РД РОСЭК-007-97
Российская экспертная компания по объектам повышенной опасности
РосЭК
МАШИНЫ ГРУЗОПОДЪЕМНЫЕ
КОНТРОЛЬ ВИХРЕТОКОВЫЙ
ОСНОВНЫЕ ПОЛОЖЕНИЯ
РД РОСЭК-007-97
Срок введения 15 мая 1998 г.
РАЗРАБОТАН Российской экспертной компанией по объектам повышенной опасности (РосЭК) с участием Всероссийского научно-исследовательского института подъемно-транспортного машиностроения (ВНИИПТмаш), Специального конструкторско-технологического бюро башенного краностроения (СКТБ БК), Всероссийского научно-исследовательского института строительного и дорожного машиностроения (ВНИИстройдормаш) и инженерно-консультационного центра «Инжтехлифт».
ИСПОЛНИТЕЛИ: канд. техн. наук Н.Н. Коновалов, канд. техн. наук Н.Н. Вадковский, д-р техн. наук А.Д. Покровский, канд. техн. наук В.П. Шевченко, (РосЭК); канд. техн наук А.С. Липатов, Д.И. Дувидович, А.А. Беспалый (ВНИИПТмаш); канд. техн. наук Л.А. Невзоров, (СКТБ БК); канд. техн. наук B.C. Анисимов, д-р. техн. наук А.А. Зарецкий (ВНИИстройдормаш); А.Л. Погодин (ИКЦ «Инжтехлифт»).
УТВЕРЖДЕН РосЭК 23 декабря 1997 г.
Президент РосЭК М.Н. Чумак-Жунь.
СОГЛАСОВАН с Госгортехнадзором России Письмом №12-7/176 от 17 февраля 1998 г
Член коллегии В.С. Котельников.
СПИСОК СОКРАЩЕНИЙ
ВД - вихретоковая дефектоскопия
ГПМ - грузоподъемная машина
ЗК - зона контроля
НД - нормативная документация
НК - неразрушающий контроль
ОК - объект контроля
РД - руководящий документ
ССО - специальный стандартный образец
СО1 - первичный стандартный образец
СО2 - вторичный стандартный образец
ТУ - технические условия
1. ОБЛАСТЬ ПРИМЕНЕНИЯ
Настоящий руководящий документ распространяется на ГПМ, поднадзорные Госгортехнадзору России.
РД устанавливает организационные требования, нормы оценки качества и технологию вихретоковой дефектоскопии (ВД) металлических конструкций и деталей при экспертном обследовании ГПМ (в том числе лифтов). Документ может быть также использован при изготовлении, ремонте, реконструкции ГПМ после согласования применения ВД с Госгортехнадзором России и головными организациями по краностроению
РД разработан в развитие ст. 3.55 и 7.3.9. Правил устройства и безопасной эксплуатации грузоподъемных кранов (ПБ-10-14-92) и соответствует требованиям ГОСТ 8.283-78.
Настоящий РД предназначен для специалистов, связанных с изготовлением, реконструкцией, ремонтом, экспертным обследованием, а также с проведением вихретоковой дефектоскопии ГПМ.
2. НОРМАТИВНЫЕ ССЫЛКИ
В настоящем РД использованы ссылки на следующую нормативную документацию;
ПБ-10-11-92. Правила устройства и безопасной эксплуатации подъемников (вышек).
ПБ-10-14-92. Правила устройства и безопасной эксплуатации грузоподъемных кранов.
Правила устройства и безопасной эксплуатации лифтов (ПУБЭЛ).
ГОСТ 2789-73. Шероховатость поверхности. Параметры и характеристики
ГОСТ 8.283-78. ГСИ. Дефектоскопы электромагнитные. Методы и средства поверки.
ГОСТ 12.004-91. ССБТ Пожарная безопасность. Общие требования.
ГОСТ 12.1.003-83. Система стандартов безопасности труда. Шум. Общие требования безопасности.
ГОСТ 12.2.003-91. Система стандартов безопасности труда. Оборудование производственное Общие требования безопасности
ГОСТ 12.3.002-75. Система стандартов безопасности труда. Процессы производственные. Общие требования безопасности.
