РД 34.20.621
УДК 621.311.2-2:621.78/.79:004.67(083.96)
МИНИСТЕРСТВО ЭНЕРГЕТИКИ И ЭЛЕКТРИФИКАЦИИ СССР
ГЛАВТЕХУПРАВЛЕНИЕ ГЛАВЭНЕРГОРЕМОНТ
УТВЕРЖДАЮ Главный инженер Главтехуправления В.М. Зубенко 19/VIII 1974 г. | УТВЕРЖДАЮ Заместитель начальника Главэнергоремонта В.В. Набоков 2/VIII 1974 г. |
ИНСТРУКЦИЯ
ПО ПРИМЕНЕНИЮ ВОЗДУШНО-ДУГОВОЙ СТРОЖКИ ПРИ УСТРАНЕНИИ ДЕФЕКТОВ В МЕТАЛЛЕ ЛИТЫХ КОРПУСНЫХ ДЕТАЛЕЙ ЭНЕРГООБОРУДОВАНИЯ ТЕПЛОВЫХ ЭЛЕКТРОСТАНЦИЙ
РД 34.20.621
Составлено ВТИ им. Ф.Э. Дзержинского и Львовским филиалом ЦКБ Главэнергоремонта
Авторы канд. техн. наук Ф.А. Хромченко, инженеры А.Е. Анохов, Г.А. Уланов, Б.Е.Глибовицкий, В.И. Донченко
В процессе контрольных осмотров литых корпусных деталей при капитальных ремонтах теплоэнергетического оборудования в местах радиусных переходов часто выявляются трещины. Согласно "Инструкции по контролю и наблюдению за металлом основных деталей паровых турбин высоких и сверхкритических параметров пара в условиях эксплуатации" (БТИ ОРГРЭС, 1966), эксплуатация оборудования с трещинами в корпусных деталях не допускается и такие детали подлежат ремонту. Ремонт деталей включает удаление участка дефектного металла и заварку образовавшейся выборки. Для удаления участка дефектного металла возможно использование воздушно-дугового метода с последующей зачисткой механическим способом поверхности выборки на глубину не менее 3 мм.
Настоящая Инструкция составлена отделением металлов ВТИ им. Ф.Э. Дзержинского и отделом сварки Львовского филиала ЦКБ Главэнергоремонта на основании лабораторных исследований, проведенных ВТИ, а также производственного опыта, накопленного разными отраслями машиностроения.
Инструкция является обязательной для всех электростанций и ремонтных предприятий Минэнерго СССР, выполняющих ремонт теплоэнергетического оборудования.
В Инструкции приведена технология воздушно-дуговой строжки (ВДС), даны рекомендации по применению необходимого сварочного оборудования, а также по контролю полноты удаления дефектов.
1. ПОЛОЖЕНИЯ
1.1. Настоящая Инструкция предназначена для ремонтного персонала, осуществляющего организацию и производство ремонтов энергетического оборудования электростанций Минэнерго СССР, а также контроль и наблюдение за металлом литых деталей турбин на тепловых электростанциях.
1.2. Инструкция распространяется на работу по удалению дефектов в металле литых деталей теплоэнергетического оборудования из хромомолибденовых, хромомолибденованадиевых и углеродистых сталей (в корпусах стопорных, регулирующих и защитных клапанов, литых корпусах паровой арматуры, корпусах клапанов БРОУ, корпусах цилиндров, сопловых коробках и др.).
1.3. К выполнению работ по устранению дефектов в металле литых деталей действующего теплоэнергетического оборудования воздушно-дуговым методом допускаются электросварщики не ниже 4-го разряда, прошедшие курс обучения по специальной программе. Специальная программа должна содержать разделы по сварочному оборудованию (назначение, устройство, принцип действия, правила эксплуатации), по свойствам основных сварочных материалов, технологии строжки, контролю полноты удаления дефектов, правилам безопасного ведения работ, а также включать в необходимом объеме тренировочные упражнения. Программа обучения электросварщиков составляется лабораторией металлов и сварки ремонтного предприятия или электростанции и утверждается главным инженером предприятия. Электросварщики, освоившие программу, аттестуются постоянно действующей квалификационной комиссией и оформляются приказом по предприятию на право производства работ по ВДС.
