛУ построена по автоколлимационной схеме. Оптическая принципиальная схема показана на рисунке 5. Свет от дуги 1 призмой 4 направляется на линзу 5, которая формирует изображение источника на пластину 6 с щелью, установленной в фокальной плоскости объектива 7. Параллельный пучок света попадает на диспергирующие призмы: неподвижную шестидесятиградусную 8 и поворотную тридцатиградусную 9 с посеребренной гранью большого катета. При прохождении луча в обратном направлении происходит перефокусировка объектива и луч призмой 10 направляется в окуляр 11, где и наблюдается изображение спектра.
1 - дуга; 2 - сменное защитное стекло; 3 - постоянное защитное стекло; 4 - призма; 5 - линза;
6 - пластина с щелью; 7 - объектив; 8 - неподвижная диспергирующая призма;
9 - поворотная диспергирующая призма; 10 - призма; 11 - окуляр
Рисунок 5 - Оптическая принципиальная схема стилоскопа
Для защиты призмы 4 от атмосферных паров, пыли и брызг расплавленного металла используются постоянное защитное стекло 3 и сменное защитное стекло 2.
Благодаря компактной оптической схеме автоколлимационные стилоскопы находят широкое применение на производстве, хорошо разделяют спектральные линии и обладают высокой предельной разрешающей способностью.
2.2 Порядок работы с универсальным стилоскопом
2.2.1 Перед началом работы со стилоскопом необходимо проверить исправность генератора блока питания и соединительных проводов, состояние защитного стекла стилоскопа, а также протереть салфеткой из чистой мягкой ткани смотровую насадку, не допуская загрязнения окуляра.
Со стилоскопом следует обращаться с большой осторожностью, особенно оберегая от ударов головку с карболитовым изолятором, маховичок спектра и окуляр.
2.2.2 После проверки выполняют следующие операции:
- устанавливает блок питания генератора в необходимый режим работы тумблером "Дуга-Искра", расположенным на блоке питания; во избежание поломки генератора не рекомендуется во время работы переключать блок питания с одного режима на другой;
- подключают к стилоскопу блок питания через соответствующие разъемы соединительных проводов и выполняют заземление корпуса блока питания заземляющим гибким медным проводом сечением не менее 4 мм2;
- подключают блок питания при помощи штепсельной розетки к сети;
- после загорания сигнальной лампочки устанавливают электрод прибора так, чтобы опорный контакт находился на меньшей из зачищенных площадок, а электрод оказался против середины большей аналитической площадки (см. п.3.1);
- включают пусковую кнопку выключателя, который находится на ручке стилоскопа и наклоняют прибор к большей площадке до тех пор, пока не загорится дуга (искра);
- устанавливают зазор между электродом и анализируемым металлом 2-3 мм, если дуга не загорится, то необходимо отключить генератор и проверить предохранители;
- после загорания дуги перемещением электрода по аналитической площадке необходимо добиться устойчивого ее горения, при этом дуга должна гореть спокойно, издавая монотонный звук.
2.2.3 После достижения стабильного горения дуги выполняют спектральный анализ в следующей последовательности:
- наблюдая спектр через окуляр и регулируя поворотной призмой с помощью рукоятки и кольца окуляра устраняют размытость линий и недостаточную яркость спектра;
- после получения спектра с четкими линиями и достаточной яркостью, вращая маховичок барабана, выводят в середину поля зрения требуемую область спектра;
- установкой окуляра добиваются максимальной резкости спектральной линии и приступают к оценке содержания моментов в анализируемом образце.
2.2.4 По окончании анализа прибор необходимо выключить, освободив пусковую кнопку выключателя. Стилоскоп и генератор блока питания необходимо протереть и поместить в ящики.
2.2.5 Если работа проводится на открытом воздухе в яркий солнечный день или при наличии ветра, то условия для наблюдения ухудшаются из-за уменьшения яркости спектра. Это обстоятельство является следствием попадания в прибор рассеянного света, длительной адаптации зрения и перемещения дуги. В подобных случаях рекомендуется участок территории, где производится анализ, оградить щитами-экранами.
2.2.6 Режим работы генератора блока питания во избежание его перегрева должен быть повторно кратковременным - 5 минут работы, 5 минут перерыва.
2.2.7 Ремонт и регулировку генератора необходимо проводить специально обученным персоналом.
2.2.8 Во избежание отпотевания при переносе прибора из среды с низкой температурой в теплое помещение стилоскоп и генератор необходимо переносить в плотно закрытых ящиках. Открывать ящики можно лишь тогда, когда прибор примет температуру окружающей среды, например, при переносе стилоскопа из среды с температурой минус 40 °С в помещение с температурой плюс 18 °С требуется 2-3 часа.
2.2.9 Работа на универсальном стилоскопе СЛУ по первому варианту проводится по п.п.2.2.1-2.2.4.
2.2.10. Работа на универсальном стилоскопе по второму варианту проводится в следующей последовательности:
- помещают на столике источника света образец и по калибрам устанавливают расстояние от электрода до анализируемого образца;
- устанавливают на блоке питания необходимый режим тумблером "Дуга-Искра" и включают источник света;
- изменяя положение источника света и стилоскопа, совмещают их оптические оси, наблюдая спектр в окуляре;
- повторяют работу по п.п.2.2.3, 2.2.4.
2.2.11 При анализе элементов (кремний, фосфор и т.д.), дающих трудновозбудимый спектр, подключают дополнительную емкость тумблером "Емкость" на блоке питания. Тумблер "Дуга-Искра" переключают в положение "Искра".
2.3 Уход за аппаратурой
2.3.1 При получении стилоскопа необходимо извлечь его из ящика, провести внешний осмотр и удалить пыль с поверхностей линз. При обнаружении внешних серьезных повреждений стилоскоп возвращается на завод-изготовитель с актом рекламации для ремонта или замены.
2.3.2 Стилоскоп должен быть установлен в помещении, свободном от паров кислот и щелочей, при относительной влажности воздуха не более 80% и температуре 20±10 °C. Ознакомившись с прилагаемым к стилоскопу техническим описанием (инструкцией по эксплуатации), устанавливают в рабочее положение и включают в сеть.
2.3.3 Разрешающую способность стилоскопа проверяют по контрольным линиям, указанным в паспорте прибора. Исправный стилоскоп допускает разделение этих линий.
Отсутствие спектра или недостаточное разделение контрольных линий свидетельствует о нарушении оптической системы стилоскопа. В этом случае стилоскоп не ремонтируют, а направляют на завод-изготовитель для замены.
2.3.4 Особое внимание следует обращать на чистоту оптических деталей. Удалять пыль с оптических поверхностей следует только беличьей кисточкой или салфеткой из мягкой ткани.
Чистку линз окуляров следует производить осторожно тампонами из обезжиренной ваты, слегка смоченными этиловым спиртом по ГОСТ 17299. Нельзя оптические детали трогать пальцами, т.к. это приводит к появлению жировых пятен, удаление которых требует большого опыта. Следы случайных прикосновений пальцев надо удалять немедленно салфеткой из неворсистой ткани или ватным тампоном, слегка смоченным этиловым спиртом. Застарелые пятна плохо поддаются чистке, а недостаточно чистые растворители могут внести дополнительные загрязнения.
2.3.5 Уход за генератором заключается в периодической чистке контактов искрового разрядника от окислов (примерно через 500-800 ч работы) мелкой шлифовальной бумагой и удалении пыли с наружных и внутренних поверхностей. Ремонт и регулировка генератора должны проводиться специально обученным персоналом.
Проверка сопротивления изоляции проводов генератора проводится один раз в три месяца мегомметром на 500 В с записью результатов проверки в журнале лаборатории.
2.3.6 Зачистка контактов разрядника производится шлифовальной бумагой. Поверхность разрядника после зачистки должна быть ровной без царапин и механических повреждений.
2.3.7 В нерабочем состоянии переносные стилоскопы следует хранить в ящиках, а стационарные - закрывать чехлами.
3. ПОДГОТОВКА ИЗДЕЛИЙ, СВАРОЧНЫХ МАТЕРИАЛОВ И ЭЛЕКТРОДОВ СТИЛОСКОПА К РАБОТЕ
3.1 Для проведения анализа на изделии выбирают, по возможности, плоский участок поверхности размером 2×2 см. Зачистку производят абразивным кругом или напильником до полного удаления следов краски, окалины и дефектов поверхности образца (чешуйчатости, раковин).
Если анализируемый образец проходил травление или химическую обработку, то этот слой при зачистке необходимо удалить.
Для исключения возможности загрязнения контролируемого изделия материалом круга, особенно при определении кремния и титана, окончательную обработку анализируемого участка производят напильником.
При работе с переносным стилоскопом необходимо зачистить дополнительную площадку размером 1×1 см на расстоянии 8 см от анализируемой площадки, причем достаточно удалить лишь краску и окалину. В эту площадку должен упираться опорный контакт для подведения к контролируемой детали одного из полюсов электрической сети.
Для отбора проб с помощью ударно-искрового пробоотборника на детали подготавливается площадка размерами 3×3 см.
3.2 Масса контролируемой детали должна быть не менее 50 г, иначе может произойти усиленное поступление пробы в плазму разряда. Мелкие детали, стружка и другие изделия меньшей массы допускаются к анализу при условии приготовления из них специальных образцов.
Сварочную проволоку собирают в пакеты, имеющие форму стержня длиной 40-50 мм. Такие пакеты приготавливают из каждой бухты (мотка) или катушки. Количество проволоки, входящей в пакет, определяется ее диаметром, так при диаметре 0,3-1,0 мм берется семь отрезков проволоки, при диаметре 1,2-1,6 мм - пять и т.д.
