РД 34.37.601-73 (1997)
руководящий документ
ИНСТРУКЦИЯ
ПО гидродинамической ОЧИСТКЕ МАСЛОСИСТЕМ ТУРБОАГРЕГАТОВ
РД 34.37.601-73
Срок действия установлен
с 1973-07-01
до 2007-07-01
разработан Харьковским филиалом ЦКБ Главэнергоремонта (редакция 1973 г.)
Всероссийским теплотехническим научно-исследовательским институтом (редакция 1997 г. с Изменением № 1)
ИСПОЛНИТЕЛИ Л.А. Маврович, В.А. Бонеско, В.П. Александрова (ХФ ЦКБ Главэнергоремонта); А.Г. Вайнштейн, Т.Н. Куликовская (ВТИ)
УТВЕРЖДЕН Главэнергоремонтом 10 июля 1972 г.
Главный инженер В. Куркович
Главтехуправлением Минэнерго СССР 10 июля 1972 г.
Заместитель начальника Д. Шамараков
Переиздана с Изменением № 1 в 1997 г.
Настоящий руководящий документ распространяется на способ гидродинамической очистки маслосистем турбоагрегатов во время капитальных и текущих ремонтов и устанавливает порядок проведения промывки, определяет необходимые скорости потоков масла, температурный режим промывки, содержит указания по разработке схемы промывки, а также требования к качеству очистки маслосистемы.
1. ОБЩИЕ ПОЛОЖЕНИЯ
1.1 Настоящая Инструкция предназначена для персонала ремонтных предприятий и электростанций в качестве руководства по подготовке и выполнению очистки маслосистем турбоустановок гидродинамическим способом.
В Инструкции приведены некоторые теоретические сведения, дающие представление о процессе очистки маслопроводов от отложений, указания по разработке схемы промывки, режиму гидродинамической очистки и определению критериев чистоты маслопроводов.
В приложении А дана промывочная схема маслосистемы турбоустановки ПТ-60-90, которая может быть использована при разработке схем очистки турбоустановок других типов.
Для турбоустановок энергоблоков мощностью 150, 200 и 300 МВт ЦКБ "Энергоремонт" разработаны подробные технологические указания и схемы промывки маслосистем, предусматриваемые в процессе капитального ремонта таких турбин.
1.2 Очистка маслосистем гидродинамическим способом должна выполняться при капитальных или текущих ремонтах в следующих случаях:
а) после ревизии и ремонта узлов регулирования и маслосистемы (насосов, арматуры и т.п.) для удаления загрязнения, занесенного при ремонте, независимо от наличия отложений шлама в маслопроводах. Очистка производится в один этап в конце ремонта;
б) при наличии отложений шлама в напорных маслопроводах более 50 г на 1 м2 и в сливных маслопроводах более 100 г на 1 м2. Очистка производится в два этапа.
Методика определения массы отложений шлама на единицу поверхности приведена в п. 6;
в) при замене масла. Очистка производится в два этапа.
Настоящая Инструкция не исключает применения других способов очистки маслосистем.
2. ГИДРОДИНАМИЧЕСКИЙ СПОСОБ ОЧИСТКИ МАСЛОСИСТЕМ
2.1 Во время работы турбоагрегата масло насыщается воздухом, обводняется, нагревается в подшипниках, что в результате развивающихся в нем процессов старения приводит к образованию шлама, отлагающегося на внутренних поверхностях маслосистемы и являющегося катализатором дальнейшего окисления масла.
Ламинарный режим движения масла в пристеночной области способствует отложению значительной части шлама и грязи на внутренних и особенно на холодных поверхностях маслосистемы.
Загрязнение маслосистемы снижает надежность работы турбоагрегата, поэтому во время ремонта маслосистема должна быть тщательно очищена.
2.2 Гидродинамический способ очистки маслосистем турбоустановок заключается в том, что вся маслосистема, исключая подшипники и серводвигатели регулирования, очищается прокачиванием масла со скоростью, в 2 и более раза превышающей рабочую при температуре 60-65 °С.
2.3 Этот способ основан на организации турбулентного движения в пристеночной области, при котором шлам и продукты коррозии за счет механического воздействия потока масла смываются с внутренних поверхностей маслосистемы и выносятся на фильтры.
2.4 Гидродинамический способ очистки маслосистем имеет следующие преимущества:
а) не нарушается пассивирующая пленка, образовавшаяся в результате длительного контакта металла с маслом;
б) исключается коррозия баббитовых и азотированных поверхностей;
в) не требуется применения химических реагентов для смыва отложений с внутренних поверхностей маслосистем;
г) исключается разборка маслосистемы (кроме мест установки перемычек);
д) сокращается трудоемкость очистки на 20-40% и длительность капитального ремонта турбоагрегата на 2-3 сут.
2.5 Очистку маслосистемы проводят маслом, находящимся в данной системе. Выбор температурных параметров процесса определяется в зависимости от соответствия качества масла требованиям, предъявляемым нормативно-технической документацией.
3. ОПРЕДЕЛЕНИЕ НЕОБХОДИМЫХ СКОРОСТЕЙ ПОТОКА МАСЛА ПРИ ГИДРОДИНАМИЧЕСКОМ СПОСОБЕ ОЧИСТКИ МАСЛОСИСТЕМ
3.1 Различают ламинарный и турбулентный режимы движения жидкости.