1.4. Все работы по удалению дефектных участков в металле литых корпусных деталей турбин и арматуры должны производиться под наблюдением лаборатории металлов и сварки электростанции.
1.5. Металл литых корпусных деталей турбин и датой арматуры должен удовлетворять требованиям ТУ МТЭ и ТМ-2-67.
1.6. Размеры выборок, образовавшихся после удаления дефекта участков металла, и их месторасположение на детали должны быть указаны в ремонтном формуляре.
2. ОБОРУДОВАНИЕ И МАТЕРИАЛЫ ДЛЯ ВДС
2.1. В качестве источников питания дуги при ВДС могут быть использованы стандартные сварочные преобразователи ПСМ-1000, ПСО-500 и др. (ГОСТ 7237-70), а также сварочные выпрямители ВС-500, ВС-600, ВКСМ-1000 (ГОСТ 14935-69).
В случае применения многопостовых источников питания в электрическую цепь дуги необходимо включать балластные реостаты. Балластные реостаты следует подключать по два или по три параллельно на один пост (рис. 1).
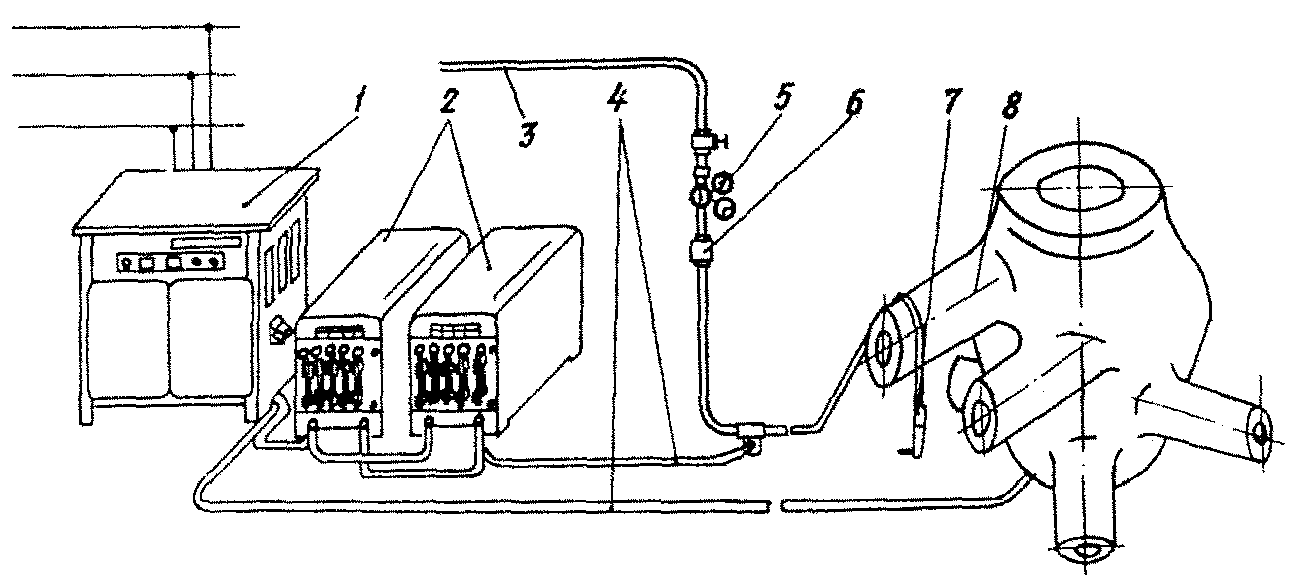
Рис. 1. Размещение сварочного оборудования на рабочем месте ВДС:
1 - многопостовой выпрямитель BKCM-1000; 2 - балластные реостаты РВ-300; 3 - воздушная магистраль; 4 - сварочные кабели; 5 - воздушный редуктор; 6 - влагоотделитель; 7 - резак;
8 - ремонтируемая деталь
При использовании в качестве источников питания дуги однопостовых сварочных преобразователей последние при необходимости получения токов выше их номинальных значений следует включать на параллельную работу. На параллельную работу можно включать только однотипные сварочные преобразователи.
