РД 34.45.607
МИНИСТЕРСТВО ЭНЕРГЕТИКИ И ЭЛЕКТРИФИКАЦИИ СССР
ГЛАВЭНЕРГОРЕМОНТ
ТЕХНОЛОГИЧЕСКАЯ ИНСТРУКЦИЯ
ПО РЕМОНТУ ТЕРМОАКТИВНОЙ ИЗОЛЯЦИИ ЛОБОВЫХ ЧАСТЕЙ СТЕРЖНЕЙ (КАТУШЕК) ОБМОТОК СТАТОРОВ ВЫСОКОВОЛЬТНЫХ ЭЛЕКТРИЧЕСКИХ МАШИН
РД 34.45.607
(ТР 34-70-001-82)
УДК 621.313.3
Срок действия установлен
с 01.07.82 г. до 01.07.87 г.
РАЗРАБОТАНО ЦКБ Главэнергоремонта
ИСПОЛНИТЕЛЬ Г.А. ТАРАСЮК
СОГЛАСОВАНО Главным техническим управлением по эксплуатации энергосистем
Главный инженер Ю.И. ТИМОФЕЕВ
ВПО "Союзэлектротяжмаш" Минэлектропрома
Главный инженер А.Ф. КОЛТОВОЙ
заводом "Электротяжмаш", ЛПЭО "Электросила", ПО "Уралэлектротяжмаш"
УТВЕРЖДЕНО Главэнергоремонтом
Главный инженер В.И. БАРИЛО
В настоящей Инструкции изложена технология ремонта местных повреждений термореактивной изоляции лобовых частей стержней (катушек) обмоток статора вращающихся электрических машин (электродвигателей, гидро- и турбогенераторов, синхронных компенсаторов) на напряжение до 24 кВ включительно без выемки поврежденных стержней (катушек).
Инструкция не распространяется на ремонт термореактивной изоляции, изготовленной по технологии "Монолит-2", с пропиткой обмотки статора в сборе, электрических машин производства Лысьвенского турбогенераторного завода.
Во всех случаях выполнения ремонта изоляции электрических машин по технологии, изложенной в данной инструкции, с указанием способа ремонта следует сообщать в ЦКБ Главэнергоремонта (119136, Москва, 3-й Сетуньский проезд, д. 10).
1.1. По технологии, описанной в настоящей Типовой инструкции, могут быть устранены следующие основные виды повреждений изоляции в лобовых частях стержней (катушек) обмоток статоров:
1.1.1. Механические повреждения и истирания деталями крепления лобовых частей (прокладки, распорки и т.д.) или посторонними предметами, попавшими в обмотку.
1.1.2. Механические повреждения изоляции верхних сторон катушек или верхних стержней обмоток на напряжение до 6 кВ сегментами или стержнями демпферной обмотки ротора.
1.1.3. Пробои изоляции (без механического повреждения), если объем повреждения невелик.
1.2. Во всех перечисленных случаях не должно быть повреждений токоведущей части катушки или стержня.
1.3. По методике ЛПЭО "Электросила" ремонт изоляции производится, если расстояние от края поврежденного, участка до заземленных деталей или конца пазового полупроводящего покрытия по поверхности изоляции не менее значений, указанных в табл. 1.
Таблица 1
Минимальное расстояние от края поврежденного участка изоляции лобовой части до заземленной точки по методике ЛПЭО "Электросила"
Номинальное напряжение машины, кВ | Глубина повреждения, мм | Минимальное расстояние до заземленной точки, мм |
До 10,5 | До 0,5 включительно | 30 |
Свыше 0,5 | 50 | |
13,8 – 15,75 | До 0,5 включительно | 40 |
Свыше 0,5 | 60 | |
18,0 – 20,0 | До 0,5 включительно | 40 |
Свыше 0,5 | 70 | |
24,0 | До 0,5 включительно | 50 |
Свыше 0,5 | 80 |
1.4. По методике завода "Электротяжмаш" ремонт изоляции производится, когда поврежденный участок имеет размеры, указанные в п. 3.2.2.
1.5. Если повреждения изоляции лобовых частей расположены вблизи активной стали статора и носят массовый характер, то допустимость ремонта по настоящей технологии должна быть согласована с заводом-изготовителем электрической машины.
1.6. Ремонт местных повреждений изоляции целесообразно совмещать с проведением работ по усилению крепления обмотки статора путем установки прокладок из формопластов, вязки лобовых частей, пропитанным самоусаживающимся шнуром и т.д.