РД РОСЭК-005-96. Требования к лабораториям неразрушающего контроля и диагностики.
3. ТЕРМИНЫ И ОПРЕДЕЛЕНИЯ
Настоящий РД базируется на терминах и определениях, приведенных в ПБ-10-11-92, ПБ-10-14-92, ПУБЭЛ, ГОСТ 8.283-78, а также использует следующие определения:
БЕЗДЕФЕКТНАЯ ОБЛАСТЬ - однородный участок поверхности конструкции или детали, на котором нет дефектов.
ДЕФЕКТ - несплошность, размеры которой не соответствуют требованиям НД.
НАКЛАДНОЙ ПРЕОБРАЗОВАТЕЛЬ - преобразователь, который при контроле прикладывают торцом к объекту контроля.
МНИМЫЙ ДЕФЕКТ - место локальной неоднородности электрических и (или) магнитных свойств.
ПЕРВИЧНЫЙ СТАНДАРТНЫЙ ОБРАЗЕЦ - образец, предназначенный для определения пороговой чувствительности дефектоскопов.
ВТОРИЧНЫЙ СТАНДАРТНЫЙ ОБРАЗЕЦ - образец, предназначенный для разработки методик контроля конкретных деталей.
4. ОБЩИЕ ПОЛОЖЕНИЯ
4.1 Вихретоковую дефектоскопию проводят с целью выявления поверхностных дефектов в металлических конструкциях и деталях.
4.2. Настоящий РД распространяется на вихретоковую дефектоскопию накладными преобразователями элементов металлических конструкций и деталей из ферро и неферромагнитных сталей, а также цветных сплавов с удельной электрической проводимостью 0,5...60 МСм/м.
4.3. Объектами ВД являются основной металл, клепаные и болтовые соединения конструкций, а также поверхности деталей ГПМ.
4.4. Согласно настоящему РД могут быть выявлены:
ковочные, штамповочные, шлифовочные трещины, надрывы в элементах металлических конструкций и деталях ГПМ;
волосовины, неметаллические и шлаковые включения, поры в поковках и прокате;
трещины, возникшие в элементах металлических конструкций и деталях при эксплуатации ГПМ.
4.5. Вихретоковым методом не могут быть проконтролированы:
элементы конструкций и детали с резкими изменениями магнитных или электрических свойств, с несплошностями, плоскости раскрытия которых параллельны контролируемой поверхности или составляют с ней угол менее 10°,
сварные швы.
4.6. При ВД могут быть не обнаружены дефекты в элементах конструкций и деталях:
с поверхностями, на которые нанесены электропроводящие защитные покрытия, если дефект не выходит на поверхность покрытия;
с дефектами, заполненными электропроводящими частицами;
с поверхностями, покрытыми коррозией.
4.7. Контроль по настоящему РД позволяет выявлять трещины, выходящие на поверхность и имеющие глубину более 0,1 мм и длину более 2 мм. Эта чувствительность достигается при использовании преобразователей для ручного сканирования с диаметром измерительной катушки не более 2...3 мм на поверхностях с шероховатостью не белее Rа 2,5 мкм по ГОСТ 2789-73.
Для контроля по окрашенной поверхности используют плоские преобразователи круглой или прямоугольной формы. При этом слой краски не должен превышать 0,05 от диаметра круглого или длины меньшей стороны прямоугольного преобразователя.
4.8. РД предусматривает проведение вихретокового контроля при обеспечении бездефектной области на поверхности контролируемого объекта с размерами, превышающими в 5...10 раз размеры преобразователя, для размещения на ней преобразователя при настройке.
4.9. Объемы вихретоковой дефектоскопии при изготовлении, ремонте и реконструкции ГПМ должны определяться соответствующей нормативной документацией на изготовление, ремонт и реконструкцию ГПМ.
4.10. Необходимость и объемы вихретоковой дефектоскопии при экспертном обследовании ГПМ определяются выполняющими обследование специалистами с учетом требований соответствующей НД по проведению экспертного обследования ГПМ.