2.2. Удаление дефектных участков в металле литых корпусных деталей турбин следует производить при помощи воздушно-дуговых резаков РВД-4А-66 (рис. 2) или специально разработанного Львовским филиалом ЦКБ Главэнергоремонта и ВТИ резака для ремонта литых деталей переоборудования (рис. 3). При устранении дефектов в труднодоступных местах деталей сложной конфигурации целесообразно применять резак конструкции Львовского филиала ЦКБ Главэнергоремонта и ВТИ.
2.3. Для удаления дефектов в металле литых деталей энергооборудования следует применять графитовые или угольные электроды. Электроды могут иметь круглое или прямоугольное поперечное сечение.
Графитовые электроды необходимо изготавливать в мастерских путем разрезания на фрезерном станке огарков электродов, применяемых в электродуговых печах металлургического производства (электроды в ниппели графитированные диаметром 75-500 мм, ГОСТ 4426-71), или отходов анодов (сечением 45×220 и 50×250 мм, ГОСТ 11256-65), используемых в химической промышленности (рис. 4).
Угольные электроды для ВДС выпускаются промышленностью серийно (ГОСТ 10720-64).
2.4. На каждую партию угольных электродов должен быть сертификат завода-изготовителя, удостоверяющий соответствие их требованиям ГОСТ 10720-64, с указанием:
а) наименования организации, которой подчинено предприятие-поставщик;
б) наименования и товарного знака предприятия-поставщика;
в) местонахождения предприятия-поставщика;
г) номера и даты выдачи документа;
д) диаметра угольных электродов;
е) количества и массы электродов;
ж) даты изготовления.
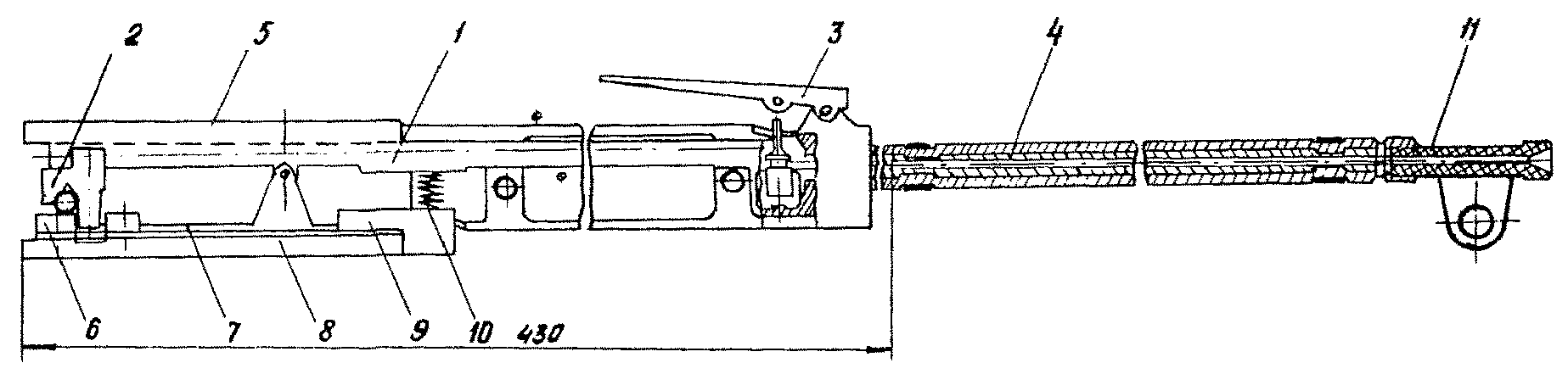
Рис. 2. Резак РВД-4А-66 конструкции ВНИИАвтогенмаш:
1 - корпус; 2 - губка; 3 - рычаг; 4 - газотоковедущий кабель; 5 и 8 - накладки; 6 - пластина;
7 - щека; 9 - вкладыш; 10 - пружина; 11 – штуцер
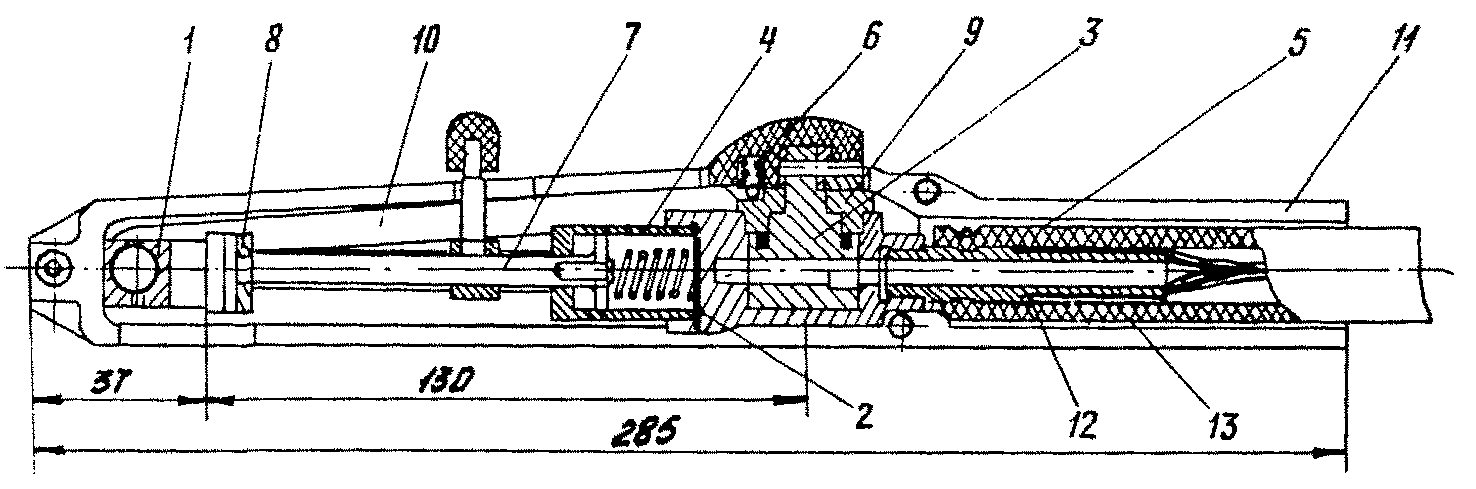
Рис. 3. Специализированный резак для ВДС конструкции Львовского филиала ЦКБ Главэнергоремонта и ВТИ:
1 - головка; 2 - корпус; 3 - пробка; 4 - цилиндр; 5 - штуцер; 6 - пружина; 7 - шток; 8 - губка;
9 - гайка; 10 - трубка; 11 - рукоятка; 12 - токоведущая жила; 13 - резиновый шланг
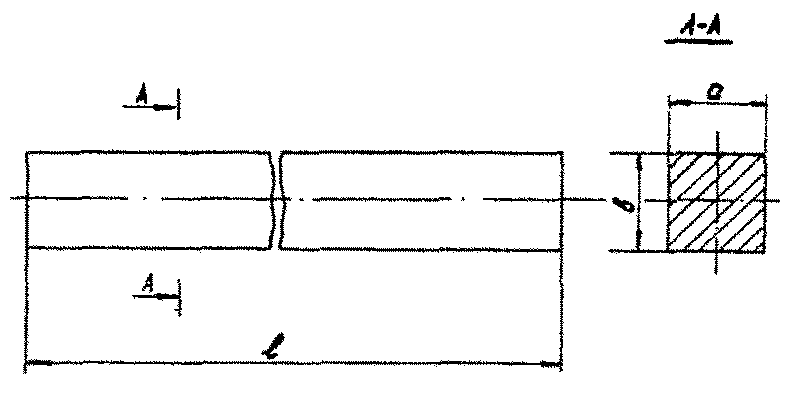
Рис. 4. Графитовый электрод для ВДС
Размеры электрода, мм:
l | 200-350 | ||
а | 8 | 10 | 12 |
В | 8 | 10 | 12 |
Примечание. Не параллельность сторон по размерам а и b не более 0,5 мм.