При ламинарном режиме движения частицы масла перемещаются параллельными струями вдоль стенки трубы, не перемешиваясь между собой и плавно обтекая встречающиеся препятствия. При таком режиме движения скорость масла у стенки равна нулю и возрастает по закону параболы до максимального значения на оси трубы.
Турбулентный режим движения характеризуется хаотическим движением частиц масла и пульсацией потока. В этом случае на главное движение жидкости вдоль оси трубы накладываются поперечные движения, приводящие к выравниванию распределения скоростей по всему сечению трубы. При турбулентном режиме течения жидкости значения скоростей распределяются по логарифмическому закону.
Режим движения жидкости характеризуется критерием Рейнольдса Re.
Критическое значение Reкр = 2320 (для круглой трубы) является границей между ламинарным и начинающимся турбулентным режимами движения. При Re > Reкр ламинарное движение начинает переходить в турбулентное (переходный режим) и при Re = 10000 поток будет турбулентным. Однако и при турбулентном режиме движения непосредственно у стенки трубы имеется слой жидкости, в котором сохраняется ламинарное течение (ламинарный подслой).
3.2 Во время эксплуатации турбоустановки (температура масла 40-55 °С, скорость потока до 2 м/с) в той части маслосистемы, где имеет место турбулентный режим движения масла, толщина ламинарного подслоя равна 1-1,5 мм. Попадая в ламинарный подслой, шлам и другие частицы откладываются на стенках маслосистемы, так как скорость масла в подслое недостаточна для их выноса.
3.3 Необходимым условием смыва этих отложений со стенок маслосистемы является турбулизация ламинарного подслоя, которая зависит от соотношения толщины ламинарного подслоя и высоты бугорков шероховатости омываемой поверхности.
Когда толщина ламинарного подслоя становится меньше высоты бугорков шероховатости омываемой поверхности, т.е. бугорки шероховатости выступают над ним, ламинарный подслой турбулизуется и практически исчезает.
Толщина ламинарного подслоя в мм определяется по формуле
, (1)
где d - внутренний диаметр трубы, мм;
λ - коэффициент сопротивления по длине трубопровода, равный
, (2)
, (3)
где υ - средняя скорость потока масла, м/с;
v - кинематическая вязкость, м2/с.
Из формул (1) и (3) видно, что толщина ламинарного подслоя определяется скоростью потока и вязкостью, зависящей от температуры масла. Повышение температуры потока масла уменьшает толщину ламинарного подслоя, так как снижается кинематическая вязкость. Кроме того, с повышением температуры ослабляются силы сцепления между отложениями и стенкой трубы, что улучшает условия смыва отложений. Однако из условий сохранения физико-химических свойств масла и снижения гидравлического сопротивления контура (см. п. 4) температура прокачиваемого масла принимается 60-65 °С.
При такой температуре дальнейшего уменьшения толщины ламинарного подслоя до величины, меньше высоты бугорков шероховатости, необходимо достигать путем увеличения скорости потока масла.
Для подсчета необходимой скорости потока масла принимается:
а) δ = 0,2 мм при < K = 0,3 мм,
где K - высота бугорков шероховатости омываемой поверхности для трубопроводов Дy < 150 мм;
б) δ = 0,3 мм при < K = 0,4 мм (для трубопроводов Дy 150-250 мм);
в) δ = 0,4 мм при < K = 0,5 мм (для трубопроводов Дy 250 мм);
г) при температуре масла 65 °С v = 0,0000126 м2/с;
д) = 0,16 с достаточной точностью для практических расчетов при Re = 104 ÷ 105 (имеющем место при прокачке).
Таким образом, с учетом принятых значений и формул (1) и (3) необходимые для турбулизации ламинарного подслоя скорости потока масла υ при 65 °С будут равны:
4,46 м/с для δ = 0,2 мм;
2,97 м/с для δ = 0,3 мм;
2,3 м/с для δ = 0,4 мм.
В сливных маслопроводах больших диаметров высота бугорков шероховатости практически превышает указанные значения, поэтому турбулизация ламинарного подслоя происходит при меньших скоростях потока.
Турбулизация ламинарного подслоя за счет увеличения числа Re и уменьшение сил ослабление сил сцепления между отложениями и стенкой трубы за счет повышения температуры масла (уменьшается динамическая вязкость) создают необходимые условия для интенсивного смыва отложений.
4. УКАЗАНИЯ ПО РАЗРАБОТКЕ СХЕМЫ ПРОМЫВКИ
4.1 Практическое применение гидродинамического способа очистки заключается в прокачивании масла через элементы маслосистемы в определенной последовательности, с заданной скоростью и температурой. Необходимо собрать схему промывки так, как, например, она собрана для турбины ПТ-60-90 (см. приложение А), чтобы удовлетворить следующие требования:
а) схема промывки должна включать максимально возможное количество маслопроводов, узлов регулирования и маслосистемы;
б) скорости потоков масла υ в маслопроводах должны быть не менее:
4,5 м/с для труб Дy 150 мм;
3 м/с для труб Дy от 150 до 250 мм;
2,3 м/с для труб Дy от 250 до 350 мм;
в) температура прокачиваемого масла должна быть 60-65 °С;
г) технологическая схема промывки должна предусматривать очистку прокачиваемого масла от смытых отложений.