Для анализа сварочных электродов образцы изготавливают из наплавленного металла. Наплавку производят на пластине из стали марки Ст3сп по ГОСТ 380 или из стали, для сварки которой предназначены электроды; толщина пластины при диаметре электрода до 3 мм должна быть не менее 4 мм, а при диаметре электрода свыше 3 мм - не менее 6 мм. Форма наплавки - круглая в виде цилиндра, высота и основание которого не менее четырех диаметров проверяемого электрода. Каждая наплавка выполняется одним электродом. Верхнюю площадку бобышки зачищают до металлического блеска для проведения стилоскопирования.
Стружку прессуют в брикет диаметром не менее 15 мм при длине 50 мм. Брикеты готовят на механических прессах различного типа или путем уплотнения в формах с помощью кувалды.
3.3 К стилоскопу прилагается стержневые (стальные) и дисковые (стальные и медные) электроды.
Стальные электроды изготовлены из стали марки У7 (ГОСТ 1435), медные - из меди марки M1T2 (ГОСТ 495). Для изготовления стальных электродов допускается использовать стали марок У8, У9, У10, У12, У7А, У8А, У9А (ГОСТ 1435*).
Постоянные электроды перед началом работы должны иметь следующие размеры:
электроды дисковой формы: диаметр 60 мм для переносных стилоскопов и 90 мм для стационарных стилоскопов, толщину 1,0-1,5 мм;
электроды стержневой формы: диаметр 8-10 мм, длину 220-250 мм. Торцы стержневых электродов затачивают на усеченный конус, дисковые - по периметру.
3.4 При заточке не требуется строгого сохранения размеров электродов, но необходимо придерживаться единообразия в их подготовке.
Если по каким-либо причинам требуется изменить форму заточки, то необходимо для выбранных условий проверить спектроскопические признаки по образцам с известным химическим составом.
Перед каждым анализом постоянные электроды следует зачищать. При заточке электродов допускается уменьшение диаметра диска до 40 мм, а длины стержня - до 130 мм.
Для заточки электродов и зачистки изделий необходимо применять специальные заточные станки, напильники и шлифовальную шкурку. Во избежание переноса вещества от предыдущей анализируемой пробы на последующую инструмент, используемый для заточки, следует очищать после каждого его применения.
4. МЕТОДИКА ПРОВЕДЕНИЯ АНАЛИЗA
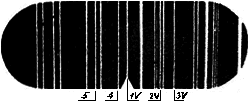
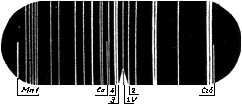
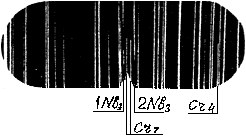
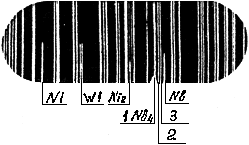
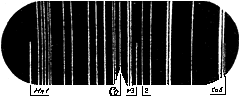
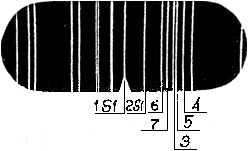
4.1. Качественный и полуколичественный спектральный анализ проводится в соответствии с рисунками различных областей спектра, приведенных в настоящей методике.
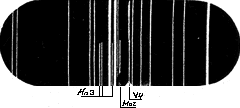
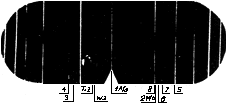
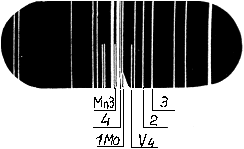
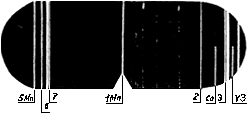
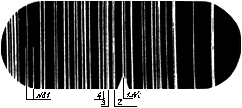
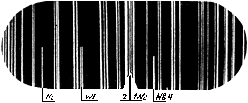
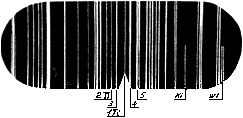
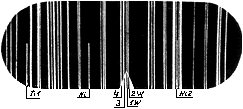
На рисунках 7-31 графически изображены спектральные линии большинства элементов, определяемых в стали с применением медного постоянного электрода. К каждому рисунку приведены спектроскопические признаки и соответствующие им процентные содержания определяемого элемента для дуги переменного и постоянного тока. До половины высоты спектра изображены линии групп других элементов, которые могут быть видны в данном участке спектра.
Каждому химическому элементу соответствуют определенные линии спектра излучения. По яркости спектральных линий можно судить о содержании химического элемента в анализируемом металле: чем больше содержание этого элемента, тем интенсивнее линии его спектра.
Однако спектральные линии химических элементов нельзя наблюдать изолированно от других линий спектра, так как интенсивность линий зависит не только от процента содержания элемента, но и от условий возбуждения спектра. Кроме того, довольно трудно судить об интенсивности отдельной линии, не сравнивая ее с каким-либо эталоном. Интенсивность спектральной линии оценивают путем визуального сравнения с другими спектральными линиями, интенсивности которых приняты за условный стандарт.
Таким образом, о содержании искомого химического элемента судят по соотношению интенсивностей двух и более линий рассматриваемого спектра: линий определяемого химического элемента и линий сравнения, за которые принимают линии основы стали (железа).
Длины волн определяемых элементов и элемента сравнения приведены в таблице 2.
Таблица 2 - Условные обозначения группы аналитических спектральных линий
Группы линий | Линии определяемых элементов | Линии элемента сравнения (железа) | ||
Условное обозначение линий | Длина волн, нм | Условное обозначение линий | Длина волн, нм | |
V1 | 1V1 | 437,924 | 4 | 437,593 |
2V1 | 438,997 | 5 | 436,98 | |
3V1 | 439,523 | |||
V3 | 1V3 | 487,548 | 2 | 487,822 |
3 | 487,215 | |||
4 | 487,133 | |||
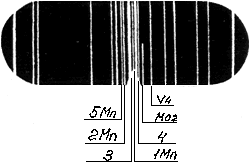
V4 | 1V4 | 603,920 | - | - |
Мо1 | 1Mo1 | 553,305 | 3 | 550,147 |
2Mo1 | 557,045 | 4 | 549,752 | |
5 | 558,676 | |||
6 | 557,285 | |||
7 | 557,611 | |||
8 | 556,963 | |||
Mo2 | 1Mo2 | 603,066 | 2 | 605,600 |
3 | 606,549 | |||
4 | 602,706 | |||
Mn1 | 1Mn1 | 482,352 | 2 | 485,975 |
5Mn1 | 478,342 | 3 | 487,133 | |
6 | 478,681 | |||
7 | 478,965 | |||
Mn2 | 1Mn2 | 551,677 | 2 | 550,147 |
3 | 549,752 | |||
Mn3 | 1Mn3 | 602,180 | 3 | 602,018 |
2Mn3 | 601,664 | 4 | 602,706 | |
5Mn3 | 601,350 | 6 | 599,995 | |
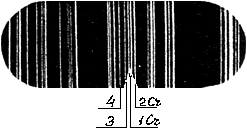
Cr1 | 1Cr1 | 520,452 | 3 | 520,234 |
1Cr1 | 520,604 | 4 | 519,871 | |
2Cr1 | 520,844 | |||
Cr4 | 1Cr4 | 540,979 | 2 | 541,091 |
3 | 541,521 | |||
4 | 540,578 | |||
Cr6 | 1Cr6 | 492,227 | 2 | 491,900 |
3 | 492,050 | |||
Cr7 | 1Cr7 | 534,581 | 4 | 537,149 |
2Cr7 | 534,832 | 5 | 534,103 | |
6 | 533,994 | |||
7 | 533,330 | |||
8 | 532,418 | |||
Ni1 | 1Ni1 | 471,442 | 2 | 471,029 |
3 | 470,910 | |||
4 | 470,728 | |||
Ni2 | 1Ni2 | 508,052 | 2 | 507,924 |
Ti1 | 1Ti1 | 499,951 | 3 | 499,413 |
2Ti1 | 499,107 | 4 | 500,187 | |
5 | 500,613 | |||
W1 | 1W1 | 505,330 | 3 | 505,164 |
2W1 | 505,461 | 4 | 504,983 | |
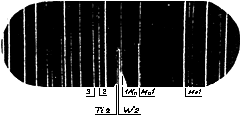
W2 | 1W2 | 551,470 | 2 | 550,147 |
3 | 549,752 | |||
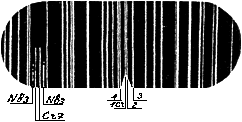
W3 | 1W3 | 465,987 | 3 | 467,317 |
4 | 465,450 | |||
Nb1 | 1Nb1 | 467,210 | 3 | 467,317 |
2Nb1 | 467,537 | 4 | 467,885 | |
Nb2 | 1Nb2 | 405,894 | - | - |
Nb3 | 1Nb3 | 534,417 | - | - |
2Nb3 | 535,104 | - | - | |
Nb4 | 1Nb4 | 509,53 | 2 | 509,70 |
3 | 509,87 | |||
Со | 1Co1 | 486,788 | 2 | 487,822 |
Si2 | 1Si2 | 634,701 | 3 | 640,803 |
2Si2 | 637,109 | 4 | 642,136 | |
5 | 641,166 | |||
6 | 639,361 | |||
7 | 640,002 | |||
Спектральные линии, видимые в стилоскопе, различаются по яркости, степени размытости и расположению. Наиболее яркие спектральные линии на рисунках условно сделаны более широкими, менее яркие - соответственно более узкими. Все линии на рисунках обозначены символом химических элементов перед общепринятой нумерацией групп. Например, V1 означает ванадий по группе 1.