4.11. Вихретоковую дефектоскопию необходимо выполнять в соответствии с технологическими инструкциями, разработанными на основе настоящего РД и полностью учитывающими его требования. В технологической инструкции должен быть приведен порядок выполнения операций настройки аппаратуры, проведения контроля и оценки качества с указанием особенностей эксплуатации применяемой аппаратуры, конкретных параметров контроля, а также информативных признаков выявляемых дефектов и возможных помех.
4.12. Технологические инструкции на вихретоковую дефектоскопию, содержащие отступления от требований настоящего РД, новые методические решения, стандартные образцы, не предусмотренные настоящим РД, должны быть согласованы с РосЭК.
5. ОРГАНИЗАЦИЯ КОНТРОЛЯ
5.1. Вихретоковую дефектоскопию должны проводить лаборатории неразрушающего контроля, отвечающие требованиям РД РОСЭК-005-96 и имеющие соответствующие лицензии Госгортехнадзора России.
5.2. Рабочие места лаборатории должны быть организованы в специально выделенном помещении или на участке цеха, где в соответствии с технологическим процессом может проводиться вихретоковая дефектоскопия на объектах контроля и стандартных образцах. Портативная аппаратура может использоваться вне лаборатории, непосредственно на объектах.
5.3. Лаборатория, выполняющая работы по вихретоковой дефектоскопии, должна быть оснащена:
подводкой однофазной сети переменного тока напряжением 220 В, частотой 50 Гц;
подводкой напряжений 36 В и 12 В;
соответствующими требованиям Правил устройства электроустановок (ПУЭ) заземляющими шинами,
местным стационарным освещением, обеспечивающим вместе с общим освещением освещенность контролируемой поверхности 500…1000 лк,
переносными светильниками рабочим напряжением 12 В, 24 В или 36 В переменного тока для проведения работ на объектах (на высоте, в труднодоступных местах, в условиях малой освещенности и т.п.). Допускается применение светильников напряжениями 12 В, питаемых от переносных аккумуляторных батарей. Все светильники должны быть снабжены устройствами крепления (фиксации) на контролируемой конструкции (в месте проведения контроля),
вихретоковыми дефектоскопами (приложение 1);
стандартными образцами (приложение 2);
контрольно-измерительной аппаратурой;
средствами для зачистки поверхности и обтирочными материалами.
6. КВАЛИФИКАЦИЯ ПЕРСОНАЛА
6.1. К руководству работами по вихретоковой дефектоскопии допускаются инженерно-технические работники и работники лабораторий, прошедшие проверку знаний правил безопасности в соответствии с Положением о порядке проверки знаний правил, норм и инструкций Госгортехнадзора России.
6.2. К выполнению контроля допускаются дефектоскописты, прошедшие аттестацию в соответствии с Правилами аттестации специалистов неразрушающего контроля, утвержденными Госгортехнадзором России
7. СРЕДСТВА КОНТРОЛЯ
7.1. Настоящий РД предусматривает применение универсальных дефектоскопов, например, ВД-22Н, ВД-89Н, ВД-93Н (приложение 1)
7.2. Для контроля деталей сложной формы, например, имеющих пазы, проточки, углубления, рекомендуется применять специальные преобразователи, не входящие в комплект отечественных дефектоскопов. На специальные преобразователи должна быть разработана техническая документация и они должны быть опробованы в реальных условиях.
7.3. Определение работоспособности и пороговой чувствительности вихретоковых дефектоскопов проводится по стандартным образцам СО1 (приложение 2) Необходимо убедиться, что удельная электрическая проводимость стандартного образца и объекта контроля различаются не более, чем в 2 раза; а для ферромагнитных объектов также в том, что их магнитные проницаемости отличаются от магнитной проницаемости СО1 не более, чем в 5...10 раз.
7.3.1. Стандартный образец из ферромагнитного материала перед проведением контроля должен быть размагничен.
7.3.2. Проверка чувствительности и отстройка от мешающих факторов проверяется на стандартном образце в соответствии с требованиями паспорта (руководства по эксплуатации) дефектоскопа.