4.2 В схему промывки (в дальнейшем "схема") необходимо включить все маслонасосы, маслоохладители, штатные и специальные фильтры, маслопроводы подшипников и уплотнений вала генератора, а также узлы регулирования, не мешающие разборке других узлов турбоагрегата.
4.3 Подшипники турбоагрегата, уплотнения вала генератора, а также демонтируемые узлы регулирования необходимо отключить от "схемы" перемычками с запорной арматурой.
В качестве запорной арматуры необходимо применять задвижки, так как коэффициент местного гидравлического сопротивления ξ задвижки примерно в 15 раз меньше, чем у вентиля.
Диаметры перемычек определяются гидравлическим расчетом. Для предварительного расчета диаметр перемычки следует принимать равным диаметру напорного маслопровода или на 10-15% меньше.
В тех местах, где нельзя установить перемычку с обычным коленом, его следует выполнить, как показано на рис. 1.
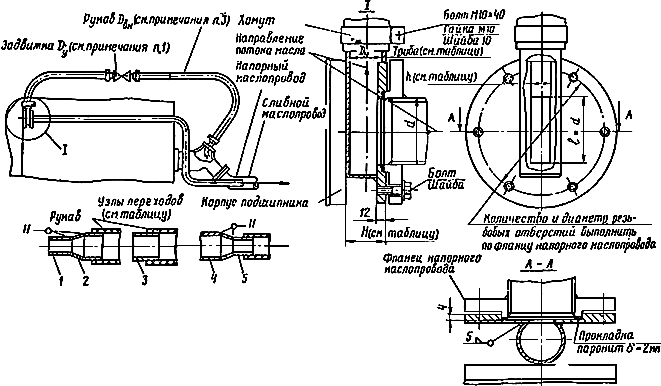
Рис. 1. Схема установки перемычек
Примечания:
1. Условный проход задвижки должен соответствовать условному проходу перемычки.
2. Для установки перемычки сместить напорный маслопровод на величину H (см. таблицу).
3. Разрешается вместо резинотканевого рукава применять трубы соответствующего условного диаметра по ГОСТ 8732-78.
4. В системе регулирования перемычки следует выполнять из стальных труб по ГОСТ 8732-78.
Дy, мм | Позиция на рисунке | Труба диаметром, мм (ГОСТ 8732-78) | Рукав диаметром, мм (ГОСТ 5398-76) | H, мм | h, мм |
40 " | 1 2 | 45×2,5 68×3,0 | 65 | 49 | 28 |
50 " | 1 2 | 57×3,0 68×3,0 | 65 | 58 | 35 |
70 | 3 | 76×3,0 | 75 | 74 | 50 |
80 " | 4 5 | 89×3,5 76×3,0 | 75 | 78 | 55 |
При сборке схемы промывки необходимо вынуть те дроссельные шайбы, удаление которых не требует опорожнения маслосистемы. Сопротивление неудаленных дроссельных шайб следует учесть при гидравлическом расчете контура.
В узлы регулирования, включенные в схему, необходимо установить специальные пробки вместо штатных золотников для организации необходимых скоростей потока масла в промываемых трубопроводах этих узлов.
4.4 Обеспечить требуемые скорости масла разделением схемы на несколько отдельно прокачиваемых контурах, а также повышением производительности насосной группы за счет параллельной работы насосов или увеличения частоты вращения ротора пускового насоса (путем установки электродвигателя большей мощности и с большей частотой вращения), если это допускает конструкция насоса.
4.5 Требуемую температуру прокачиваемого масла поддерживать с помощью горячей воды с температурой 80-90 °С, подаваемой в маслоохладители схемы. В схемах промывки с высоконапорными маслонасосами при давлении р > 10 МПа масло нагревается теплом от работающего насоса, поэтому требуемую температуру необходимо поддерживать с помощью холодной воды, циркулирующей через один из маслоохладителей схемы промывки.
4.6 Для очистки прокачиваемого масла от смываемых отложений необходимо применять штатные сетчатые фильтры, фильтр-пресс, а также специальные фильтры тонкой очистки и ватный фильтр (рисунки 2 и 3).
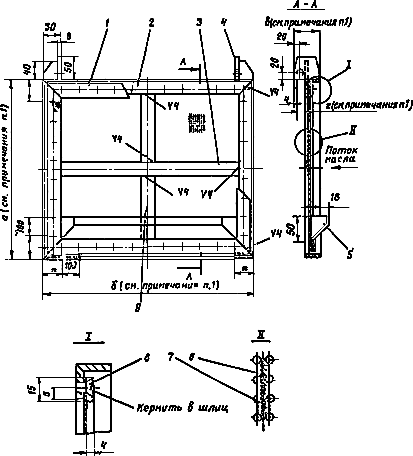
Рис. 2. Фильтр тонкой очистки
Примечания:
1. Размеры а-г выполнить по штатному фильтру маслобака так, чтобы размер а составлял третью часть высоты штатного фильтра.
2. Сварные швы зачистить заподлицо.
3. Фильтры тонкой очистки навешивать на штатные после 4-часовой прокачки масла по каждому контуру на первом этапе очистки маслосистемы и после 2-часовой прокачки на втором.