При проведении анализа для многих элементов используются несколько групп аналитических линий, расположенных в различных областях спектра.
Как правило, каждая группа линий оказывается пригодной при оценке содержания элемента лишь в определенном диапазоне концентраций. Те спектральные линии, по которым производится анализ, снабжены цифрами-обозначениями перед химическими символами. Цифрой "1" отмечается основная линия искомого элемента. Эта линия показана в центре рисунка под указателем.
При проведении анализа приняты следующие соотношения интенсивности линий определяемого элемента и линий основы:
а) если линия определяемого элемента и линии сравнения равны по интенсивности, то оценка интенсивности обозначается знаком равенства "=", например, 1V3 = 2;
б) если линия определяемого элемента слабее или сильнее по интенсивности, то оценка интенсивности обозначается знаками "<" или ">", например, 1Mo1 > 5 или Со<2;
в) если линия определяемого элемента значительно слабее или значительно сильнее по интенсивности линий сравнения, то оценка обозначается знаками "<<" или ">>", например, 1W1>> 3.
4.2 Картина спектра, наблюдаемая в окуляре стилоскопа, может не иметь полного сходства с изображением рассматриваемой области спектра на рисунке, несмотря на почти равные увеличения. Всегда имеются некоторые различия из-за дополнительного появления спектральных линий случайных примесей. Поэтому навыки в анализе надо приобретать не по рисункам, а обязательно при наблюдении спектров, видимых в окуляре стилоскопа, на образцах с известным химическим составом.
Оценку интенсивности сравниваемых линий большинства элементов следует начинать спустя 30-40 секунд после включения дуги. Исключение составляет никель, титан и вольфрам, анализ которых производится через 60 секунд после включения дуги. В течение этого времени, называемого временем обжига, выгорают загрязнения и стабилизируются условия испарения вещества электродов. Допустимое время горения дуги на одном участке поверхности изделия не должно превышать 2 минут, после чего дугу надо выключать. При необходимости анализ возобновляется на вновь подготовленном участке поверхности зачищенным электродом.
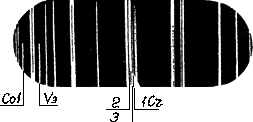
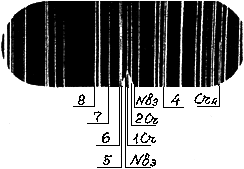
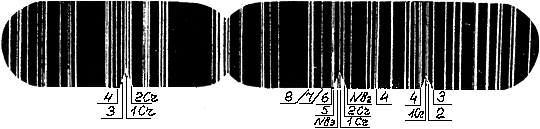
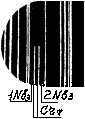
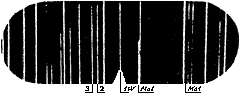
Для лучшей ориентации в спектре на рисунке 6 показана область спектра в диапазоне длин волн 395-640 нм. Там же указаны границы основных цветов спектра. В соответствии с длиной волны схематически изображены линии аналитических групп элементов, приведенных на рисунках 7-31. Линии этих групп расположены таким же образом, как при наблюдении в стилоскопе, т.е. длины волн возрастают слева направо.
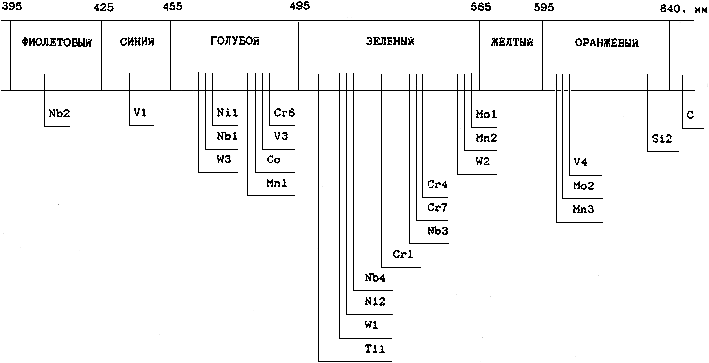
Рисунок 6. Область спектра в диапазоне длин волн 395-640 нм
4.3 Анализ выполняют в следующем порядке:
а) зачищают электрод и изделие;
б) межэлектродный промежуток устанавливают величиной 2-3 мм и зажигают дугу (искру);
в) руководствуясь приведенными указаниями контролер отыскивает нужную группу линий и проводит оценку содержания искомых элементов, записывая результаты анализа в журнал (блокнот) по заранее подготовленной форме. Определение элементов проводят в следующей последовательности: ванадий, молибден, марганец, хром, никель, титан, вольфрам, ниобий, кобальт, кремний.
Результат спектрального анализа, проводимого с помощью стилоскопа, определяется с точностью до 20%, поэтому, если содержание элемента оценено равным 1%, то фактическое содержание этого элемента может находиться в пределах 0,8-1,2%. Рекомендации по рассортировке сталей, близких по составу марок, приведены в таблице 3.
Таблица 3 - Рекомендации по рассортировке сталей, близких по составу
Марки сталей | Указания по анализу |
16M, 12МХ | Особое внимание уделять наличию линии хрома |
12MX, 15XM | Особое внимание уделять оценке интенсивности линий хрома |
20ХМФЛ, 15Х1М1ФЛ 15Х1М1Ф, 12X1МФ | Особое внимание уделять оценке интенсивности линий молибдена |
12Х1МФ, 12Х2МФСР | Особое внимание уделять оценке интенсивности линий хрома и молибдена. Косвенным показателем стали марки 12Х2МФСР может служить незначительное содержание порядка 0,03% титана (определяется по группе Ti1), который полностью отсутствует в стали марки 12X1M |
12Х2МФБ, 20Х1М1Ф1БР и другие стали, содержащие Nb от сталей марок 12Х2МФСР и 25Х2М1Ф | При определении хрома по группе Cr7 можно одновременно определить наличие ниобия по группе Nb3 |
Примечания 1 Наличие в стали молибдена при содержании более 0,15% и ванадия более 0,1% можно одновременно определять по группам Mo2 и V4 в оранжевой области спектра, что очень удобно при рассортировке сталей 12Х1МФ от сталей 12MX и 15XM. 2 Количество анализов, выполняемых одним контролером при рассортировке, близких по составу марок сталей, не рекомендуется превышать 50 за одну смену. | |
4.4. В случае незначительной разницы в содержании определяемых элементов, близких по составу марок сталей и трудности установления действительной марки, проводится количественный анализ этой стали химическим или спектрографическим методом.
Если при контроле не допускается повреждение деталей для взятия образцов, необходимых при химическом и спектрографическом методах анализа, то рекомендуется произвести отбор пробы посредством пробоотборника. Пробоотборник работает на принципе направленного переноса вещества при электрическом разряде, в результате которого на рабочую поверхность электрода пробоотборника переносится небольшое количество металла анализируемого изделия. Анализ перенесенного вещества проводится на спектрографе.
4.5 Указания по стилоскопированию металла шва в зависимости от марки сварочных материалов приведены в таблице 4.
Таблица 4 - Указания по стилоскопированию металла шва (наплавленного металла)
Сварочный материал | Результаты стилоскопирования | |
Электрод | Сварочная проволока (ГОСТ 2246-70) | |
ТМЛ-IV | Св-08МХ | Наличие молибдена, отсутствие ванадия и содержание хрома* |
ЦУ-2ХМ | Св-08ХМ | То же |
ЦЛ-20, ТМЛ-3У, ЦЛ-39, ЦЛ-45 | Св-08ХМФА, Св-08ХГСМФА | Наличие ванадия и молибдена, отсутствие ниобия и содержание хрома и марганца. Содержание марганца более 1% недопустимо |
ЦТ-26, ЦТ-26М | Св-04Х19Н11М3 | Отсутствие ванадия и содержание хрома (14-21%), никеля (7-12%), молибдена (1,5-3%) |
ЭА-400/10У, ЭА-400/10Т | - | Содержание хрома (16-19%), никеля (9-12%), молибдена (2-3,1%), марганца (1,5-3%) и ванадия (0,3-0,75%) |
ЦТ-15К | - | Содержание хрома (16-24%), никеля (9-14%), марганца (1-2,5%) и наличие ниобия |
ЦЛ-25/1, ЦЛ-25/2, ОЗЛ-6, ЗИО-8 | Св-07X25H13 | Отсутствие молибдена, ванадия и ниобия. Содержание хрома (22-27%), никеля (11-14%) и кремния (до 1,2%) |
- | Св-04Х19Н9 | Отсутствие молибдена, ванадия и ниобия. Содержание хрома (18-20%), никеля (8-10%) и кремния (до 1%) |
ЭА-395/9, ЦТ-10 | Св-10Х16Н25АМ6 | Содержание хрома (13-17%), никеля (23-27%) и молибдена (4,5-7%) |
ЦЛ-9 | - | Содержание хрома (21-26%), никеля (11-14%) и марганца (1,2-2,5%) и наличие ниобия |
________________ * Производится с целью не допустить ошибочного использования высоколегированных присадочных материалов (с содержанием хрома свыше 4%) для сварки изделий из сталей перлитного класса. | ||
Методики спектрального анализа кремния, углерода и серы на стилоскопе "Спектр" приведены в рекомендуемом приложении В.