2. МАТЕРИАЛЫ, ИНСТРУМЕНТ И ПРИСПОСОБЛЕНИЯ
2.1. При ремонте изоляции используются следующие материалы:
- смола зпоксидно-диановая ЭД-16 или ЭД-20 (ГОСТ 10587-76);
- смола ДЭГ-1 (ТУ 6-05-1823-77);
- смола эпоксидная ЭИС-1 (ТУ 38-109-1-76);
- смола Л-19 (ТУ 6-11-173-74);
- смола низкомолекулярная полиамидная Л-20 (ТУ 6-05-1123-74);
- шпатлевка эпоксидная ЭП-0010 (ГОСТ 10277-76);
- замазка эпоксидная ЭЗ-217 (ОБС.504.040 ТУ);
- белая сажа (МРТУ 6-01-60-66);
- каолин (ГОСТ 19607-74);
- тальк (ГОСТ 21235-75);
- полиэфир ТГМ-3 (ТУ 6-16-2010-76);
- клей эпоксидный ЭК-3 (0БС.504.022 ТУ, ОБС.909.053-А);
- М-фенилендиамин (ГОСТ 5825-78);
- полиэтиленполиамин (ТУ 6-02-594-75);
- бумага слюдинитовая CБ-l (ТУ 16-503.051-70);
- слюда молотая;
- стеклоткань пропитанная ПС-ИФ/ЭП (ТУ 16-503.036-75 или СЛПК-110 0,1x900, ТУЗ11-2-72);
- стекломикалента ЛМР-СС 0,13х(20-30) (ГОСТ 4268-76);
- стеклолента ЛЭС 0,2х(20-30) (ГОСТ 5937-68);
- лента стеклослюдинитовая;
- лента асбестовая ЛАЭ 0,5х(20-30) (ГОСТ 14256-78);
- лента лавсановая самоусаживающаяся (ТУ 17 РСФСР 44-84-46-76);
- пленка фторопластовая Ф-4Э0 0,1х50 (ГОСТ 12508-73);
- лента фторопластовая (ГОСТ 18999-72);
- спирт этиловый технический (ГОСТ 17299-78);
- бензин авиационный (ГОСТ 1012-72);
- ацетон технический (ГОСТ 2768-69);
- эмаль Л2450 (ТУ ОБX590000);
-эмаль глифталь-масляная полупроводящая 57 (ОВС.504.013 ТУ);
- эмаль глифталь-масляная полупроводящая ГФ-5109Г (ТУ 6-10-890-75);
- эмаль ПЛГ-233 (ОБС.504.004 ТУ);
- эмаль ПЛК-234 (ОБС.504.001 ТУ, ОБС.900.073);
- эмаль ГФ-92ХС (ГФ-92ХК) (ГОСТ 9151-75);
- эмаль ГФ-92ГС (ГОСТ 9151-75).
Выбор конкретных материалов и их количество определяется объемом и способом ремонта, а также наличием материалов.
2.3. Кроме обычного оборудования и инструмента для обмоточно-изолировочных работ при ремонте изоляции необходимы следующие инструменты и приспособления:
- специальные ножи с длинной рукояткой (рис. 1);
- крючки (рис. 2);
- металлические банки для приготовления компаундов;
- весы (циферблатные или чашечные) с разновесом до 1 кг;
- деревянные шпатели;
- волосяные кисти № 20-30;
- коммутаторные лампы КМ;
- зеркало размером 50x40 мм на проволочной ручке;
- термостат (нагрев до 200 °С);
- термометры (0÷150 °С);
- термопары с переключателем и вторичным прибором;
- приспособление для опрессовки и запечки (рис. 3).
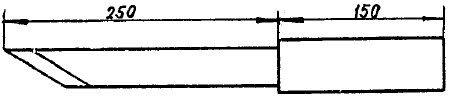
Рис. 1. Нож специальный
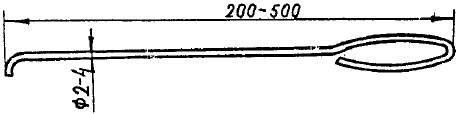
Рис. 2. Крючок
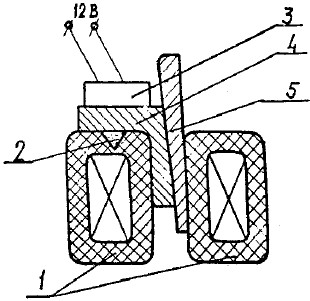
Рис. 3. Приспособление для опрессовки и запечки:
1 - обмотка; 2 - место ремонта изоляции; 3 - нагреватель;
4 - опрессовочный клин; 5 - прижимной клин
2.4. Приспособление для опрессовки и запечки должно быть оборудовано специальными площадками или хвостовиками для установки регулируемых нагревателей на напряжение не более 12 В, например, электровулканизаторов. В приспособлении должны быть предусмотрены отверстия для установки термометра или термопары.