Позиция на рисунке | ГОСТ | Наименование | Количество | Материал | Примечание |
1 | - | Планка накладная | 4 | Ст. 3 | - |
2 | 8509-93 | Уголок 20×20×4 | 4 | Ст. 10 | Прокат |
3 | - | Планка 4×50 | 1 | Ст. 3 | - |
4 | - | Ухо | 2 | Ст. 3 | - |
5 | - | Козырек | 1 | Ст. 3 | δ = 0,5 мм |
6 | 6613-86 | Сетка № 004 | 1 | Фосфористая бронза | Допускается № 006 |
7 | 6613-86 | Сетка № 2 | 2 | Латунь | - |
8 | 10619-90 | Винт № 6 | Ст. 5 | Количество по месту | |
9 | - | Планка 4×50 | 2 | Ст. 3 | - |
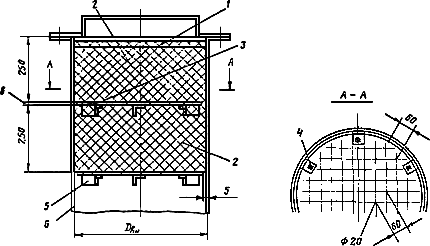
1 - ватная подушка; 2 - вата; 3 - перфорированный диск; 4 - крепление болтом М8×40, гайкой М8, шайбой диаметром 8 мм; 5 - упор; 6 - корпус адсорбера
Рис. 3. Ватный фильтр
Примечания:
1. Для ватного фильтра использовать корпус адсорбера, выгрузив из него силикагель и установив перфорированные диски, как показано на рисунке.
2. Вместо войлочного фильтрующего материала уложить ватную подушку (вату, обшитую марлей или бязью), диаметр которой больше диаметра корпуса адсорбера не менее чем на 200 мм.
3. Ватный фильтр подключать после 4-часовой прокачки масла через каждый контур на первом этапе очистки маслосистемы и после 2-часовой прокачки на втором. Загрязнение ваты определяется уменьшением струи масла, выходящей из фильтра, или снижением давления по показаниям манометра.
4.7 К контурам промывки предъявляются следующие требования:
а) скорости потока масла должны обеспечиваться согласно п. 4.1;
б) потери давления должны быть на 5-10% меньше располагаемого напора, развиваемого насосами, используемыми при промывке;
в) схема промывки должна быть разделена на возможно меньшее количество контуров (обычно на три-пять);
г) в первых контурах должна проводиться очистка нижней части оборудования схемы промывки с тем, чтобы исключить попадание грязи в уже очищенные маслопроводы.
Например, в первом контуре должны быть очищены маслоохладители. Как правило, необходимое качество очистки обеспечивается поочередным включением в контур половины общего количества маслоохладителей.
Во втором контуре должна проводиться очистка стояка и коллектора напорного маслопровода, ответвлений к подшипникам турбины, а также сливного коллектора подшипников турбины.
В третьем контуре должны очищаться напорный и сливной коллекторы подшипников генератора и возбудителя и ответвления к подшипникам генератора и возбудителя.
Параллельно с этими контурами очищаются контуры системы регулирования и маслопроводы уплотнений вала генератора, которые имеют самостоятельные насосы.
4.8 Выбор контура заключается в определении потерь давления при заданных скоростях потока масла. Расчет потерь давления в контуре определять по таблице в такой последовательности:
а) составить схему контура с указанием всех местных сопротивлений (колен, арматуры, маслоохладителей и др.). Для большей наглядности схему желательно чертить в аксонометрической проекции;
б) разделить контур на расчетные участки, которые пронумеровать. Расчетным участком называется отрезок маслопровода с постоянным сечением и расходом масла;
в) определить необходимые расходы масла для каждого расчетного участка:
Q = υi F 3600 м3/ч, (4)
где υi - заданная средняя скорость потока масла на данном расчетном участке, м/с;
F - площадь поперечного сечения трубы, м2.
При этом увязать расход масла в контуре с расходами масла в расчетных участках, увеличив при необходимости скорости потока масла на отдельных участках.
Расход масла в контуре не должен превышать производительности насосов, применяемых в схеме промывки, которая определяется по характеристикам насосов;
г) определить потери давления на каждом расчетном участке контура:
, (5)
где l - длина расчетного участка, м;
d - диаметр трубы, м;
γ - плотность масла, кг/м3;
g - ускорение силы тяжести, м/с2;
д) определить суммарную потерю давления последовательно соединенных участков рассматриваемого контура:
ΣH = H1 + H2 + ... + Hn
Если суммарная потеря давления в контуре больше напора, создаваемого насосами схемы промывки при расчетном расходе, необходимо уменьшить потерю давления в контуре за счет увеличения диаметров перемычек или организации дополнительных сливов (подключений ответвлений другого контура).
4.9 Правильность гидравлического расчета контура проверить во время прокачки по величине потери давления на расчетном участке, которая равна разности давления, создаваемого насосами, и замеренного в конце расчетного участка. Допустимое отклонение замеренной потери давления от расчетного значения 10%.
5. УКАЗАНИЯ ПО ОЧИСТКЕ МАСЛОСИСТЕМЫ
5.1 Очистку маслосистемы гидродинамическим способом выполнять в два этапа. Первый этап, предусматривающий очистку маслосистемы от шлама, продуктов коррозии и других посторонних частиц, необходимо провести до разборки и ревизии ее узлов. Для этого после останова турбоагрегата и отключения маслонасосов установить перемычки согласно схеме.
Прокладки перемычек не должны перекрывать сечения трубопровода.