7.3.3. На каждый стандартный образец должен оформляться паспорт, содержащий следующие данные:
номер образца;
чертеж (эскиз) образца;
материал образца;
размеры, топографию и способ образования трещин (или имитаторов трещин);
в случае наличия естественных трещин описание характера трещины и тех ее размеров, которые измерены другими методами (с указанием, какими);
показания индикатора дефектоскопа (для тех дефектоскопов, которые имеют аналоговый или цифровой индикатор), соответствующие этой трещине (с указанием типа дефектоскопа);
результаты переаттестации;
условия хранения;
подписи руководителей служб неразрушающего контроля и метрологии.
Форма паспорта стандартного образца приведена в приложении 3.
7.4. Оборудование, применяемое для вихретоковой дефектоскопии, должно в установленные сроки проходить метрологическую поверку, а также проверку его состояния перед началом работы.
7.4.1. Вихретоковые дефектоскопы, преобразователи и стандартные образцы должны поверяться на предприятиях, имеющих лицензию Госстандарта России на право проведения поверки средств вихретокового контроля. Поверку (аттестацию) стандартных образцов допускается проводить силами метрологических служб и служб неразрушающего контроля предприятий.
7.4.2. Дефектоскопы и преобразователи следует поверять не реже одного раза в год, а также после каждого их ремонта.
7.4.3. Первичная поверка (аттестация) стандартных образцов осуществляется при их изготовлении. В процессе эксплуатации образцы должны поверяться (аттестоваться) раз в два года
7.4.4. Ежедневно перед началом работы должен проводиться осмотр рабочей поверхности преобразователя (с помощью лупы с 2...6-кратным увеличением) для выявления механических повреждений. В случае обнаружения следов механического повреждения преобразователь к работе не допускается.
7.4.5. При замене преобразователя чувствительность дефектоскопа должна проверяться заново. В случае, если чувствительность окажется ниже, записанной в паспорте, дефектоскоп следует подвергнуть дополнительной проверке по всем пунктам ТУ или паспорта.
7.4.6. Проверка напряжения питания должна проводиться в соответствии с руководством по эксплуатации дефектоскопа.
8. ПОДГОТОВКА К ПРОВЕДЕНИЮ КОНТРОЛЯ
8.1. Подготовка к проведению контроля состоит в выполнении следующих этапов:
изучение конструкции контролируемого элемента, требований чертежей и другой НД;
анализ результатов предыдущего контроля, если он проводился, и принятие решения о необходимости и возможности ВД;
подготовка поверхности конструкций (деталей) к контролю.
8.2. Поверхности, подлежащие вихретоковому контролю, должны быть очищены от грязи и тщательно протерты ветошью или салфеткой, слегка смоченными в бензине, для удаления масла.
8.3. Места коррозионных поражений нужно зачистить шлифовальной бумагой до металла, не поврежденного коррозией.
8.4. На объектах с поврежденным лакокрасочным покрытием оно должно быть восстановлено в зонах контроля.
8.5. Если в зонах контроля при визуальном осмотре будут обнаружены наплывы или любые другие утолщения лакокрасочного покрытия, то их следует удалить.
8.6. Деталь, подлежащую контролю, необходимо закрепить, чтобы обеспечить возможность сканирования ее поверхности преобразователем.
8.7. При контроле объектов из ферромагнитных материалов максимальная достоверность контроля обеспечивается в тех случаях, когда магнитные свойства однородны. Локальные изменения магнитных свойств, созданные наклепом, прижогами, местной намагниченностью, могут вызывать ложные срабатывания, которые вызывают затруднения при интерпретации результатов контроля.
8.8. Шероховатость контролируемой поверхности оказывает существенное влияние на чувствительность контроля и износостойкость сердечника преобразователя. Чувствительность, соответствующая техническим характеристикам дефектоскопов, достигается при контроле деталей с шероховатостью поверхности не более Rz 20 мкм. Максимальная чувствительность вихретокового метода достигается на шлифованных поверхностях Возможность контроля необработанной поверхности должна проверяться отдельно для каждого конкретного случая.