В приложении Д приведены рисунки спектра, размеры которых соответствуют видимым в стилоскопе.
4.6 Определение ванадия
Определение ванадия ведется по трем группам спектральных линий:
V1 (рисунок 7), V3 (рисунок 8) и V4 (рисунок 9).
Область спектра | Дуга переменного тока | Дуга постоянного тока | Рекомендации | ||
Содержание ванадия, % | Оценка интенсивности | Содержание ванадия, % | Оценка интенсивности | ||
Сине-фиолетовая | 0,15 | 1V1 = 4 | 0,01 | 1V1 - едва видна | При определении малых содержаний ванадия обязательно добиться хорошей яркости спектра |
0,30 | 2V1 = 4 | 0,05-0,08 | 1V1 ≤ 5 | ||
0,50 | 3V1 = 4 | 0,10 | 1V1 ≥ 5; 1V1 < 4 | ||
0,12-0,15 | 1V1 ≤ 4 | ||||
0,20 | 1V1 ≥ 4; 2V1 ≤ 4 | ||||
0,30 | 2V1 = 4 | ||||
0,50 | 3V1 = 4 | ||||
Рисунок 7 - Группа V1
Область спектра | Дуга переменного тока | Дуга постоянного тока | Рекомендации | ||
Содержание ванадия, % | Оценка интенсивности | Содержание ванадия, % | Оценка интенсивности | ||
Зеленовато-голубая | 0,8 | 1V3 = 2 | 0,8 | 1V3 ≤ 2 | Использовать для определения средних содержаний ванадия |
1,5 | 1V3 = 3 | 1,0 | 1V3 = 2 | ||
2,5 | 1V3 = 4 | 1,2 | 1V3 ≥ 2 | ||
1,5 | 1V3 = 3 | ||||
2,0 | 1V3 ≥ 3; 1V3 ≤4 | ||||
2,5 | 1V3 = 4 | ||||
3,0 | 1V3 ≥ 4 | ||||
Рисунок 8 - Группа V3
Область спектра | Дуга переменного и постоянного тока | Рекомендации | |
Содержание ванадия, % | Оценка интенсивности | ||
Оранжевая | Более 0,1 | 1V4 - надежно выявляется | Использовать для качественного определения наличия ванадия в металле |
Рисунок 9 - Группа V4
Группа V1 расположена в сине-фиолетовой области спектра и служит для определения содержания ванадия от 0,01 до 0,5%.
Группа V3 расположена в зеленовато-голубой области спектра и служит для определения содержания ванадия от 0,8 до 2,5%.
Группа V4 расположена в оранжевой области спектра и служит только для определения наличия ванадия. Линия 1V надежно выявляется при концентрации свыше 0,1%.
4.7 Определение молибдена
Определение молибдена ведется по двум группам спектральных линий: Мо1 (рисунок 10) и Mo2 (рисунок 11).
Область спектра | Дуга переменного тока | Дуга постоянного тока | Рекомендации | ||
Содержание молибдена, % | Оценка интенсивности | Содержание молибдена, % | Оценка интенсивности | ||
Желто-зеленая | до 0,15 | 1Mo1 ≤ 3 | 0,03-0,06 | 1Mo1 - едва видна | Использовать для определения малых и средних содержаний молибдена |
0,15-0,3 | 1Mo1 = 4; | 0,10 | 1Mo1 ≤3 | ||
2Mo1 ≤ 7 | 0,15 | 1Mo1 = 3 | |||
0,3-0,6 | 1Mo1 ≤ 6; | 0,2 | 1Mo1 ≥ 3; 1Mo1 ≤ 4 | ||
2Mo1 ≤ 8 | 0,3 | 1Mo1 = 4 | |||
0,6-1,2 | 1Mo1 ≤ 5; | 0,4 | 1Mo1 ≥ 4; 2Mo1 = 7 | ||
2Mo1 = 6 | 0,5 | 1Mo1 > 4; 2Mo1 < 8 | |||
более 1,2 | 1Mo1 > 5; | 0,7-0,9 | 2Mo1 = 3 | ||
2Mo1 ≤ 6 | 1,2-1,5 | 2Mo1 = 6 | |||
2,0 | 2Mo1 ≥ 5 | ||||
3-4 | 2Mo1 > 5 | ||||
Рисунок 10 - Группа Mo1
Область спектра | Дуга переменного тока | Дуга постоянного тока | Рекомендации | ||
Содержание молибдена, % | Оценка интенсивности | Содержание молибдена, % | Оценка интенсивности | ||
Оранжевая | 0,25 | 1Mo2 = 4 | 0,03-0,05 | 1Mo2 - едва видна | В высоко- легированных сталях определять молибден по этой группе не рекомендуется |
0,30 | 1Mo2 > 2; | 0,10 | 1Mo2 ≤ 4 | ||
1Mo2 < 3 | 0,15 | 1Mo2 = 4 | |||
0,70 | 1Mo2 = 3 | 0,2 | 1Mo2 ≥ 4; 1Mo1 = 2 | ||
2,0 | 1Mo2 > 3 | 0,3 | 1Mo2 ≥ 2; 1Mo2 << 3 | ||
0,5 | 1Mo2 > 2; 1Mo2 < 3 | ||||
0,7 | 1Mo2 ≤ 3 | ||||
1,0 | 1Mo2 = 3 | ||||
1,5 | 1Mo2 ≥ 3 | ||||
2,0 | 1Mo2 > 3 | ||||
Рисунок 11 - Группа Mo2
Группа Mo1 расположена в желто-зеленой области спектра на участке двух характерных тройных линий железа и служит для определения содержания молибдена от 0,1 до 1,2%.
Группа Mo2 расположена в оранжевой области спектра и служит для определения содержания молибдена от 0,25 до 2%.
При наличии пульсации интенсивности линий молибдена оценку вести в моменты максимальной интенсивности.
4.8 Определение марганца
Определение марганца ведется по трем группам спектральных линий: Mn1 (рисунок 12), Mn2 (рисунок 13) и Mn3 (рисунок 14).
Область спектра | Дуга переменного тока | Дуга постоянного тока | Рекомендации | ||
Содержание марганца, % | Оценка интенсивности | Содержание марганца, % | Оценка интенсивности | ||
Голубая | 0,15 | 5Mn1 = 6 | 0,20 | 5Mn1 ≥ 6 | Не рекомендуется определять марганец по этой группе в хромоникелевых сталях, а также сталях, содержащих ванадий и молибден |
0,20 | 5Mn1 ≥ 6 | 0,30 | 5Mn1 ≤ 7 | ||
0,30 | 5Mn1 ≤ 7 | 0,35 | 5Mn1 = 7 | ||
0,35 | 5Mn1 = 7 | 0,40 | 5Mn1 ≥ 7 | ||
0,40 | 5Mn1 ≥ 7 | ||||
0,50 | 1Mn1 < 2 | ||||
0,70 | 1Mn1 = 2 | ||||
1,0-2,0 | 1Mn1 > 2; 1Mn1 < 3 | ||||
3,0-4,0 | 1Mn1 = 3 | ||||
Рисунок 12 - Группа Mn1
Область спектра | Дуга переменного тока | Дуга постоянного тока | Рекомендации | ||
Содержание марганца, % | Оценка интенсивности | Содержание марганца, % | Оценка интенсивности | ||
Желто-зеленая | 3 | 1Mn2 ≤ 2 | 2 | 1Mn2 - едва видна | Использовать для определения средних и больших содержаний марганца |
7 | 1Mn2 = 3 | ||||
14 | 1Mn2 ≥ 3 | 3 | 1Mn2 << 2 | ||
5 | 1Mn2 < 2 | ||||
7 | 1Mn2 ≤ 2 | ||||
10 | 1Mn2 = 2 | ||||
14 | 1Mn2 = 3 | ||||
Рисунок 13 - Группа Mn2
Область спектра | Дуга переменного тока | Дуга постоянного тока | Рекомендации | ||
Содержание марганца, % | Оценка интенсивности | Содержание марганца, % | Оценка интенсивности | ||
Оранжевая | 0,4 | 2Mn3 < 4 | 0,1 | 2Mn2 - едва видна | Использовать для анализа малых и средних содержаний марганца Для высоколегированных сталей с содержанием железа 60-70% необходимо вводить поправку, т.к. результат может быть завышен в 1,5 раза |
0,5 | 2Mn3 = 4 | ||||
0,7 | 2Mn3 > 4; 1Mn3 < 3 | 0,4 | 2Mn3 < 4 | ||
1,0 | 1Mn3 = 3 | 0,5-0,6 | 2Mn3 ≤ 4 | ||
0,7 | 2Mn3 = 4 | ||||
1,0 | 5Mn3 = 4; 1Mn3 ≤ 3 | ||||
1,3 | 1Mn3 = 3 | ||||
1,5 | 1Mn3 ≥ 3 | ||||
2,0 | 5Mn3 = 3 | ||||
3,0 | 5Mn3 ≥ 3 | ||||
Рисунок 14 - Группа Mn3
Группа Mn1 расположена в голубой области спектра, левее трех ярко-голубых двойных линий железа, и служит для определения марганца от 0,3 до 4%. Группа Mn1 используется при содержании хрома в стали менее 3%. Определять марганец в хромоникелевых сталях лучше не по группе Mn1, а по группе Mn3.
Группа Mn2 расположена в желто-зеленой области спектра и служит для определения содержания марганца от 2 до 14%.