Перемычки и специальные пробки в узлах регулирования турбоустановок, имеющих централизованную маслосистему, установить до останова маслонасосов, если система регулирования может быть отключена по маслу.
При сборке схемы следует вынуть все дроссельные шайбы, характеристики которых не учтены в гидравлическом расчете.
5.2 В маслосистемах с высоконапорными маслонасосами заданную температуру масла поддерживать подачей циркуляционной воды в один из маслоохладителей турбоустановки. Более качественно охлаждающие трубки очищаются в том маслоохладителе, в который не подается охлаждающая вода. Поэтому при очистке маслоохладителей нужно чередовать подачу и отключение охлаждающей воды.
В маслосистемах с низконапорными маслонасосами заданную температуру масла поддерживать подачей горячей воды температурой 80-90 °С во все маслоохладители, включенные в контур. Использование маслоохладителей в качестве подогревателей масла улучшает и ускоряет очистку их охлаждающих, так как температура трубок выше температуры масла, что уменьшает силы сцепления между трубками и отложениями.
5.3 Наблюдать за давлением масла в схеме по штатным манометрам маслосистемы. При прокачке масла у работающих насосов задвижки на стороне всасывания и нагнетания, а также на перемычке прокачиваемого контура должны быть полностью открыты.
5.4 Если нагрузка электродвигателя насоса больше допустимой, следует уменьшить количество промываемых трубопроводов, закрыв задвижку одной из перемычек, а очистку перекрытого трубопровода провести при прокачке следующего контура.
5.5 Последовательную прокачку всех контуров, как правило, выполнять непрерывно, чтобы не произошло остывания масла. Переключение потока масла на следующий контур вести задвижками на перемычках и штатной арматурой.
5.6 Если масло, бывшее в эксплуатации, не подлежит замене, прокачку маслосистемы на первом и втором этапах проводить этим же маслом при температуре 60-65 °С.
5.7 Температуру прокачиваемого масла замерять на выходе из маслоохладителей.
5.8 Длительность непрерывной прокачки каждого контура на первом этапе очистки зависит от толщины слоя отложений.
Ориентировочная длительность прокачки масла через маслосистему на первом этапе следующая:
Длительность прокачки, ч | Максимальная толщина отложений в трубопроводах, мм |
12 | До 1 |
14 | 1-2 |
16 | 2-3 |
5.9 Во время прокачки масла сетки масляного бака необходимо очищать регулярно, не допуская большой разности уровня масла в грязном и чистом отсеках.
После 4-часовой прокачки масла через каждый контур (когда значительная часть грязи осела на штатных фильтрах) необходимо установить фильтры тонкой очистки (см. рисунок 2) и включить в контур фильтр-пресс и ватный фильтр (см. рисунок 3).
5.10 После окончания первого этапа очистки маслосистему опорожнить и провести ревизию ее узлов (арматуры, насосов, регуляторов), очистить масляный бак, а также маслоохладители с водяной стороны (рисунок 4).
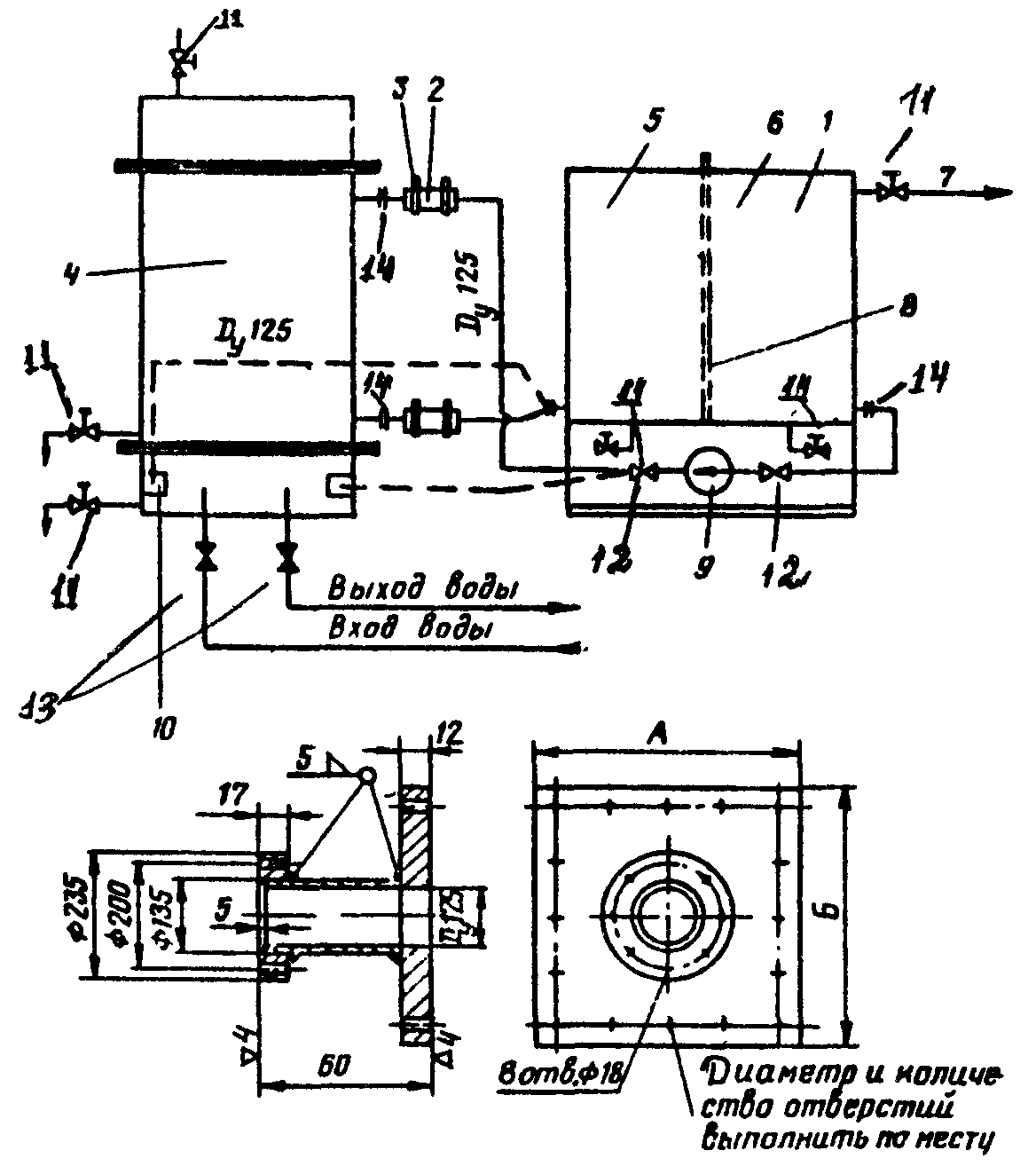