3. ТЕХНОЛОГИЯ РЕМОНТА ИЗОЛЯЦИИ 1
______________________
1 В технологии ремонта изоляции использован способ ремонта термореактивной изоляции лобовых частей обмотки статора высоковольтных электрических машин по авторским свидетельствам на изобретения № 771813 и № 788287.
3.1. Осмотр места повреждения и подготовка к ремонту изоляции
3.1.1. Лобовые части обмотки статора следует осмотреть со стороны расточки и корпуса статора, а также между верхним и нижним слоями обмотки с помощью зеркала, укрепленного на ручке необходимой длины, и осветителя из нескольких коммутаторных ламп. Осветитель и зеркало опускаются в зазоры между лобовыми частями стержней. По результатам осмотра должна составляться схема расположения повреждений и устанавливаться порядок ремонта.
3.1.2. Между ремонтируемым стержнем и соседними стержнями с обеих сторон необходимо удалить шнуровые вязки и распорные колодки. В отдельных случаях необходимо удалить прокладки или колодки, установленные между верхним и нижним слоями обмотки. При ремонте нижних стержней (при необходимости) должен быть вынут один или два верхних стержня, лобовые части которых расположены над местом ремонта. При ремонте верхних стержней со стороны расточки статора и вблизи (до 100 мм) сердечника необходимо удалить концевые клинья в пазах, где лежат ремонтируемые стержни.
3.1.3. С обеих сторон от повреждения следует снять со стержня покровную ленту и поверхностное полупроводящее покрытие на длине В (рис. 4), указанной в табл. 2. Ленту (асбестовую или стеклянную) полупроводящего покрытия с обеих сторон от повреждения необходимо снять, не обрезая, для последующего наложения на отремонтированную изоляцию или соединения со вновь выполненным покрытием.
Концы снятой ленты следует обернуть фторопластовой лентой для защиты от попадания эпоксидного компаунда при ремонте. Зачистить поверхность изоляции абразивной бумагой или напильником.
3.1.4. После снятия покровной ленты и полупроводящего покрытия очистить поверхность изоляции, включая место повреждения, от загрязнений (особенно маслом) и протереть безворсовыми салфетками, смоченными спиртобензиновой смесью (до 50 % объема спирта и бензина), а затем сухими салфетками. Для очистки труднодоступных мест следует использовать крючки, деревянные палочки и петли из киперной ленты.
Качество отремонтированной изоляции в значительной степени зависит от тщательности выполненных операций, особенно очистки и разделки изоляции.
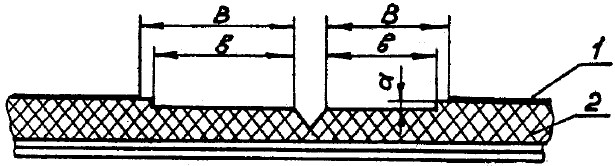
Рис. 4. Разделка изоляции в месте ремонта:
а - глубина участка, на котором выполняется дополнительная разделка изоляции, мм;
в - длина участка, на котором выполняется дополнительная разделка изоляции, мм; В - длина участка, на котором удаляется покровная лента, мм;
1 - полупроводящее покрытие; 2 - корпусная изоляция стержня (катушки)
Таблица 2
Значение разделки поврежденного участка изоляции лобовой части по методике завода "Электротяжмаш"
Номинальное напряжение машины, кВ | Длина участка, на котором удаляется покровная лента "В", мм | Глубина дополнительной разделки "а", мм | Длина дополнительной разделки "в", мм |
3,0-3,3 | 70 | 0,3-0,4 | 40 |
6,0-6,6 | 90 | 0,4-0,6 | 60 |
10,0-11,0 | 140 | 0,6-0,8 | 110 |
13,8 | 160 | 0,8-0,9 | 130 |
15,75 | 180 | 1,0-1,1 | 150 |
18,0 | 210 | 1,2-1,3 | 180 |
20,0 | 230 | 1,3-1,4 | 200 |
3.2. Разделка изоляции для ремонта
3.2.1. С помощью ножа необходимо сделать местную разделку поврежденной изоляции в форме, близкой к конусу, удалив расслоенную изоляцию на краях места повреждения. Обугленные места следует тщательно очистить в канале пробоя. Если изоляция повреждена не на всю толщину, то не следует углублять место повреждения. Крошки изоляции удалить кистью и продувкой сухим сжатым воздухом.