8.9. Зазор между преобразователем и ОК вследствие лакокрасочного покрытия не препятствует проведению контроля, но снижает чувствительность дефектоскопа. Допустимый зазор для дефектоскопов со стандартными преобразователями не превышает десятых долей миллиметра. В процессе контроля необходимо следить, чтобы величина зазора не изменялась. В противном случае неизбежно снижение чувствительности. При использовании дефектоскопов, имеющих блок сигнализации об изменении зазора, например ВД-93Н, необходимо компенсировать влияние изменения зазора в процессе контроля.
8.10. Изменение радиуса кривизны контролируемой поверхности влияет не только на чувствительность, но и на возможность проведения контроля. Настройку дефектоскопа следует производить на участке детали с той же кривизной, что и поверхность, которая подлежит контролю. При радиусах кривизны меньше 5 мм следует использовать насадки, фиксирующие положение преобразователя на детали.
9. ТЕХНОЛОГИЯ КОНТРОЛЯ
9.1. Установка преобразователя на объект контроля
9.1.1. Необходимо визуально убедиться в отсутствии трещин и механических повреждений на контролируемой поверхности. Изделия, имеющие визуально обнаруживаемые трещины, должны быть забракованы. Механические задиры в зоне контроля должны быть удалены.
9.1.2. При настройке дефектоскопа и проверке влияния наклона преобразователя следует не допускать прижима преобразователя к стандартному образцу и к контролируемой поверхности с усилием, значительно превышающим массу преобразователя.
9.1.3. Ось преобразователя при настройке и при проведении контроля, в том числе при его перемещении по контролируемой поверхности должна быть перпендикулярна поверхности.
9.2. Проведение контроля
9.2.1. Контроль осуществляется последовательным сканированием контролируемой поверхности преобразователем.
9.2.2. Сканирование должно осуществляться перпендикулярно направлению ожидаемого развития дефекта. Только при невозможности такого сканирования допускается проведение контроля при сканировании под углом к направлению предполагаемого дефекта. Шаг сканирования выбирается с учетом требуемой чувствительности и направления сканирования При неизвестной ориентации дефекта для достижения максимальной чувствительности шаг сканирования должен быть меньше половины длины дефекта, выявляемого на СО2. При влиянии мешающих факторов шаг сканирования выбирается минимально возможным.
9.2.3. Скорость контроля определяется техническими характеристиками применяемого дефектоскопа. Скорость контроля с использованием стрелочной индикации ограничивается значением 5 мм/с. Скорость контроля с использованием световой безынерционной (светодиодной) сигнализации при отсутствии засветки от внешнего освещения и расположении индикатора в поле зрения оператора может достигать 10...20 мм/с. Такая же скорость может быть выбрана и для дефектоскопов со звуковой сигнализацией в условиях низкого шума. Для дефектоскопов с запоминающей сигнализацией скорость контроля не ограничивается и полностью определяется его техническими характеристиками.
9.2.4. При контроле следует провести разметку контролируемой поверхности на зоны контроля (ЗК) с учетом конфигурации ОК или отдельного контролируемого участка. Для удобства работы оператора площадь ЗК не должна превышать 0,01..0,02 м2.
9.2.5. Контроль каждой ЗК следует начинать с настройки (компенсации) дефектоскопа при установке преобразователя на бездефектном участке в этой ЗК. Проверку такой настройки нужно проверить следующим образом:
установить преобразователь в ЗК и произвести настройку дефектоскопа;
переместить преобразователь на несколько миллиметров в разные стороны внутри ЗК;
отсутствие сигнализации о дефекте свидетельствует об отсутствии дефектов в месте настройки.
9.2.6. Технологические особенности вихретокового контроля деталей и элементов ГПМ приведены в приложении 4.
10. ОЦЕНКА КАЧЕСТВА
10.1. Идентификация дефектов
10.1.1. О наличии дефектов в ОК свидетельствует срабатывание соответствующей сигнализации.