1 - промывочная машина (черт. РТ-300Х-104ХФ ЦКБ); 2 - рукав 100-25; 3 - хомут (болт М12×40, гайка M12, шайба диаметром 12 мм); 4 - маслоохладитель; 5 - грязный отсек; 6 - чистый отсек; 7 - перелив; 8 - фильтр; 9 - насос 5НДв (n = 1450 об/мин); 10 - специальная крышка; 11 - вентиль; 12 - задвижка; 13 - задвижка закрыта; 14 - - фланцевое соединение
Рис. 4. Схема очистки масляной и водяной полостей маслоохладителя на месте его установки
Примечания:
1. Для очистки масляной полости маслоохладитель соединить с промывочной машиной, как показано на рисунке, сплошной линией.
2. Для очистки водяной полости маслоохладитель соединить с промывочной машиной (штриховая линия). Размеры А и Б выполнить по крышке смотрового окна нижней водяной камеры маслоохладителя.
3. Масляную полость маслоохладителя очищать 4-5%-ным, водяную - 5-7%-ным раствором тринатрийфосфата при температуре 85-95 °С.
4. Для растворения тринатрийфосфата использовать бытовую стиральную машину. Перед включением машины в сеть заземлить ее.
5. Очистку масляной полости маслоохладителя проводить в следующем порядке. Заполнить бак промывочной машины обессоленной водой или конденсатом температурой 90-95 °С до уровня перелива. Прокачивать горячую воду в течение 1-1,5 ч. Сливать замасленную воду из бака промывочной машины, доливая чистую. Ввести в грязный отсек бака промывочной машины крепкий раствор тринатрийфосфата до получения 4-5%-ного раствора. Прокачивать раствор по схеме до прекращения изменения концентрации раствора и выноса грязи на фильтры промывочной машины. Слить раствор из маслоохладителя и бака машины. Заполнить бак машины горячей водой. Прокачивать горячую воду до получения нейтральной пробы.
6. При очистке водяной полости горячий 5-7%-ный раствор тринатрийфосфата прокачивать по схеме в течение 10 ч. Очистка считается законченной, если фильтры промывочной машины в течение последних 2 ч прокачки остаются чистыми.
7. При включении горячего маслоохладителя в работу сначала подать масло, а затем медленно циркулирующую воду.
5.11 Предварительную очистку масляного бака ведут струей горячей воды (рисунок 5). Для слива грязной воды масляный бак соединяют со специальным отстойником. Окончательно очищают масляный бак подрубленными салфетками. Места коррозии и отслаивания краски зачищают шабером и смазывают чистым маслом.
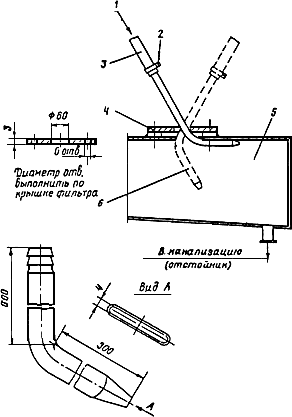
1 - подвод горячей воды (p = 0,5-0,6 МПа, t = 90÷100 °C); 2 - хомут (болт М10×20, гайка М10, шайба диаметром 10 мм); 3 - рукав БГ-10 диаметром 18 мм; 4 - специальная крышка; 5 - масляный бак; 6 - насадка (труба диаметром 15 мм, ГОСТ 3262-75)
Рис. 5. Схема промывки масляного бака турбины
Примечание. Для крепления специальной крышки используется штатный крепеж крышки фильтра.
5.12 Второй этап предусматривает очистку маслосистемы от твердых частиц, занесенных при ревизии и сборке ее узлов.
Масло на втором этапе прокачивают по тем же контурам за 8-10 дней до пуска турбоустановки.
5.13 Ориентировочная длительность непрерывной прокачки по каждому контуру на втором этапе очистки 4 ч.