3.2.1. Выполнить дополнительную разделку (при ремонте по методике ЛПЭО «Электросила» не выполняется), снимая изоляцию с обеих сторон от места повреждения на глубину "а" и длину "в" (см. рис. 4 и табл. 2). Приведенная в табл. 2 длина относится к случаю, когда повреждение имеет небольшие размеры (примерно 20x30 мм2). Если повреждение протяженное, то размеры дополнительной разделки определяются по месту с учетом рекомендаций табл. 2. Дополнительная разделка изоляции не производится, если повреждение расположено у сердечника статора. Снятие изоляции выполняется с помощью специальных ножей и крючков; при этом необходимо соблюдать осторожность, чтобы не повредить целой изоляции. Конфигурация разделки изоляции показана на рис. 5. После окончания разделки изоляцию необходимо очистить и протереть.
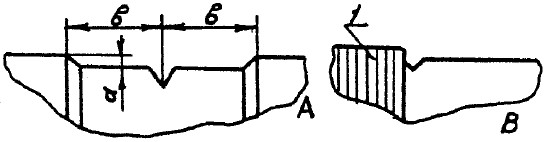
Рис. 5. Конфигурация разделки изоляции в месте ремонта:
А - ремонт на лобовой части; В - ремонт вблизи активной стали;
1 - активная сталь сердечника статора
3.3. Изготовление компаунда
3.3.1. Для ремонта изоляции используется эпоксидные компаунды следующего состава:
Компаунд № 1
Эпоксидная шпатлевка ЭП-0010 100 мас. ч.
Полиэтиленполиамин 5 мас. ч.
Слюдинитовая пудра см. ниже
Компаунд № 2
Эпоксидная смола ЭД-16 100 мас. ч.
Полиэфир ТГМ-3 30 мас. ч.
М-фенилендиамин 16 мас. ч.
или
Эпоксидная смола ЭД-20 100 мас. ч.
Полиэфир ТГМ-3 25 мас. ч.
М-фенилендиамин 19 мас. ч.
Компаунд № 3
Компаунд № 2
Слюдинитовая пудра см.ниже
Компаунд № 4
Основа: эпоксидная смола ЭД-20 60 мас. ч.
смола ДЭГ-1 40 мас. ч.
белая сажа 20 мас. ч.
каолин 100 мас. ч.
Отвердитель: смола Л-19 80 мас. ч.
полиэтиленполиамин 8 мас. ч.
Наполнитель: тальк 280-340 мас. ч.
3.3.2. Для приготовления слюдинитовой пудры необходимо слюдинитовую бумагу СБ-1 подсушить на противне в печи или термостате при температуре 120-150°С в течение 2-3 ч, остудить и растереть в ступке до получения тонкого однородного порошка слюды. В компаундах № 1 и 3 допускается заменять слюдинитовую пудру тонкомолотой слюдой, которая также должна быть подсушена перед применением.
3.3.3. Для приготовления компаунда № 1 необходимо влить полиэтиленполиамин в шпатлевку и тщательно размешать смесь. Слюдинитовую пудру небольшими порциями, тщательно размешивая, следует всыпать в смесь шпатлёвки с полиэтиленполиамином до получения консистенции замазки средней вязкости (компаунд не должен стекать со шпателя) .
3.3.4. Для приготовления компаунда № 2 необходимо М-фенилендиамин раздробить и расплавить в полиэфире при температуре 65-70°С (на водяной бане). Полиэфир с М-фенилендиамином следует порциями вливать в смолу, тщательно перемешивая смесь.
3.3.5. Для приготовления компаунда № 3 необходимо ввести в небольшую часть компаунда № 2 слюдинитовую пудру (п.3.3.3). Если начальная вязкость компаунда № 2 велика, допускается добавить к нему (после приготовления компаунда № 3)от 2 до 4 мас. ч. ацетона.
3.3.6. Для приготовления компаунда № 4 необходимо основу смешать с отвердителем до получения однородной массы. При постоянном перемешивании необходимо добавить тальк.
3.3.7. Компаунды № 1 и 3 используется для заполнения местной разделки, компаунд № 2 - для промазки изоляции, которую наносят в дополнительную разделку, и для изготовления изоляционных коробок, компаунд № 4 - для изготовления изоляционных коробок и заполнения местной разделки.
3.3.8. Срок годности компаундов № 1, 2, 3 и 4 - не более 3 ч после приготовления.