Группа Mn3 расположена в оранжевой области спектра и служит для определения содержания марганца менее 2%.
На линию 1Mn3 накладывается, а к линии 5Mn3 вплотную примыкает слабая линия вольфрама. При содержании вольфрама в стали более 8% это необходимо учитывать.
4.9 Определение хрома
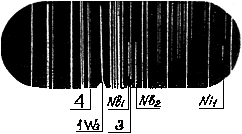
Определение хрома ведется по четырем группам спектральных линий: Cr1 (рисунок 15), Cr4 (рисунок 16), Cr6 (рисунок 17) и Cr7 (рисунок 18). На рисунке 19 приведена область спектра в диапазоне длин волн 520-535 нм для групп хрома Cr1, Cr4, Cr7 и группы ниобия Nb3.
Область спектра | Дуга переменного тока | Дуга постоянного тока | Рекомендации | ||
Содержание хрома, % | Оценка интенсивности | Содержание хрома, % | Оценка интенсивности | ||
Зеленая | 0,05 | 1Cr1 = 4 | 0,05 | 1Cr1 ≤ 4 | Использовать для определения малых содержаний хрома |
0,1 | 1Cr1 ≤ 3 | 0,07 | 1Cr1 = 4 | ||
0,2 | 1Cr1 ≥ 3 | 0,10 | 1Cr1 ≥ 4; 1Cr1 < 3 | ||
0,15 | 1Cr1 ≤ 3 | ||||
0,20 | 1Cr1 = 3 | ||||
0,30 | 1Cr1 ≥ 3 | ||||
Рисунок 15 - Группа Cr1
Область спектра | Дуга переменного тока | Дуга постоянного тока | Рекомендации | ||
Содержание хрома, % | Оценка интенсивности | Содержание хрома, % | Оценка интенсивности | ||
Светло-зеленая | 1,0 | 1Cr4 = 2 | 0,5-0,7 | 1Cr4 < 2 | Использовать для определения средних содержаний хрома |
2,5 | 1Cr4 = 3 | 1,0 | 1Cr4 ≤ 2 | ||
5,0 | 1Cr4 ≥ 4 | 1,3-1,5 | 1Cr4 = 2 | ||
1,5-2,0 | 1Cr4 ≥ 2 | ||||
2,5-3,0 | 1Cr4 = 3 | ||||
4,0 | 1Cr4 ≤ 4 | ||||
5-7 | 1Cr = 4 | ||||
Рисунок 16 - Группа Cr4
Область спектра | Дуга переменного тока | Дуга постоянного тока | Рекомендации | ||
Содержание хрома, % | Оценка интенсивности | Содержание хрома, % | Оценка интенсивности | ||
Зеленовато-голубая | 10 | 1Cr6 ≤ 2 | 10 | 1Cr6 ≤ 2 | Использовать для определения больших содержаний хрома |
15 | 1Cr6 = 2 | 15 | 1Cr6 = 2 | ||
20 | 1Cr6 > 2; | 20 | 1Cr6 ≥ 2; | ||
1Cr6 < 3 | 1Cr6 < 3 | ||||
30 | 1Cr6 = 3 | 30 | 1Cr6 = 3 | ||
Рисунок 17 - Группа Cr6
Область спектра | Дуга переменного тока | Дуга постоянного тока | Рекомендации | ||
Содержание хрома, % | Оценка интенсивности | Содержание хрома, % | Оценка интенсивности | ||
Светло-зеленая | 0,3 | 1Cr7 = 7 | 0,2-0,3 | 1Cr7 ≤ 7 | Линии хрома меняют свою яркость. Сравнивать их нужно в моменты их наибольшей яркости, а отдельные очень яркие вспышки во внимание не принимать |
0,7 | 2Cr7 = 7 | 0,4 | 1Cr7 = 7 | ||
1,0 | 1Cr7 = 6; 2Cr7 ≥ 7 | 0,5-0,6 | 1Cr7 ≥ 7; 2Cr ≤ 7 | ||
1,5 | 1Cr7 < 5; 1Cr7 ≥ 6; | 0,7-0,8 | 2Cr7 = 7 | ||
2Cr7 > 7 | 1,0 | 1Cr7 ≤ 6; 2Cr7 ≥ 7 | |||
2,5 | 2Cr7 = 6 | 1,3-1,5 | 1Cr7 = 6; 2Cr7 > 7 | ||
5,0 | 1Cr7 ≥ 8; 2Cr7 = 5 | 2,0 | 1Cr7 ≥ 6; 2Cr7 ≤ 5 | ||
10,0 | 1Cr7 = 4; 2Cr7 = 8 | 2,5 | 1Cr7 = 5; 2Cr7 = 6 | ||
20,0 | 1Cr7 > 4; 2Cr7 ≤ 4 | 4,0 | 1Cr7 = 8; 2Cr7 ≥ 5 | ||
30,0 | 1Cr7 ≥ 4; 2Cr7 ≥ 4 | 5,0-6,0 | 1Cr7 ≥ 8; 2Cr7 > 5 | ||
7,0 | 1Cr7 > 8; 2Cr7 = 8 | ||||
10,0 | 1Cr7 = 4; 2Cr7 ≥ 8 | ||||
15,0 | 1Cr7 ≥ 4; 2Cr7 ≤ 4 | ||||
20,0 | 1Cr7 > 4; 2Cr7 = 4 | ||||
30,0 | 1Cr7 ≥ 4; 2Cr7 > 4 | ||||
Рисунок 18 - Группа Cr7
Группа Cr1 (520, 452 нм) | Группа Cr7 (534, 581 нм) Группа Cr4 (540, 979 нм) |
Группа Cr1 расположена в зеленой области спектра | Группы Cr4 и Cr7 могут рассматриваться одновременно в светло-зеленой области спектра |
Указания по анализу хрома | ||
Обозначение группы | Предел определяемого содержания, % | Рекомендации |
Cr1 | 0,05-0,2 | Для уточнения содержания хрома менее 0,3% |
Cr4 | 1,0-5,0 | При предполагаемом содержании хрома в пробе от 1 до 5% |
Cr7 | 0,3-30,0 | Для уточнения содержания хрома менее 2,5% |
Группа Nb3 (534, 417 и 535, 104 нм)
Светло-зеленая область спектра
Линии ниобия четко выявляются при содержании Nb 0,2%
Рисунок 19 - Группы Cr1, Cr7и Cr4
Группа Cr1 расположена в зеленой области спектра и служит для уточнения содержания хрома менее 0,3%. Группа Cr4 расположена в светло-зеленой области спектра и служит для определения содержания хрома от 1 до 5%. Группы Cr4 и Cr7 могут рассматриваться одновременно в светло-зеленой части спектра.
Группа Cr6 расположена в зеленовато-голубой области спектра и служит для определения содержания хрома более 10%. Эта группа легко опознается по трем ярко-голубым двойным линиям железа, отчетливо видимым слева от группы; справа - от двойных линий - линия хрома.
Группа Cr7расположена в светло-зеленой области спектра и служит для определения содержания хрома от 0,3 до 30%.
Линии хрома меняют свою яркость. Сравнивать их нужно в момент их наибольшей яркости, при этом отдельные очень яркие вспышки во внимание не принимать.
4.10 Определение никеля
Определение никеля ведется по двум группам линий: Ni1 (рисунок 20) и Ni2 (рисунок 21).
Область спектра | Дуга переменного тока | Дуга постоянного тока | Рекомендации | ||
Содержание никеля, % | Оценка интенсивности | Содержание никеля, % | Оценка интенсивности | ||
Голубая | 0,5 | 1Ni ≤ 3 | 0,2 | 1Ni < 3 | На линию 1Ni1 накладывается слабая линия Fe, поэтому различие между 0,2 и 0,5% никеля устанавливается с трудом |
1,5 | 1Ni = 2 | 0,5 | 1Ni1 ≤ 3 | ||
3,0 | 1Ni > 2; 1Ni1 < 4 | 0,7 | 1Ni1 = 3 | ||
5,0 | 1Ni = 4 | 1,5 | 1Ni1 = 2 | ||
3,0 | 1Ni1 > 2; 1Ni1 < 4 | ||||
5,0 | 1Ni1 = 4 | ||||
Рисунок 20 - Группа Ni1
Область спектра | Дуга переменного тока | Дуга постоянного тока | Рекомендации | ||
Содержание никеля, % | Оценка интенсивности | Содержание никеля, % | Оценка интенсивности | ||
Зеленая | 1,5 | 1Ni2 редко вспыхивает | 0,5-1,0 | 1Ni2 - едва видна | В высоколегированных хромоникелевых сталях, содержащих 2% Mo, результат определения Ni может быть занижен в 1,5-2 раза и при установлении марки стали возможно введение соответствующей поправки. То же касается аналогичных сталей с вольфрамом |
3,0 | 1Ni2 < 2 и часто вспыхивает | 1,0-1,5 | 1Ni2 - видна слабо | ||
10,0 | 1Ni2 = 2 и очень часто вспыхивает | 2,0 | 1Ni2- чаще, но слабо | ||
3,0 | 1Ni2 << 2 | ||||
5,0 | 1Ni2 < 2 | ||||
15,0-20,0 | 1Ni2 > 2 и без вспышек | 7,0 | 1Ni2 ≤ 2 | ||
10,0 | 1Ni2 = 2 | ||||
15,0 | 1Ni2 ≥ 2 | ||||
20,0 | 1Ni2 > 2 | ||||
Рисунок 21 - Группа Ni2
Группа Ni1 расположена в голубой области спектра и служит для определения содержания никеля от 0,2 до 5%. Установление содержания никеля менее 0,5% требует особого внимания и большого опыта контролера. Определение никеля рекомендуется проводить через 1 мин после включения дуги.