2.5. Графитовые электроды, изготавливаемые в мастерских, необходимо подвергать внешнему осмотру для внимания следующих поверхностных дефектов:
а) шероховатости поверхности, продольных рисок и отдельных задиров, глубина которых не должна превышать 0,5 мм;
б) местных отколов (количество их не должно быть более трех при длине каждого откола не более 12 мм, при этом местное уменьшение площади поперечного сечения электрода не должно превышать 10%);
в) волосяных трещин (количество их не должно быть более двух, при этом длина каждой трещины не долина превышать 2 км).
2.6. Электроды для ВДС необходимо хранить раздельно по маркам и размерам в сухих отапливаемых помещениях на специальных стеллажах или в герметизированной таре. Дно и бока ящиков, в которых хранятся электроды, должны быть выстланы битумированной бумагой; уложено в ящики электроды следует накрывать сверху такой же бумагой.
Хранение электродов вместе с многозольными материалами (кирпичом, цементом, песком, известью и др.) и укладка их на цементном или кирпичной полу не допускаются.
2.7. Независимо от срока хранения графитовые и угольные электроды для ВДС перед применением необходимо прокалить.
Прокалку электродов следует производить при температуре 150-200 °С в течение 3-4 ч во избежание их взрывообразного разрушения из-за скопившейся в порах влаги.
2.8. При ВДС необходимо применять сжатий воздух избыточным давлением 4-6 кгс/см2 с относительной влажностью не выше 80%.
2.9. При питании резака сжатии воздухом от магистрали перед подсоединением шлангов обязательна непродолжительная продувка их во избежание попадания на электрод сконцентрировавшейся в стояке трубопровода влаги.
2.10. При питании резака сжатым воздухом от передвижного компрессора подача последнего должна быть не менее 15 м3/ч.
2.11. Крепление шлангов (рукава резиновые, ГОСТ 9356-60) производить с помощью специальных хомутов.
3. ПОДГОТОВКА ОБОРУДОВАНИЯ К РАБОТЕ
Перед проведением ВДС операции по подготовке сварочного оборудования к работе и монтажу электрической цепи и воздушной магистрали, питающих резак током и сжатым воздухом, необходимо производить в следующей очередности:
а) установка и подключение источника питания дуги.
Источник питания дуги следует устанавливать и подключать по возможности ближе к месту проведения работ по ВДС, согласно действующим инструкциям и правилам эксплуатации сварочного оборудования;
б) установка и подключение передвижного компрессора согласно правилам эксплуатации компрессорных установок при отсутствии магистрали сжатого воздуха;
в) подсоединение резака для ВДС кабелем к источнику питания дуги и воздушным шлангом к магистрали сжатого воздуха;
г) подача воздуха в канал резака, при этом следует предварительно открыть вентиль воздушной магистрали. Проверка выхода сжатого воздуха из отверстий головки резака;
д) включение источника питания дуги. Установка на балластном реостате тока 15 А. Проверка наличия тока в цепи на пробном куске металла, при этом следует вставить электрод в губки резака. При исправной цепи питания дуги установка на балластных реостатах тока необходимой величины.