3.4. Изготовление изоляционных коробок для ремонта изоляции вблизи сердечника статора по методике завода "Электротяжмаш"
3.4.1. Изоляционные коробки (рис.6) изготавливается методом горячего прессования в пресс-форме из пропитанной стеклоткани ПС-ИФ/ЭП или СЛПК-110 (последняя более мягкая при нормальной температуре и не требует массивной пресс-формы). В зависимости от имеющихся возможностей и потребности изготовляются отдельные изоляционные коробки или заготовки изоляционных коробок длиной до 1000 мм, которые затем разрезаются и механически обрабатываются для получения требуемой формы.
3.4.2. Изоляционные коробки могут быть изготовлены из двух половин (рис.7), склеенных компаундом № 2.
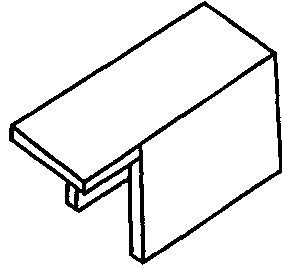
Рис. 6. Изоляционная коробка
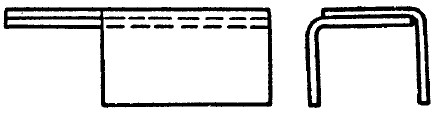
Рис. 7. Составная изоляционная коробка
3.4.3. Нарезанные заготовки стеклоткани в количестве, необходимом для получения требуемой толщины, укладываются в подогретую до 160°С (для ПС-ИФ/ЭП)" или холодную (для СЛПК-110) пресс-форму, предварительно покрытую антиадгезивом или пленкой.
3.4.4. Запечка должна производиться при температуре 180°С в течение 2 ч (для ПС-ИФ/ЭП) или 160°С в течение 6-8 ч (для СЛПК-110).
3.4.5. При выемке из пресс-формы, нарезке и механической обработке изоляционных коробок не должно быть расслоения краев. Внутреннюю поверхность изоляционных коробок следует зачистить абразивной бумагой до исчезновения глянца.
3.5. Ремонт поврежденной изоляции по методике ЛПЭО "Электросила"
3.5.1. Подготовить места повреждения изоляции.
3.5.1.1. Произвести осмотр лобовой части обмотки согласно п. 3.1.1.
3.5.1.2. Снять полупроводящее покрытие и зачистить поверхность изоляции абразивной бумагой или напильником.
3.5.1.3. Очистить поверхность изоляции согласно п. 3.1.4.
3.5.1.4. Разделать место повреждения согласно п. 3.2.1.
3.5.2. Изготовление изоляционных коробок
3.5.2.1. Изготовить из жести оправку, воспроизводящую внешнюю форму стержня на поврежденном участке. Длина оправки (мм) определяется по формуле:
ℓопр = ℓп + 2ℓм + 20,
где ℓп - длина, поврежденного участка, мм;
ℓм - минимальное расстояние до заземленной точки, мм (см. табл.1).
3.5.2.2. Заполнить оправку компаундом № 4 и сушить его при температуре 110-120 °С в течение 3 ч.
3.5.2.3. Нанести на оправку два слоя фторопластовой ленты, поверх которой намотать необходимое количество слоев пропитанной стекло слюдинитовой лентой ЛС-40Р-К-223-25х0,13 (можно применить другую стекло слюдинитовую ленту горячей сушки, предназначенную для ручной изолировки).
При намотке ленты необходимо контролировать размеры изоляции. Толщина выпеченной изоляции дана в табл. 3.
Таблица 3
Толщина выпеченной изоляции изоляционной коробки
Номинальное напряжение машины, кВ | Толщина выпеченной изоляции, мм |
До 13,8 15,75-20,0 24,0 | 2,0 3,0 4,0 |
3.5.2.4. На изолированную оправку намотать еще два слоя фторопластовой ленты, а на нее два слоя самоусаживающейся лавсановой ленты вполнахлестку.
3.5.2.5. Произвести выпечку изоляции на оправке в термостате при температуре 160 °С в течение 10 ч.
3.5.2.6. Снять изоляционную коробку с оправки, разрезав ее так, чтобы ока перекрывала место повреждения на минимальное расстояние до заземленной точки (см. табл.1).
3.5.3. Установка изоляционной коробки
3.5.3.1. Заполнить разделанное место повреждения компаундом № 4.
3.5.3.2. Промазать внутреннюю поверхность изоляционной коробки эпоксидным клеем ЭК-3, приготовленным по следующему рецепту:
основа: смола ЭИС-1 (ЭД-16) 51 мас. ч.