Группа Ni2 расположена в зеленой области спектра и служит для определения содержания никеля от 0,5 до 20%.
При содержании никеля 1-2% линии наблюдаются в виде редких вспышек, в некоторые моменты их вообще не видно, в этих случаях анализ надо проводить по группе Ni1. При содержании никеля более 10% анализ рекомендуется проводить в промежутках между вспышками.
4.11 Определение титана
Определение титана в пределах от 0,01 до 1,5% ведется по одной группе спектральных линий Ti1 (рисунок 22), расположенной в зеленой области спектра.
Область спектра | Дуга переменного тока | Дуга постоянного тока | Рекомендации | ||
Содержание титана, % | Оценка интенсивности | Содержание титана, % | Оценка интенсивности | ||
Зеленая | 0,04 | 2Ti1 = 3 | 0,01-0,02 | 1Ti1 - едва видна | Линии титана постоянно меняют свою яркость. Оценку проводят по суммарному впечатлению от яркости линий титана. Отдельные яркие вспышки во внимание не принимать. Для высоколегированных сталей с содержанием железа 60-70% вводить поправку, т.к. результат может быть завышен в 1,5 раза |
0,1-0,15 | 2Ti1 > 3 | ||||
0,30 | 1Ti1 ≤ 4 | 0,05 | 2Ti1 ≤ 3 | ||
0,35 | 1Ti1 = 4 | 0,07 | 2Ti1 = 3 | ||
0,80 | 1Ti1 = 5 | 0,10 | 2Ti1 ≥ 3 | ||
1-1,5 | 1Ti1 ≥ 5 | 0,15-0,20 | 2Ti1 ≥ 3; 1Ti1 < 4 | ||
0,25-0,30 | 1Ti1 ≤ 4 | ||||
0,35 | 1Ti1 = 4 | ||||
0,5-0,6 | 1Ti1 ≥ 4; 1Ti1 ≤ 5 | ||||
0,8 | 1Ti1 = 5 | ||||
1-1,5 | 1Ti1 ≥ 5 | ||||
Рисунок 22 - Группа Ti1
4.12 Определение вольфрама
Определение вольфрама в пределах от 0,1 до 18% ведется по трем группам линий: W1 (рисунок 23), W2 (рисунок 24) и W3 (рисунок 25).
Область спектра | Дуга переменного тока | Дуга постоянного тока | Рекомендации | ||
Содержание вольфрама, % | Оценка интенсивности | Содержание вольфрама, % | Оценка интенсивности | ||
Зеленая | 1 | 1W1 < 3 | 0,1 | 1W1 - едва видна | Использовать для определения малых, средних и больших содержаний вольфрама |
2,5 | 1W1 = 3 | ||||
5 | 1W1 ≤ 4 | 0,3-0,5 | 1W1 << 3 | ||
8 | 1W1 ≥ 4 | 1,0 | 1W1 < 3 | ||
13 | 2W1 = 3 | 1,5-2,0 | 1W1 ≤ 3 | ||
18 | 1W1 >> 3 | 2,5-3,0 | 1W1 = 3 | ||
2W1 >> 4 | 5,0 | 1W1 ≤ 4 | |||
8,0-9,0 | 1W1 ≥ 4; 2W1 ≤ 3 | ||||
13,0 | 1W1 > 4; 2W1 = 3 | ||||
18,0 | 1W1 >> 4; 2W1 ≥ 3 | ||||
Рисунок 23 - Группа W1
Область спектра | Дуга переменного тока | Дуга постоянного тока | Рекомендации | ||
Содержание вольфрама, % | Оценка интенсивности | Содержание вольфрама, % | Оценка интенсивности | ||
Желто-зеленая | 5,0 | 1W2 = 2 | 5,0 | 1W2 = 2 | Использовать для определения средних и больших содержаний вольфрама |
9,0 | 1W2 ≥ 3 | 9,0 | 1W2 ≥ 3 | ||
18,0 | 1W2 >> 3 | 13,0 | 1W2 > 3 | ||
18,0 | 1W2 >> 3 | ||||
Рисунок 24 - Группа W2
Область спектра | Дуга переменного тока | Дуга постоянного тока | Рекомендации | ||
Содержание вольфрама, % | Оценка интенсивности | Содержание вольфрама, % | Оценка интенсивности | ||
Голубая | 1,0 | 1W3 = 3 | 0,4-0,5 | 1W3 - едва видна | Использовать для определения средних содержании вольфрама при анализе низко- и среднелегированных сталей |
2,0 | 1W3 ≥ 3 | ||||
2,5 | 1W3 > 3; | 0,7 | 1W3 ≤ 3 | ||
1,0 | 1W3 = 3 | ||||
1W3 ≤ 4 | 1,5-2,0 | 1W3 ≥ 3 | |||
5,0 | 1W3 > 4 | 2,5 | 1W3 > 3; 1W3 ≤ 4 | ||
5,0 | 1W3 > 4 | ||||
Рисунок 25 - Группа W3
Группа W1 расположена в зеленой области спектра левее группы Ni2.
Группа W2 расположена в желто-зеленой области спектра на участке двух характерных тройных линий железа.
Группа W3расположена в голубой (сине-голубой) области спектра и рекомендуется дня анализа только низко- и среднелегированных сталей, т.к. у высоколегированных сталей спектр в этой области сильно насыщен дополнительными линиями. Определение вольфрама по всем группам следует начинать примерно через 1 мин после включения дуги.
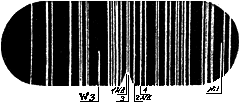
4.13 Определение ниобия
Определение ниобия в пределах от 0,05 до 1,5% ведется по четырем группам спектральных линий: Nb1 (рисунок 26), Nb2 (рисунок 27), Nb3 (рисунок 28) и Nb4 (Рисунок 29).
Область спектра | Дуга переменного тока | Дуга постоянного тока | Рекомендации | ||
Содержание ниобия, % | Оценка интенсивности | Содержание ниобия, % | Оценка интенсивности | ||
Голубая | 0,1-0,5 | 1Nb1 ≤ 3 | 0,1 | 1Nb1 << 3 | Если в стали содержится более 2% Mn и более 0,2Ti или 1% Mo и 0,2%Ti, то определять ниобий, особенно малые содержания, по этой группе невозможно |
0,6-1,0 | 1Nb1 > 3; | 0,15-0,2 | 1Nb1 < 3 | ||
1Nb1 ≤ 4 | 0,2-0,3 | Nb1 ≤ 3 | |||
более 1,5 | 0,3-0,5 | 1Nb1 = 3 | |||
1Nb1 > 4 | 0,5-0,7 | 1Nb1 ≥ 3; 1Nb1 < 4 | |||
1,0 | 1Nb1 > 3; 1Nb1 ≤ 4 | ||||
1,3-1,5 | 1Nb1 = 4 | ||||
Для высоколегированных сталей с содержанием железа 60-70% | |||||
0,3 | 1Nb1 = 3; 1Nb1 < 4 | ||||
0,5 | 1Nb1 ≥ 3; 1Nb1 ≤ 4 | ||||
0,7 | 1Nb1 > 3; 1Nb1 = 4 | ||||
1,0 | 1Nb1 ≥ 4 | ||||
1,5 | 1Nb1 > 4 | ||||
Рисунок 26 - Группа Nb1
Область спектра | Дуга переменного и постоянного тока | |
Содержание ниобия, % | Оценка интенсивности | |
Фиолетовая | Более 0,3 | Четко видна линия 1Nb2 |
Рисунок 27 - Группа Nb2
Область спектра | Для переменного и постоянного тока | |
Содержание ниобия, % | Оценка интенсивности | |
Зеленая | 0,2 | Четко выявляются линии 1Nb3 и 2Nb3 |
Рисунок 28 - Группа Nb3
Область спектра | Дуга переменного тока | Дуга постоянного тока | Рекомендации | ||
Содержание ниобия, % | Оценка интенсивности | Содержание ниобия, % | Оценка интенсивности | ||
Зеленая | 1,5 | 1Nb4 = 3 | 0,05 | 1Nb4 - едва видна | Использовать для определения малых и средних содержаний ниобия. Если необходимо обнаружить сотые доли ниобия, наблюдение надо начинать сразу же после включения дуги |
0,1-0,2 | 1Nb4 << 2 | ||||
0,3 | 1Nb4 < 2 | ||||
0,5 | 1Nb4 ≤ 2 | ||||
0,7 | 1Nb4 = 2 | ||||
1,0 | 1Nb4 ≥ 2; 1Nb4 ≤ 3 | ||||
1,5 | 1Nb4 = 3 | ||||
Для высоколегированных сталей с содержанием железа 60-70% | |||||
0,3 | 1Nb4 ≤ 2 | ||||
0,5 | 1Nb4 = 2 | ||||
0,7 | 1Nb4 ≥ 2; 1Nb4 ≤ 3 | ||||
1,0 | 1Nb4 = 3 | ||||
1,5 | 1Nb4 ≥ 3 | ||||
Рисунок 29 - Группа Nb4
Группа Nb1 расположена в голубой области спектра и служит для определения средних содержаний ниобия.