4. ТЕХНОЛОГИЯ ВДС
4.1. Основные технологические параметры при ВДС:
- род и величина тока;
- площадь поперечного сечения электрода;
- скорость перемещения электрода;
- угол наклона электрода;
- давление сжатого воздуха.
4.2. ВДС необходимо вести на постоянном токе обратной полярности.
Величину тока для ВДС следует выбирать в зависимости от размера поперечного сечения электрода по таблице. При этом плотность тока должна находиться в пределах 4-6 А/мм2.
Размеры поперечного сечения электрода | Рекомендуемая величина тока (А) для электродов | |||
Стороны прямоугольного сечения, мм | Диаметр круглого сечения, мм | Площадь сечения, мм | не омедненных | омедненных |
- | 8 | 50 | 280-320 | 360-400 |
- | 10 | 80 | 350-400 | 450-500 |
10×10 | - | 100 | 450-550 | - |
12×12 | - | 144 | 500-700 | - |
14×14 | - | 196 | 600-900 | - |
4.3. Скорость перемещения электрода устанавливается опытным путем в зависимости от размера поперечного сечения электрода, величины тока и давления сжатого воздуха. Постоянство скорости перемещения электрода в процессе строжки существенно влияет на форму канавки. Скорость перемещения электрода находится в пределах 600-750 мм/мин.
4.4. Угол наклона электрода к поверхности детали в зависимости от толщины удаляемого слоя металла находится в пределах 30-60°.
4.5. Интенсивное удаление расплавленного металла происходит при избыточном давлении сжатого воздуха 4,5-6 кгс/см2.
4.6. Метод ВДС пригоден для удаления дефектных участков металла в любом пространственном положении.
4.7. Поверхность деталей перед ВДС необходимо тщательно очищать от теплоизоляции, масла и др.
4.8. Допускается производить ВДС без предварительного подогрева металла детали.
4.9. Непосредственно перед началом работы по удаление дефектов в металле литых деталей турбин с помощью ВДС резчик обязан проверить на образце соответствие подобранных режимов рекомендуемым технологией.
При правильно подобранных величине тока, скорости перемещения, угле наклона электрода и давлении сжатого воздуха канавка имеет по всей длине постоянное сечение, а ее поверхность - характерный металлический блеск. Не допускается оставлять неудаленный потоком воздуха расплавленный металл на дне канавки из-за повышенного содержания в нем углерода.
4.10. Удаление трещин в металле литых деталей производить следующим образом:
а) обнаруженную трещину засверлить по концам сверлом диаметром 4-8 мм на глубину ее распространения. В случае невозможности определения глубины распространения трещины сверловку производить на глубину не более 50% толщины детали в данном месте;