полиэфир ТГМ-3 9 мас. ч,
отвердитель: смола Л-20 40 мас. ч.
Всего 100 мас. ч.
3.5.3.3. Заполнить углы изоляционной коробки компаундом № 4.
3.5.3.4. Наложить изоляционную коробку на место повреждения.
3.5.3.5. Обжать изоляционную коробку с помощью приспособления (см.рис.3).
3.5.3.6. Уплотнить зазор между изоляционной коробкой и стержнем компаундом № 4 по типу треугольного сварочного шва с катетом, равным толщине изоляционной коробки.
3.5.3.7. Произвести сушку отремонтированного участка согласно п.3.7.2.
3.5.4. Нанесение покрытий
3.5.4.1. Если ремонтируемый участок находится в зоне полупроводящего лобового покрытия, то на поверхность изоляции следует нанести полупроводящую эмаль ПЛК-234 и сушить ее при температуре 18-23 °С в течение 4 ч.
3.5.4.2. После сушки необходимо нанести эмаль ГФ-92ХС (ГФ-92ХК) или ГФ-92ГС. Эмаль ГФ-92ХС (ГФ-92ХК) следует сушить при температуре 18-23 °С в течение 24 ч; эмаль ГФ-92ГС - при 100 °С в течение 3-5 ч.
3.6. Ремонт повреждений изоляции по методике завода "Электротяжмаш"
3.6.1. Местную разделку изоляции после чистки следует промазать компаундом № 2 с помощью кисти и шпателя до пропитки пор местной разделки, затем заполнить ее компаундом № 1 или 3 с небольшим избытком по отношению к объему разделки.
3.6.2. При ремонте лобовой части вдали от сердечника статора следует:
а) заполнить местную разделку компаундом до начала его полимеризации (п.3.6.1);
б) промазать поверхность изоляции в дополнительной разделке компаундом № 2. На промазанную поверхность намотать встык слой стекломикаленты ЛМР-СС; изолировку производить отрезком стекломикаленты длиной, достаточной для нанесения одного слоя. При изолировке необходимо следить за укладкой витков встык и натяжением ленты. Конец ленты временно закрепить. Вновь промазать поверхность разделки и намотать следующий слой так, чтобы стыки между витками в слоях не совпадали. Закрепить конец лежачего ниже слоя и обрезать излишек;
в) повторять операции п.3.6.26 до заполнения дополнительной разделки. Если зазоры между соседними стержнями в месте ремонта позволяют, допускается намотать дополнительно один-два слоя ленты с превышением первоначальной толщины изоляции. Эти слои по краям дополнительной разделки на длине 20-40 мм намотать поверх существующей изоляция (рис. 8). Затем намотать один слой стеклоленты вполнахлестку с промазкой компаундом № 2 и один слой фторопластовой пленки с нахлестом кромок. Натягивая фторопластовую пленку во время намотки, обжать изоляцию в дополнительной разделке. Все слои изоляции и фторопластовую пленку следует наматывать в одну сторону. Если предполагается установка приспособления для опрессовки изоляции, то необходимо намотать второй слой фторопластовой пленки.
3.6.3. При ремонте на прямолинейной части вблизи сердечника статора следует:
а) заполнить местную разделку компаундом до начала его полимеризации (см.п.3.6.1);
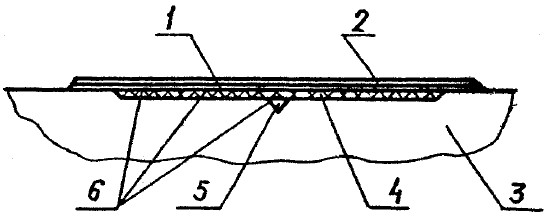
Рис. 8. Изоляция стержня в месте ремонта на лобовой части:
1 - стеклолента; 2 - фторопластовая пленка; 3 - лобовая часть обмотки;
4 - стекломикалента ЛМР-СС; 5 - компаунд № 1 или 3; 6 - компаунд № 2
б) установить поверх разделки изоляционную коробку. Перед установкой промазать внутреннюю поверхность изоляционной коробки компаундом № 2. Передний выступ коробки ввести в паз, а боковые стороны - между наружной поверхностью стержня и нажимными пальцами сердечника статора;
в) осадить молотком и деревянной колодкой изоляционную коробку до плотной посадки на стержень и полного захода выступа внутрь паза. В паз уложить (при необходимости) прокладку под клин и установить крайний пазовый клин (рис. 9).