Линии 1Nb1 и 2Nb1 практически равноинтенсивны, но к 1Nb1 прилегает линия марганца 467,109 нм, появляющаяся при концентрации марганца выше 1%, на линию 2Nb1 накладывается линия титана 467,512 нм и мешает определению ниобия, начиная с концентрации титана 0,2%. Если в пробе одновременно содержится более 0,2% титана и более 1% марганца, определение ниобия по группе Nb1 практически невозможно.
Группа Nb2 расположена в фиолетовой области спектра на участке трех ярких фиолетовых линий железа. Эта группа позволяет уверенно обнаруживать наличие ниобия при его содержании не менее 0,3%.
Помехой может оказаться интенсивная линия ванадия 409,980 нм, накладывающаяся на линию 2Nb2.
Группа Nb3 расположена в зеленой области спектра и служит для определения содержания ниобия более 0,2%, если содержание хрома не превышает 4%. Использование этой группы удобно, т.к. позволяет одновременно анализировать и хром по группе Cr7.
Группа Nb4 расположена в зеленой области спектра правее Ni2 и служит для определения малых и средних содержаний ниобия. Линия ниобия постоянно меняет свою яркость. Оценки производятся по суммарному впечатлению от яркости линий ниобия не менее чем через 20-30 с после включения дуги (исключение для сотых долей ниобия).
4.14 Определение кобальта
Определение кобальта ведется по одной группе спектральных линий Со1 (рисунок 30) в зеленовато-голубой области спектра и служит для определения содержания кобальта в пределах от 2 до 10%.
Область спектра | Для переменного тока | |
Содержание кобальта, % | Оценка интенсивности | |
Зеленовато-голубая | 2 | 1Со1 < 2 |
5 | 1Со1 = 2 | |
10 | 1Со1 > 2 | |
Рисунок 30 - Группа Со
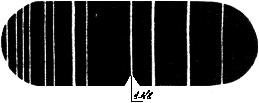
4.15 Определение кремния
Определение кремния ведется по одной группе спектральных линий Si2 (рисунок 31) в оранжево-красной области спектра и служит для определения содержания кремния в пределах от 0,1 до 4%.
Область спектра | Низковольтная искра дуги переменного тока | Рекомендации | |
Содержание кремния, % | Оценка интенсивности | ||
Оранжево-красная | 0,1-0,15 | 1Si2 ≤ 3 | Источник возбуждения спектра дуги постоянного тока от сварочного аппарата не позволяет производить переключение на искровой режим |
0,3 | 1Si2 = 4 | ||
0,6 | 1Si2 = 6; 2Si2 = 3 | ||
1,2-1,4 | 1Si2 > 6; 1Si2 ≤ 7 | ||
1,8-2,0 | 1Si2 ≥ 7; 2Si2 < 6 | ||
3,0-4,0 | 1Si2 < 7 | ||
Рисунок 31 - Группа Si2
Приведенные на рисунке 31 спектроскопические признаки получены с низковольтной искрой от генератора дуги переменного тока. Емкость батарей конденсаторов составляла 25 мкф, ток зарядки - 6 А, ток питания трансформатора генератора - 0,7 А, межэлектродный промежуток - 0,8 мм. Наблюдение производилось через 30 с после включения искры.
Источник возбуждения спектра дуги постоянного тока от сварочного аппарата не позволяет производить переключение на искровой режим, что обычно делается при использовании других источников возбуждения.
5. ОФОРМЛЕНИЕ РЕЗУЛЬТАТОВ СТИЛОСКОПИРОВАНИЯ
5.1 Результаты стилоскопирования деталей, конструкций, сварочных материалов и сварных швов фиксируют в журнале контроля и оформляют протоколом или актом (для сварочных материалов) по формам, приведенным в приложении Г. Могут применяться и другие формы отчетной документации при условии, что в них отражена необходимая информация. Количество экземпляров отчетной документации, остающейся в организации, выполнявшей стилоскопирование и передающейся Заказчику, и срок их хранения определяется соответствующей НТД.
5.2 В протоколе стилоскопирования указывают наименование изделия в соответствии с рабочим чертежом, схемой или сварочным формуляром, перечисляют все прошедшие проверку детали, узлы и сварные швы.
5.3 Заполненные протоколы стилоскопирования подписывают контролер, выполнявший стилоскопирование, и мастер по контролю, отвечающий за контроль. Акты на контроль сварочных материалов подписывают руководитель сварочных работ, контролер и сварщик, выполняющий наплавку.
5.4 Детали, сварочные материалы и сварные швы, металл которых не соответствует проектным маркам, подлежат изъятию и замене, о чем составляют акт, который может служить основанием для предъявления рекламации заводу-изготовителю.
5.5 Все проверенные детали котлов и трубопроводов, не имеющие заводской маркировки, контроль которых проводился до установки на агрегате, подвергают маркировке путем окраски или клеймения. В этом случае в протоколе стилоскопирования в графе "Примечание" указывают цвет окраски или обозначение, выполненное клеймением.
Трубы паропроводов, питательных линий, их байпасы и дренажи, трубы поверхностей нагрева, змеевики, панели, коллекторы и т.д. окрашивают полосой (полосами) по наружной поверхности в соответствии с цветной маркировкой, предлагаемой в таблице 5.
Таблица 5
Маркировка стали | Цвет |
20 | Зеленый |
15ГС | Коричневый |
15ХМ | Фиолетовый |
12X1MФ | Красный |
15Х1М1Ф | Белый |
12Х2МФБ | Желтый |
12X2MФCР | Синий |
12X18H12T | Черный |
12X18H10T | Черный + Белый |
12X11B2MФ | Черный + Синий |
12X2MФCP | Черный + Красный |
16ГС | Черный + Желтый |
09Г2С | Черный + Зеленый |
16ГНМА | Черный + Коричневый |
Шпильки маркируют по торцевой части головки клеймом, присвоенным контролеру, позволяющим по протоколу установить марку стали, фамилию контролера и организацию, проводящую стилоскопирование.
6. ОРГАНИЗАЦИЯ УЧАСТКА СТИЛОСКОПИРОВАНИЯ
6.1 Участок стилоскопирования входит в состав лаборатории металлов, службы, группы или лаборатории контроля.
6.2 Участок стилоскопирования относится к помещениям зоны свободного режима и организуется в зданиях, расположенных вдали от механизмов, вызывающих вибрацию.
Запрещается организация участка в помещениях, где производятся химические анализы, так как пары щелочей и кислот могут испортить приборы.
6.3 Участок размещается в сухом, отапливаемом помещении с естественным и искусственным освещением, снабженном водопроводом, канализацией, приточно-вытяжной вентиляцией, электрическими вводами и контуром заземления, сопротивление которого должно быть не выше 4 Ом.
Приточно-вытяжная вентиляция помещения должна обеспечить поддержание чистоты воздушной среды; допустимое содержание озона не более 0,0001 мг/л, окиси углерода - не более 0,03 мг/л и окислов азота - не более 0,005 мг/л.
Приточная вентиляция снабжается фильтром тонкой очистки, препятствующим попаданию пыли в помещение лаборатории, и калорифером для подогрева воздуха в зимнее время.
Проверку чистоты воздушной среды следует проводить два раза в год.
Температуру воздуха в помещении участка рекомендуется поддерживать в пределах +18÷25 °С при относительной влажности не выше 80%. Площадь участка выбирается из расчета не менее 8 м2 на один стилоскоп и 2 м2 - на участок по подготовке образцов и электродов. Стены помещения окрашивают масляной краской светлых тонов. Полы делают деревянными и покрывают линолеумом. Окна должны быть оборудованы легко опускающимися светонепроницаемыми шторами. Окна, выходящие на юг, дополнительно снабжают светлыми шторами.
6.4 Основное оборудование участка составляет: стационарный стилоскоп, переносный стилоскоп.
В инвентарь лаборатории включают стол для стационарного стилоскопа длиной 150 см, шириной 80 см, высотой 120-125 см; верстак, письменный стол, шкаф карточный для эталонов, шкаф для анализируемых проб, шкаф для приборов, стулья, винтовые табуреты, позволяющие менять высоту сидения.
Каждый переносный стилоскоп должен иметь комплект запасных частей и принадлежностей, в том числе:
специальные лампочки | 2 шт. |
предохранители | 2 шт. |
защитные стекла для стилоскопа | 3 шт. |
напильники | 2 шт. |
эталоны | 1 компл. |
салфетки | 2 шт., |
а также измерительную рулетку, отвертку, дисковый электрод, часовую отвертку, мелкую шлифовальную бумагу и мел.
Рекомендуемый перечень инструмента и материалов для ежедневных анализов приведен в таблице 6.
Таблица 6
Инструмент | Материалы |
Электрическая шлифовальная машинка | Электрическая листовая медь толщиной 1-2 мм |
Слесарные тиски | |
Электрическая дрель | Прутковая медь диаметром 6-15 мм |
Вольтметр типа В7-16 или В7-22А | Стекло толщиной 1,5-2 мм |
Молоток массой 200 г | |
Комплект напильников | Журнал для записи анализов |
Ножовка по металлу | Набор эталонов |
Электрический паяльник, плоскогубцы, кусачки, ножницы, штангенциркуль | Таблицы спектральных линий для видимой области спектра |
Комплекты буквенных и цифровых клейм | Спирт этиловый |
Алмаз или стеклорез | Краска для цветной маркировки металла и кисти |
Лабораторные щипцы, пинцеты |
6.5 Участок стилоскопирования должен быть оснащен оргтехникой для хранения аппаратуры и мелких изделий, а также вспомогательного инструмента.