б) начало и конец выборки, образующейся в результате ВДС, следует смещать в здоровый металл за ограничивающие трещину отверстия на 15-20 мм;
в) удаление трещины начинать со строгания канавки вдоль ее залегания. Последующие канавки располагать оправа и слева от первой, постепенно расширяя и углубляя выборку до полного удаления трещины, при этом угол скоса кромок выборки должен быть не менее 10° (рис. 5);
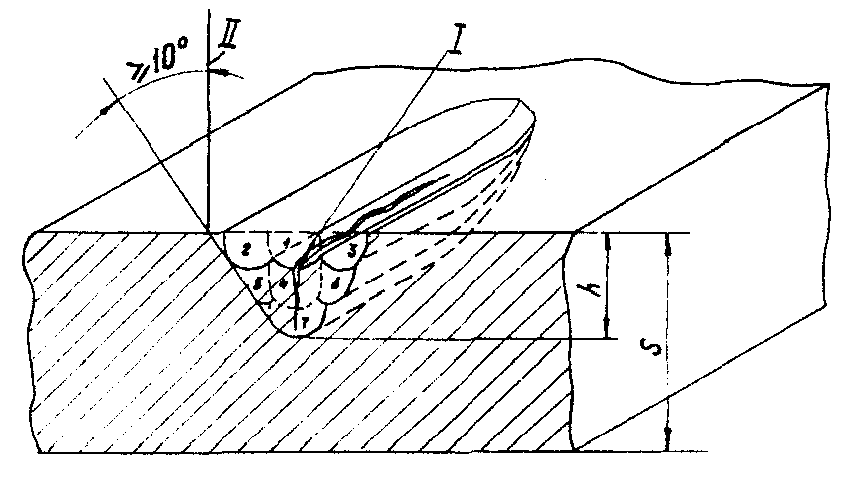
Рис. 5. Удаление трещины воздушно-дуговым методом
Цифрами обозначена очередность строгания канавок
I - трещина; II - нормаль к поверхности детали
г) зажигание дуги следует производить после открытия воздушного канала резака легким закорачиванием электрода на металл детали;
д) ВДС вести на возможно короткой дуге без поперечных колебаний электрода, избегая частых закорачиваний на металл детали, которые приводят к интенсивному науглероживанию поверхностных слоев металла;
е) начинать ВДС при длине электрода не более 150 мм. В процессе работы следить за сгоранием электрода и не допускать его укорочения менее 75 мм (этот размер берется от конца электрода до губок резака);
ж) в процессе работы не допускать образования "ниши" (рис. 6);
з) при удалении дефектов в металле литых деталей энергооборудования стремиться к возможно минимальному количеству удаляемого металла.
4.11. При исчезновении дефекта дальнейшее удаление металла следует прекратить.
4.12. Зачистить поверхность образовавшейся выборки шлифовальными машинками на глубину не менее 3 мм (до металлического блеска).
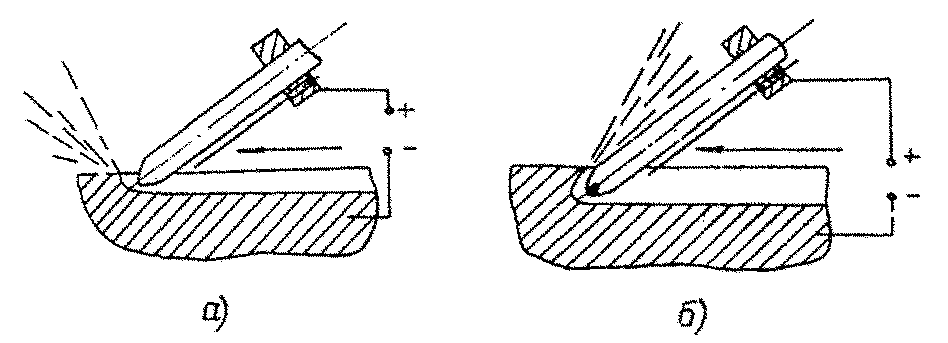
Рис. 6. Схема процесса ВДС:
а - нормальная скорость перемещения электрода
б - завышенная скорость перемещения электрода
4.13. Контроль полноты удаления дефекта производить путем травления 10%-ным водным раствором азотной кислоты по заполированной поверхности выборки. Осмотр поверхности выборки производить при трехкратном увеличении через 15-30 мин после травления. Протравленный кислотой поверхностный слой металла удалить.
4.14. Качество зачистки поверхности выборки шлифовальными машинками следует контролировать путем измерения твердости металла. Измерение твердости производить по дну выборки (одно измерение на 50 им длины выборки). Допустимое значение твердости металла не должно превышать 270 НВ.
5. ОРГАНИЗАЦИЯ РАБОТ ПО ВДС
5.1. Техническое руководство работами по удалению дефектов в металле литых деталей турбин при помощи ВДС осуществляется руководителем сварочных работ (старшим мастером или мастером), который подчиняется начальнику лаборатории металлов и сварки ремонтного предприятия.