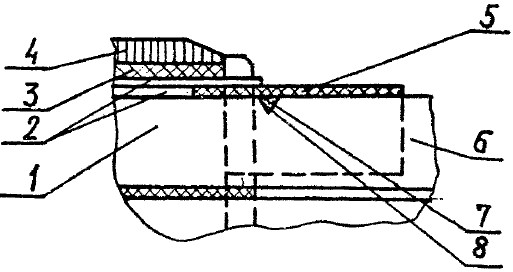
Рис. 9. Изоляция стержня в месте ремонта вблизи сердечника статора:
1 - пазовая часть обмотки; 2 - прокладка; 3 - пазовый клин; 4 – сердечник статора;
5 - изоляционная коробка; 6 - лобовая часть обмотки;
7 - компаунд № 1 или 3; 8 - компаунд № 2
Допускается произвести дополнительное крепление изоляционной коробки путем установки клиньев из стеклотекстолита в зазоры между нажимными пальцами сердечника статора и коробкой. Клинья перед установкой следует промазать компаундом № 2. .
3.6.4. После окончания изолировочных работ необходимо убрать из зазоров обмотки остатки материалов, смоченной ацетоном салфеткой вытереть компаунд с соседних стержней. Остатки компаунда в таре сохранить для контроля полимеризации.
3.7. Сушка изоляции
3.7.1. Сушка изоляции производятся двумя способами:
а) при температуре 20-30 °С в течение 48 ч;
б) нагревом воздуха от электрокалорифера.
3.7.2. Температура на поверхности изоляции при сушке нагревом воздуха от электрокалорифера в первые 2 ч должна быть 50-60 °С и далее 80-90 °С. Общая продолжительность сушки 16-20 ч. Температуру следует контролировать термопарой или термометром, установленном в месте ремонта.
Путем установки теплоизоляции из асбестовой ткани или бумаги необходимо обеспечить достаточный нагрев изоляции стержней со стороны, противоположной подаче воздуха.
3.7.3. Рядом с местом ремонта и при той же температуре (см. п.3.7.2) должны быть образцы компаундов, использованных при ремонте изоляции, для контроля полимеризации. Полимеризованный компаунд должен быть твердым при нажатии металлическим предметом.
3.7.4. Как правило, изоляция не требует опрессовки. В случае необходимости опрессовки изоляции см. разд.3.8.
3.7.5. При большой толщине изоляции в дополнительной разделке (обмотки на напряжение 18-24 кВ) можно наносить изоляцию и сушить ее в два приема по половине общей толщины.
3.8. Восстановление противокоронного покрытия
3.8.1. Если повреждение изоляции расположено на участке обмотки с полупроводящим противокоронным покрытием, то после ремонта корпусной изоляции необходимо восстановить противокоронное покрытие в соответствии с заводским чертежом на изолированный стержень и заводской инструкцией по нанесению противокоронных покрытий.
3.8.2. Если в местах расположения противокоронного покрытия из-за конфигурации стержня обмотки или по другим причинам затруднена плотная намотка изоляции в дополнительной разделке, то необходимо проводить опрессовку и сушку изоляции после ее наложения с помощью опрессовочного приспособления (см. рис.3) с нагревателями.
3.8.3. Приспособление должно быть изготовлено и подогнано по месту установки до начала ремонта. Приспособление устанавливается после окончания изолировки, а затем нагревается со стороны изоляции стержня до 60-80 °C в течение 2 ч и 110-120 °С в течение 7-10ч.
3.8.4. После остывания изоляции стержня следует произвести разборку приспособления.
3.8.5. При восстановлении противокоронных покрытий низкоомное полупроводящее покрытие может быть изготовлено на основе полупроводящей эмали 57 на подложке из асбестовой ленты ЛАЭ или на основе эмали ПЛГ-233 без подложки. Сопротивление единицы площади этого покрытия должно быть в пределах 3∙102 – 5∙105 Ом.
Высокоомное полупроводящее покрытие должно быть изготовлено на основе эмали ГФ-5109Г на подложке из асбестовой ленты ЛАЭ или на основе нелинейных полупроводящих эмалей ПЭН и ПЛК-234 без подложки. Сопротивление единицы площади этого покрытия должно быть в пределах 1∙107 - 1∙109 Ом.
3.8.6. Контакт между существующим и вновь нанесенным низкоомным полупроводящим покрытием выполняется внахлестку асбестовыми лентами существующего и наносимого покрытия на узкой грани стержня с промазкой эмалью 57. Если покрытие без подложки, то контакт выполняется перекрытием конца существующего покрытия вновь наносимой эмалью по периметру стержня на длине (вдоль оси стержня) 30-40 мм.