10.1.2. Дефект регистрируется дефектоскопом в момент, когда он находится непосредственно в зоне чувствительности преобразователя, т.е. под его торцом. Регистрация в приборах различных типов осуществляется следующим образом:
скачкообразное увеличение показаний стрелочного индикатора с последующим (после прохождения дефекта преобразователем) возвращением к первоначальному значению;
включение светового индикатора;
кратковременное возникновение звукового сигнала в приборах с пороговой сигнализацией.
10.1.3. Характер срабатывания сигнализации зависит от угла между направлением трещины и траекторией движения преобразователя. Если траектория совпадает с направлением трещины, то длительность срабатывания сигнализации (при постоянной скорости перемещения преобразователя) пропорциональна длине трещины. В этом случае при наличии стрелочного индикатора его показания пропорциональны глубине трещины. Если траектория перпендикулярна направлению трещины, то время срабатывания сигнализации определяется зоной чувствительности преобразователя и обычно весьма мало. Повторным сканированием в этой зоне нужно удостовериться в наличии дефекта. Показания стрелочного индикатора также пропорциональны глубине трещины.
10.1.4. При движении преобразователя вдоль предполагаемого дефекта любой из видов сигнализации должен продолжать срабатывание. Перемещением преобразователя в направлении, где поддерживается сигнализация о дефекте, можно определить конфигурацию трещины. Для уточнения ее необходимо периодически перемещать преобразователь поперек трещины, чтобы убедиться в выключении сигнализации при выходе трещины из зоны чувствительности преобразователя.
10.1.5. Плавное увеличение показаний стрелочного индикатора и плавное изменение звука тональной сигнализации не является признаком обнаружения дефекта, а свидетельствует об обнаружении зон магнитной или электрической неоднородности. При наличии таких зон нужно внимательно следить за характером сигнализации. Скачкообразное изменение сигнализации может служить признаком дефекта. В этом случае следует произвести повторную компенсацию вблизи указанного скачкообразного изменения и вновь провести контроль этой зоны.
10.1.6. Если контроль проводится с применением преобразователя большого диаметра, то уточнение границ трещины должно обязательно дополнительно проводиться преобразователем с минимальным диаметром, являющимся основным для большинства дефектоскопов.
10.1.7. При определении протяженности выявленного дефекта необходимо учитывать, что влияние дефекта начинается тогда, когда он практически находится под сердечником преобразователя. Поэтому для определения протяженности дефекта необходимо установить преобразователь в положение, соответствующее началу трещины, и затем, перемещая его зигзагообразно вдоль трещины, определить положение, соответствующее концу трещины. Из-за наличия порога чувствительности участки дефектов глубиной менее порогового значения (обычно 0,1...0.2 мм) не выявляются. Поскольку конец трещины может иметь меньшую глубину, то измеренную протяженность трещины следует считать минимальной и при необходимости уточнения ее длины должны быть применены другие методы контроля.
10.1.8. Если длина трещины определена под слоем лакокрасочного покрытия, то при необходимости точного определения ее длины, покрытие должно быть снято и проведен повторный контроль с настройкой прибора на участке без покрытия.
10.1.9. После обнаружения трещины и измерения ее длины дефектное место следует отметить краской и результаты контроля занести в журнал (заключение).
10.2. Оценка результатов контроля
10.2.1. Качество проконтролированных элементов оценивают по двухбалльной системе:
балл 1 - неудовлетворительное качество;
балл 2 - удовлетворительное качество.
10.2.2. Баллом 1 оценивают элементы с дефектами, имеющими признаки трещин.
10.2.3. Баллом 2 оценивают элементы, в которых не обнаружены дефекты или обнаружены дефекты, не имеющие признаков трещин.
10.2.4. При обнаружении дефектов, оцененных баллом 2, рекомендуется произвести контроль элемента конструкции или детали визуальным методом и оценить допустимость дефекта по нормам визуального контроля.
11. ОФОРМЛЕНИЕ РЕЗУЛЬТАТОВ КОНТРОЛЯ
11.1. Результаты контроля должны быть зафиксированы в журналах и заключениях (приложение 5).