6.6 На участке необходимо иметь специальную одежду и защитные средства по количеству работающих: халат, комбинезон, брезентовый костюм, брезентовые рукавицы, каску, диэлектрические коврики и очки с обыкновенными стеклами.
При выездной работе на других предприятиях специальная одежда и защитные средства выдаются заказчиком, для которого производится работа, во временное пользование на период проведения работ.
6.7 Организация участка стилоскопирования подлежит согласованию с органами санитарно-эпидемиологической службы. При организации участка должны быть учтены требования "Санитарных норм проектирования промышленных предприятий СН 245-71".
7. АТТЕСТАЦИЯ КОНТРОЛЕРОВ (ЛАБОРАНТОВ)*
________________
* Далее по тексту вместо контролеров (лаборантов) принято: "контролеров".
7.1 Аттестация контролеров осуществляется путем проверки их теоретических знаний и практических навыков по контролю стилоскопированием.
7.2 Подготовку контролеров по стилоскопированию должны осуществлять подразделения по профессиональной подготовке специалистов (учебные комбинаты, курсы, центры и т.п.) предприятий, выполняющих контроль.
Подготовка специалистов может производиться на других предприятиях, если последние отражают специфику работ заинтересованного предприятия.
7.3 Подготовка специалистов должна проводиться по специальным программам теоретической и практической подготовки, разработанным на предприятии, выполняющем аттестацию, и утвержденным руководителем предприятия.
7.4 Аттестация контролеров проводится постоянно действующими комиссиями.
Аттестационная комиссия назначается приказом руководителя предприятия в составе председателя комиссии (начальник лаборатории металлов, начальник службы контроля и т.п.), преподавателя, проводившего обучение, представителя отдела техники безопасности, а также высококвалифицированных специалистов по контролю стилоскопированием.
7.5 Контролерам, успешно прошедшим аттестацию, администрация предприятия выдает удостоверения на право выполнения контроля стилоскопированием за подписью председателя и одного из членов комиссии.
7.6 Контролеры, получившие неудовлетворительную оценку по одному из видов проверки (теоретической или практической), могут быть допущены к повторной аттестации после дополнительного обучения, но не ранее чем через один месяц.
7.7 Повторная аттестация должна проводиться постоянно действующими комиссиями:
а) периодически, не реже одного раза в 12 мес;
б) при перерыве в работе по контролю стилоскопированием свыше 3 мес;
в) перед допуском к работе после временного отстранения контролера за низкое качество работ.
7.8 Результаты первичной и повторной аттестации оформляются протоколом установленной на предприятии формы за подписью председателя комиссии и членов комиссии.
8. ТРЕБОВАНИЯ БЕЗОПАСНОСТИ ПРИ РАБОТЕ СО СТИЛОСКОПОМ
8.1 К работе по стилоскопированию допускаются лица не моложе 18 лет, прошедшие медицинское освидетельствование, специальное обучение, проверку знаний настоящей методики и правил техники безопасности при обслуживании теплосилового оборудования электростанций, имеющие на руках удостоверение на право контроля стилоскопированием. Работа со стилоскопом допускается только в присутствии второго лица, являющегося его помощником.
8.2 Перед направлением на работу со стилоскопом контролер и помощник должны пройти инструктаж по безопасным методам работы со стилоскопом с записью в журнале инструктажа.
Инструктаж по технике безопасности необходимо проводить периодически не реже одного раза в квартал, и при каждом изменении условий работы.
8.3 При работе со стилоскопом необходимо соблюдать требования "Правил технической эксплуатации электроустановок потребителей", а также "Правил техники безопасности при эксплуатации электроустановок потребителей", утвержденных Госэнергонадзором.
Устройство электропроводки на 127-220 В с установкой штепсельной розетки (рубильника), подводки заземляющего провода к месту работы со стилоскопом и заземление его корпуса должно выполняться электромонтером в соответствии с ГОСТ 12.1.030 и ГОСТ 12.1.038.
Заземление стилоскопа производится путем соединения с контуром защитного заземления помещения, в котором проводится стилоскопирование. В качестве заземляющего провода разрешается применять гибкий медный провод сечением не менее 4 мм2.
8.4 Включение в сеть незаземленного стилоскопа запрещается.
8.5 Работать со стилоскопом без специальной одежды, диэлектрических перчаток и калош запрещается. При работе вблизи ремонтируемого или монтируемого оборудования контролер должен иметь на голове защитную каску.
8.6 Прикасаться к головке и электродам включенного в сеть стилоскопа запрещается, так как электроды при этом могут находиться под опасным для жизни напряжением.
Установка постоянного электрода, зачистка и регулировка его положения производится только после отключения стилоскопа от электросети.
8.7 Нельзя касаться руками электродов до полного их остывания во избежание ожогов.
8.8 Запрещается оставлять стилоскоп включенным (горит сигнальная лампочка) в сеть в перерывах в работе и по окончании работ. Следует иметь в виду, что отсутствие свечения сигнальной лампочки в корпусе генератора еще не означает отключения стилоскопа от электросети, так как сигнальная лампочка может быть неисправна.
8.9 Работа со стилоскопом запрещается:
внутри резервуаров, газоходов и топок;
на сырой почве, на открытых площадках в дождливую погоду, а также с мокрым, влажным и запотевшим стилоскопом;
в помещении, где может образоваться концентрация взрывоопасных газов.
8.10 Проведение контроля на действующем оборудовании, находящемся под давлением, разрешается при условии, что толщина стенки подлежащего контролю оборудования должна быть не менее 3 мм. Оборудование, подлежащее контролю и находящееся в горячем состоянии при температуре выше 60 °С, должно иметь тепловую изоляцию за исключением участков размером не более 100 × 300 мм, необходимых для размещения электродов стилоскопа. В этом случае контролер должен пользоваться спецодеждой, спецобувью и средствами индивидуальной защиты. Лицо контролера должно быть по возможности закрыто. Одному контролеру разрешается производить за смену не более 10 анализов.
8.11 Ввиду того, что искровой электрический разряд и электрическая дуга, образующиеся при работе стилоскопа, излучают вредные для зрения невидимые ультрафиолетовые лучи, при производстве работ со стилоскопом в местах значительного скопления людей рабочее место контролера должно ограждаться защитным щитом. При регулировании электрической дуги или искрового разряда контролеру рекомендуется пользоваться очками с обычными прозрачными стеклами, так как такое стекло задерживает ультрафиолетовое излучение.
8.12 Перед началом работы со стилоскопом, а также при каждой передаче его для работы другому лицу должна производиться дезинфекция смотровой насадки прибора путем протирки ее ватным тампоном, смоченным этиловым спиртом по ГОСТ 17299.
8.13 В случае необходимости проведения спектрального анализа на высоте, в труднодоступных местах или внутри металлоконструкций необходимо пройти дополнительный инструктаж по технике безопасности и выполнять работу в этих условиях под руководством лица, отвечающего за данные работы (мастера или прораба).
8.14 Мероприятия по пожарной безопасности осуществляют в соответствии с требованиями "Типовых правил пожарной безопасности для промышленных предприятий", утвержденных ГУ ПО МВД в соответствии с ГОСТ 12.1.004.
ПРИЛОЖЕНИЕ А
(справочное)
ХИМИЧЕСКИЙ СОСТАВ ОСНОВНЫХ ЛЕГИРОВАННЫХ СТАЛЕЙ, ПРИМЕНЯЕМЫХ ДЛЯ ИЗГОТОВЛЕНИЯ ОБОРУДОВАНИЯ И ТРУБОПРОВОДОВ ЭНЕРГЕТИЧЕСКИХ УСТАНОВОК
Таблица A.1. - Листы
В процентах
Марка стали | НТД на сталь | Углерод | Кремний | Марганец | Хром | Молибден | Никель | Прочие элементы |
15ГС | ТУ 108.1268 | 0,12-0,18 | 0,7-1,0 | 0,9-1,30 | 0,30 | - | - | |
17ГC | ГОСТ 19281 | 0,14-0,20 | 0,40-0,60 | 1,00-1,40 | 0,30 | - | 0,30 | Медь не более 3,0 |
17Г1С | То же | 0,15-0,20 | 0,40-0,60 | 1,15-1,60 | 0,30 | - | 0,30 | То же |
14ХГС | " | 0,11-0,16 | 0,40-0,70 | 0,90-1,30 | 0,50-0,80 | - | 0,30 | " |
16ГС | " | 0,12-0,18 | 0,40-0,70 | 0,90-1,20 | 0,30 | - | 0,30 | " |
09Г2С | " | 0,12 | 0,50-0,80 | 1,30-1,70 | 0,30 | - | 0,30 | " |
10Г2С1 | " | 0,12 | 0,80-0,11 | 1,30-1,65 | 0,30 | - | 0,30 | " |
16ГНМА | ОСТ 108.030.118 | 0,13-0,18 | 0,17-0,37 | 0,80-1,10 | 0,30 | 0,40-0,55 | 1,0-1,3 | Медь не более 0,20 |
12MX | ГОСТ 20072 | 0,09-0,16 | 0,17-0,37 | 0,40-0,70 | 0,40-0,70 | 0,4-0,6 | 0,30 | - |
12XM | ГОСТ 5520 | 0,16 | 0,17-0,37 | 0,40-0,70 | 0,80-1,10 | 0,40-0,55 | 0,30 | |
10X2M | То же | 0,08-0,12 | 0,17-0,37 | 0,40-0,70 | 2,0-2,5 | 0,60-0,80 | 0,30 | |
12Х1МФ | " | 0,08-0,15 | 0,17-0,37 |