3.8.7. Нанесенное полупроводящее покрытие следует сушить а течение 24 ч при окружающей температуре или нагретым до 70-80 °С воздухом, подаваемым электрокалорифером, в течение 8 ч.
3.8.8. После сушки полупроводящего покрытия на стержень необходимо нанести покровные ленту и эмаль.
4.1. Контроль материалов
4.1.1. Используемые материалы должны иметь сертификаты и храниться в специальной таре не более срока, предусмотренного нормативно-технической документацией.
4.2. Контроль и испытания отремонтированной изоляции
4.2.1. Качество отремонтированной изоляции контролируется внешним осмотром, в том числе с помощью зеркала и осветителя (см. п.3.1).
4.2.2. Испытания повышенным напряжением частоты 50 Гц должны быть проведены не ранее чем через 48 ч после окончания изолировочных работ.
4.2.3. После окончания ремонта изоляции стержни (катушки) испытываются в объеме, предусмотренном действующими "Нормами испытания электрооборудования" (разд. 3 и 5). При испытаниях не должны наблюдаться микродуги в области контакта низкоомных полупроводящих покрытий и скользящие разряды вдоль лобовых частей на отремонтированных стержнях.
4.2.4. Если при ремонте вынимались верхние стержни, то до их укладки фаза (ветвь) обмотки, в которой производился ремонт изоляции, испытывается повышенным напряжением частоты 50 Гц на 5% выше, чем предусмотрено "Нормами испытания электрооборудования" (разд. 3 и 5).
4.2.5. После укладки верхних стержней и соединения обмотки испытания проводятся в объеме, предусмотренном "Нормами испытания электрооборудования" (разд. 3 и 5).
5. ТЕХНИКА БЕЗОПАСНОСТИ, ПРОТИВОПОЖАРНЫЕ МЕРОПРИЯТИЯ, ПРОИЗВОДСТВЕННАЯ САНИТАРИЯ
5.1. Участок проведения работ должен быть оборудован средствами пожаротушения и отделен от остального помещения ограждением с плакатами "Посторонним вход запрещен", "Не курить", "Огнеопасно".
5.2.Рабочие места должны освещаться только с помощью прожекторов.
5.3.Суточный запас лаков, эмалей и растворителей, кисти и щетки после работы следует хранить в плотно закрытых ведрах (бидонах) под вытяжкой или в вентилируемых металлических шкафах.
5.4. Использованные тряпки и ветошь должны складываться в металлические ящики, оснащенные крышками.
5.5. Работы, связанные с применением эпоксидных компаундов, смол и отвердителей, должны производиться на специально отведенных для этой цели рабочих площадках, оборудованных приточно-вытяжной вентиляцией, на рабочих столах, покрытых чистой прочной бумагой, или картоном.
5.6. Персонал, занятый приготовлением эпоксидного компаунда, должен быть в хлопчатобумажных комбинезонах и защитных очках.
5.7. Для защиты кожи рук от эпоксидной смолы и отвердителя необходимо надевать антикислотные или анатомические перчатки, смазав предварительно руки пастой "Защитная" или "Невидимые перчатки".
5.8. При работе с эпоксидными компаундами необходимо соблюдать осторожность и не допускать попадания их на лицо.
5.9. После окончания работы руки необходимо мыть теплой водой и мылом, а затем смазать их борным вазелином.
5.10. При работе с эпоксидными компаундами запрещается:
- курить на рабочем месте;
- производить работы с открытым огнем;
- иметь запас материалов больше, чем необходимо на одну смену работы;
- хранить пустую тару из-под лакокрасочных материалов и растворителей;
- отмывать руки растворителем после работы.
СОДЕРЖАНИЕ
1. Общие положения
2. Материалы, инструмент и приспособления
3. Технология ремонта изоляции
3.1. Осмотр места повреждения и подготовка к ремонту изоляции
3.2. Разделка изоляции для ремонта
3.3. Изготовление компаунда
3.4. Изготовление изоляционных коробок для ремонта изоляции вблизи сердечника статора по методике завода "Электротяжмаш"
3.5. Ремонт поврежденной изоляции по методике ЛПЭО "Электросила"
3.6. Ремонт повреждений изоляции по методике завода "Электротяжмаш"
3.7. Сушка изоляции
3.8. Восстановление противокоронного покрытия
4. Контроль и испытания
4.1. Контроль материалов
4.2. Контроль и испытания отремонтированной изоляции
5. Техника безопасности, противопожарные мероприятия, производственная санитария