После прокачки каждого контура в течение 1 ч устанавливают фильтры тонкой очистки и включают фильтр-пресс и ватный фильтр.
5.14 Для исключения попадания посторонних частиц в маслоподводящие каналы подшипников разборку схемы промывки и сборку штатной эксплуатационной следует проводить после окончательной сборки подшипников.
5.15 В том случае, если масло подлежит замене в связи с тем, что показатели его качества не удовлетворяют требованиям ПТЭ-95 "Правила технической эксплуатации электрических станций и сетей Российской Федерации" (РД 34.20.501-95), очистку маслосистемы выполняют в такой последовательности:
а) первый этап: маслосистему очистить с помощью прокачки масла, бывшего в эксплуатации, при температуре 65-70 °С, после чего его полностью слить. Заполнить маслосистему порцией нового масла, которая может быть меньше эксплуатационной нормы, но достаточной для обеспечения надежной работы насосов. Прокачивать это масло через каждый контур в течение 2 ч при температуре 60-65 °С, после чего полностью слить его из маслосистемы;
б) второй этап очистки выполнить новой порцией свежего масла (при температуре 60-65 °С), предназначенного для эксплуатации.
5.16 Изменять температуру прокачиваемого масла запрещается; так как повышение ее приводит к порче масла, а снижение ухудшает качество очистки.
6. ТРЕБОВАНИЯ К КАЧЕСТВУ ОЧИСТКИ
6.1 Проверку качества очистки маслосистемы необходимо выполнять после окончания первого этапа очистки, который считается законченным, если фильтры тонкой очистки остаются чистыми в течение 2 ч после окончания непрерывной циркуляции масла.
Ориентировочная длительность непрерывной прокачки следующая:
Длительность прокачки, ч | Максимальная толщина отложений в трубопроводах, мм |
10 | До 1 |
12 | 1-2 |
14 | 2-3 |
6.2. После окончания первого этапа очистки проверить ее качество, для чего:
а) кольцевую поверхность сливного коллектора площадью 200-300 см2 в месте слива масла из заднего подшипника генератора тщательно очистить от оставшегося шлама и масла ватными тампонами, смоченными спиртобензольной смесью;
б) ватные тампоны промыть спиртобензольной смесью до полного удаления шлама;
в) спиртобензольную вытяжку перенести в коническую колбу, доведенную до постоянного веса, и прогнать досуха;
г) остаток промыть бензином и довести колбу до постоянного веса.
Количество шлама с 1 м2 очищенной поверхности можно определить по формуле (г/м2)
где q1 - масса пустой колбы, г;
q2 - масса колбы с осадком, г;
F - площадь очищенной поверхности, м2.
6.3 Аналогично проверить качество очистки напорного маслопровода в месте установки одной из перемычек.
Маслосистема считается чистой и допускается к эксплуатации, если количество шлама в сливном маслопроводе не превышает 100 г на 1 м2, а в напорном - 50 г на 1 м2. Указанные остатки отложений не уменьшают надежности работы турбоустановки.
6.4 Проверить визуально один-два напорных маслопровода в местах установки перемычек и сравнить с маслопроводом, чистоту которого проверяли методом, описанным в п. 6.2.
Если качество очистки не удовлетворяет указанным требованиям, необходимо продолжить ее до достижения требуемой чистоты.
6.5 Качество очистки маслосистемы на втором этапе определять по чистоте фильтров тонкой очистки. Контур считается чистым, если фильтры тонкой очистки в течение 1 ч остаются чистыми после проведения не менее чем 3-часовой прокачки.
6.6 После завершения работ по очистке маслосистемы необходимо проанализировать показатели качества масла: вязкость, кислотное число, содержание водорастворимых кислот, растворенного шлама и механических примесей, а также термоокислительную стабильность и антикоррозионную активность.
Все указанные показатели масла должны соответствовать требованиям, предъявляемым к эксплуатационным маслам нормативно-технической документацией.