В журнале и заключении должны быть указаны:
наименование и индекс изделия, объем контроля, размеры и расположение контролируемых участков;
тип контролируемой поверхности с обязательным указанием о наличии и толщине неэлектропроводящих покрытий;
нормативная документация, по которой выполнялся контроль;
тип и заводской номер аппаратуры;
результаты контроля (обнаруженные дефекты должны быть отмечены как на контролируемых участках конструкций и деталей, так и на эскизах (схемах контроля) с указанием координат трещины;
дата проведения контроля;
фамилия, инициалы и подпись дефектоскописта, проводившего контроль;
уровень квалификации, номер удостоверения, дата выдачи и наименование организации, выдавшей удостоверение дефектоскописта;
фамилия, инициалы и подпись лица, ответственного за оформление документации.
11.2. Журналы и копии заключений должны храниться не менее нормативного срока эксплуатации ГПМ при контроле в процессе ее изготовления и не менее 5 лет в других случаях.
12. ТРЕБОВАНИЯ БЕЗОПАСНОСТИ
12.1. При проведении работ по ВД дефектоскопист должен руководствоваться ГОСТ 12.1.003-83, ГОСТ 12.2.003-91, ГОСТ 12.3.002-75, СНиП III-4-80, Правилами технической эксплуатации электроустановок потребителей и Правилами техники безопасности при эксплуатации электроустановок потребителей.
12.2. При использовании в процессе контроля подъемных механизмов необходимо выполнять требования ПБ-10-14-92.
12.3. Уровни шума, создаваемого на рабочем месте дефектоскописта, не должны превышать допустимых по ГОСТ 12.1.003-83.
12.4. При организации работ по контролю должны соблюдаться требования пожарной безопасности по ГОСТ 12.004-91.
12.5. К работам по ВД допускаются лица в возрасте не моложе 18 лет, прошедшие инструктаж по технике безопасности с регистрацией в журнале по установленной форме. Инструктаж должен проводиться периодически в сроки, установленные приказом по предприятию.
12.6. В случае выполнения контроля на высоте и в стесненных условиях дефектоскописты должны пройти дополнительный инструктаж по технике безопасности согласно положению, действующему на предприятии.
12.7. Запрещается работа на неустойчивых конструкциях и в местах, где возможно повреждение проводки электропитания дефектоскопов.
12.8. Подключение дефектоскопов к сети переменного тока осуществляют через розетки на специально оборудованных постах. При отсутствии на рабочем месте розеток подключение дефектоскопа к электрической сети должны производить дежурные электрики.
12.9. Дефектоскопы, питаемые от сети переменного тока, перед включением необходимо заземлить голым медным проводом сечением не менее 2,5 мм2.
СПИСОК ЛИТЕРАТУРЫ
1. Герасимов В.Г., Покровский А.Д., Сухорукое В.В.. Электромагнитный контроль. М.: Высшая школа. 1992. 312 с.
2. Неразрушающий контроль и диагностика/ Справочник./ Под ред. В.В. Клюева, М.: Машиностроение. 1995. 488 с.