5.2. Руководитель сварочных работ обязан:
а) организовать сварочное хозяйство на ремонтном участке в соответствии с проектом производства ремонтных работ, а также правилами пожарной безопасности в техники безопасности;
б) осуществлять руководство и технический надзор за качественным выполнением ВДС с соблюдением рекомендованных режимов;
в) организовать контроль полноты удаления дефектов в соответствии с настоящей Инструкцией;
г) вести ежедневный учет работ по ВДС с занесением их в журнал и выписывать наряды сварщикам, выполняющим работы на изделиях, подведомственных Госгортехнадзору СССР;
д) принимать участие в составлении технической документации, в сдаче заказчику отремонтированных литых деталей и турбин, трубопроводов, элементов контрольных агрегатов, работающих под давлением;
е) проводить по указанию треста (управления) периодическую проверку знаний электросварщиков и их переаттестацию;
ж) обеспечить эффективное использование имеющейся аппаратуры, освоение и внедрение новой техники и экономное расходование сварочных материалов.
5.3. При организации и выполнении работ по ВДС обеспечить условия для соблюдения правил техники безопасности, противопожарной безопасности и промсанитарии.
5.4. При проведении ВДС необходимо рабочее место сварщика защитить от ветра и атмосферных осадков, а также обеспечить, по указанию пожарной охраны, первичными средствами для тушения пожара.
5.5. Электросварщик не должен допускаться к выполнению работ по ВДС, пока на его рабочем месте не будет сварочной маски со светофильтром ЭС-5, молотка, зубила, металлической щетки, ящика для электродов с отделением для огарков.
5.6. При выполнении работ по удалению дефектов в металле литых деталей энергооборудования воздушно-дуговым методом соблюдать правила техники безопасности и промсанитарии при электросварочных работах.
5.7. При работе воздушно-дуговым резаком от передвижного компрессора необходимо соблюдать правила техники безопасности при эксплуатации компрессорных машин.
5.8. При работе воздушно-дуговым резаком в общих производственных местах (в цехе, на ремонтной площадке и др.) обязательно принимать меры по защите окружающего ремонтного персонала от действия лучей электрической дуги и брызг расплавленного металла.
6. ПРОТИВОПОЖАРНЫЕ МЕРОПРИЯТИЯ
При ремонтах энергооборудования с применением ВДС следует проводить противопожарные мероприятия согласно правилам пожарной безопасности для промышленных предприятий, выполняя следующие требования:
1. Руководитель участка ремонтного предприятия перед производством работ по ВДС обязан согласовать их с начальником пожарной охраны, назначить ответственных лиц и выдать им письменное разрешение на производство этих работ.
2. Письменное разрешение на выполнение работ по ВДС до их окончания должно находиться на руках у рабочего, производящего строжку.
3. Место производства работ по ВДС должно осматриваться представителями пожарной охраны на предмет выявления и устранения возможных причин возникновения пожара как до начала работ, так и после их окончания.
В процессе выборки дефектов необходимо также вести наблюдения за местом производства строжки по тем же причинам.
4. До начала работ по ВДС каждый электросварщик должен быть ознакомлен с расположением вблизи места производства работ средств тушения пожара и вызова пожарной охраны.
5. Места производства работ по ВДС очистить от горючих материалов в радиусе 10 м.
6. Производить ВДС на расстоянии менее 30 м от легковоспламеняющихся жидкостей и материалов, а также менее 10 м от складов баллонов со взрывопожароопасными газами воспрещается.
7. При необходимости производства ВДС на расстоянии менее 4 м от сгораемых конструкций зданий и сооружений последние должны быть защищены металлическими экранами от длительного воздействия искр.
8. Предусмотреть защиту деревянных лесов, сгораемых конструкций зданий, настилов, переходных мостиков, опалубки и других сгораемых предметов, а также шлангов воздухо- и газопроводов и электрокабелей.
ОГЛАВЛЕНИЕ
1. Общие положения
2. Оборудование и материалы для ВДС
3. Подготовка оборудования к работе
4. Технология ВДС
5. Организация работ по ВДС
6. Противопожарные мероприятия