Приложение А
(обязательное)
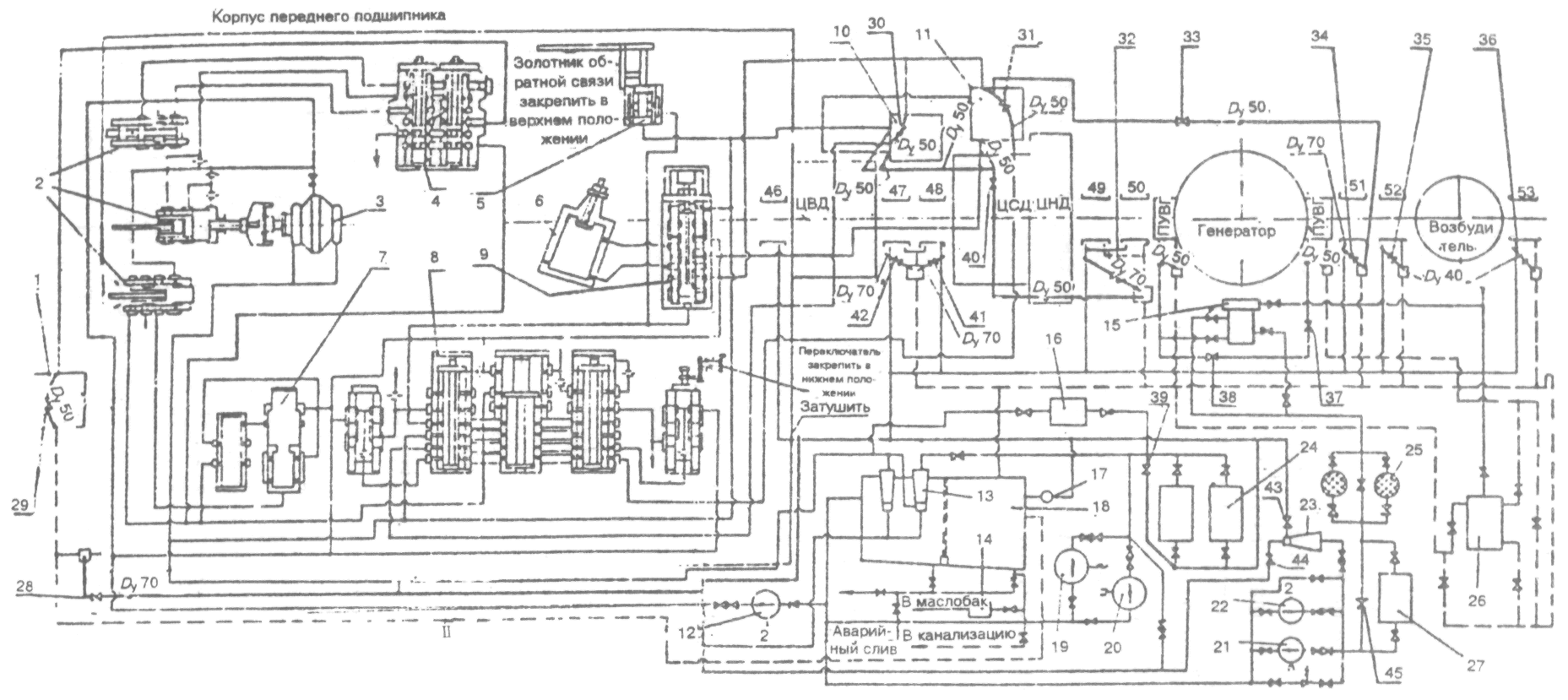
Узлы маслосистемы:
1 - стопорный клапан; 2 - золотники регулятора скорости; 3 - главный масляный насос; 4 - регулятор безопасности; 5 - золотник обратной связи серводвигателя высокого давления; 6 - серводвигатель высокого давления; 7 - дифференциатор; 8 - суммирующий золотник; 9 - золотник серводвигателя высокого давления; 10 - серводвигатель клапанов среднего давления; 11 - серводвигатель клапанов низкого давления; 13 - сдвоенный инжектор; 14 - фильтр-пресс; 15 - регулятор давления; 16 - ватный фильтр (адсорбер); 17 - сливной клапан; 18 - масляный бак; 23 - инжектор МОУ; 24, 27 - маслоохладители; 25 - фильтр; 26 - гидравлический затвор; 12, 19, 20, 21, 22 - насосы системы регулирования, смазки подшипников и уплотнений вала генератора; 28-45 - задвижки, вентили; 46-53 - подшипники
Условные обозначения: | ||||
ПУВГ, ЗУВГ | - переднее, заднее уплотнение вала генератора; | |||
- напорный маслопровод; | - вентиль, задвижка; | |||
- сливной маслопровод; | - вентиль, задвижка закрыты постоянно; | |||
- смотровое окно; | - обратный клапан; | |||
- дроссельная шайба; | - перемычка | |||
Рисунок А.1 - Принципиальная схема промывки маслосистемы турбоагрегата ПТ-60-90
Примечания: Прокачать масло по пяти контурам при температуре 60-65 °С:
контур I. Маслопроводы подшипников 46-53 и УВГ, узлы - поз. 2, 10, 23, 24, 27. Маховик управления в положении "Убавить до упора". Задвижки и вентили (поз. 29, 31, 33, 39, 40, 45) закрыты, остальные открыты;
контур II. Маслопроводы подшипников 46-53 и ПУВГ, узлы - поз. 10, 11, 24, 27. Задвижки и вентили (поз. 30, 33, 37, 43, 44) закрыты, остальные открыты;
контур III. Маслопроводы подшипников 49-53 и ЗУВГ, узлы - поз. 11, 24, 27. Задвижки и вентили (поз. 28, 29, 30, 31, 38, 40, 41, 42, 43, 44) закрыты, остальные открыты;
контур IV. Маслопроводы подшипников 46, 47, 48, 53 и УВГ, узлы - поз. 1, 6, 24, 27. Золотник (поз. 9) в положении "На нижнем упоре". Задвижки и вентили (поз. 30, 31, 32, 33, 34, 35, 43, 44) закрыты, остальные открыты;
контур V. Маслопроводы подшипников 47-53 и УВГ, узлы - поз. 10, 11, 24, 27. Задвижки и вентили (поз. 28, 29, 30, 31, 43, 44) закрыты, остальные открыты.
В контурах II-V маховик управления в положении "Прибавить до упора". В контурах I-III, V золотник (поз. 9) в положении "Отсечка" (поднят с нижнего упора на 6,5 мм). В контурах II-V пружина сливного клапана (поз. 17) зажата поворотом нажимного винта на пять оборотов. Во всех контурах работают насосы (поз. 12, 19, 20, 21, 22). На перемычках установить задвижки соответствующего условного диаметра.