Приложение 1
Справочное
Технические характеристики вихретоковых дефектоскопов
Тип | Частота тока возбуждения | Объект контроля | Вид дефекта | Порог чувствительности по глубине дефекта, мм | Допустимый зазор, мм | Питание | Масса, габаритные размеры, мм |
ВД-80Н | 60 кГц | Ферромагнитные стали и алюминиевые сплавы. Радиус кривизны более 6 мм. Возможен контроль краев, ребер | Трещины, волосовины, раковины, неметаллические включения | 0,3 | 0,1 | 220 В 50 Гц или аккумуляторы 10 В | Блок - не более 2 кг. Преобразо-ватель - не более 0,2 кг. 265×160×80 |
ВД-89Н | Около 2 МГц | Ферромагнитные и коррозионностойкие стали, алюминиевые сплавы, латунь, бронза | Усталостные трещины, волосовины | 0,2 | 0,1 | 6 В | 0,8 кг 40×90×190 |
ВД-93Н | Около 2 МГц | Ферромагнитные и коррозионностойкие стали, алюминиевые сплавы, латунь, бронза, титановые сплавы | Усталостные трещины, волосовины, раковины | 0,2 | 0,1 | Встроенный аккумулятор, комплектуется зарядным устройством | 0,4 кг 25×70×150 |
ВД-87НСт | - | Ферро- и неферромагнитные металлы и электропроводящие сплавы | Поверхностные трещины в ферромагнитных и немагнитных сплавах. Подпо-верхностные трещины в немагнитных деталях | 0,2 | 0,5 | 220 В 50 Гц 50 ВА | 170×270×350 |
ВД-87Д | - | Ферро- и неферромагнитные электропроводящие сплавы | Трещины, выходящие на плоские поверхности, а также трещины в стенках цилиндрических отверстий | 0,1 | 0,5 | 220 В 50 Гц 50 ВА | 170×270×350 |
ВД-22Н | 6-8 МГц | Объекты из ферро- и неферромагнитных металлов с удельной электрической проводимостью 0,4...40 МСм/м. Радиус кривизны не менее 6 мм. Края и ребра шириной не менее 2,5 мм | Трещины, волосовины, раковины, неметаллические включения на поверхности объекта | 0,2...0,5 | 0,1 | ||
Defecto-meter 2.835 | - | Ферромагнитные и немагнитные электропроводящие материалы с удельной электрической проводимостью 0,5...60 МСм/м | Трещины в несущих конструкциях из алюминиевых сплавов | 0,02...0,2 | Около 0,1 | 12 В | 120×180×70 |
Defecto-scop S2.830 | От 100 до 990 кГц | То же | Трещины в алюминиевых, бронзовых сплавах, в ферромагнитных и коррозионно-стойких сталях | 0,2 | Около 0,1 | 12 В | 7 кг |
Приложение 2
Рекомендуемое
Параметры стандартных образцов СО1 и СО2
1. Стандартные образцы СО1 предназначены для определения работоспособности и пороговой чувствительности вихретоковых дефектоскопов. Целесообразно использовать два образца.
1.1. Образец СО1 № 1 (рис. П2.1) для определения чувствительности при контроле плоской поверхности
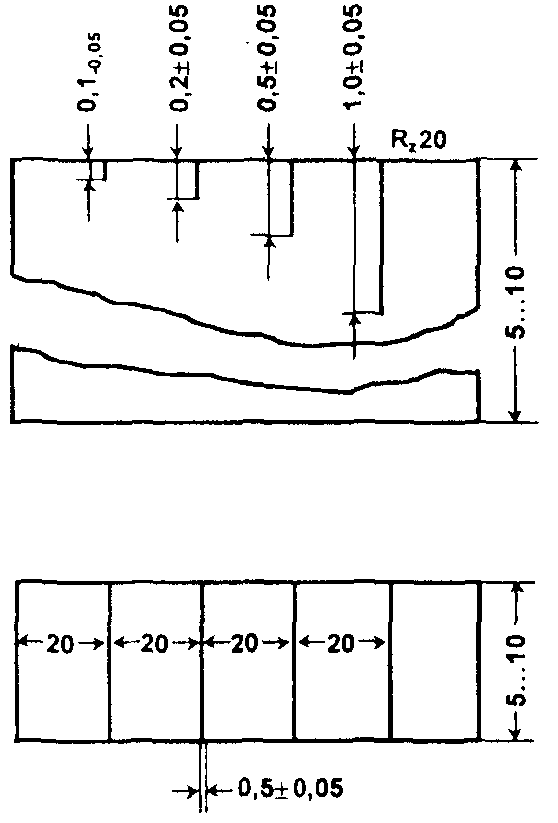
Рис. П2.1. Образец СО1 №1 для определения чувствительности при контроле плоской поверхности
1.2. Образец СО1 № 2 (рис.П2.2) для определения чувствительности при контроле ребра.

Рис. П2.2. Образец СО1 № 2 для определения чувствительности при контроле ребра
2. Стандартные образцы СО1 изготовляются из материалов, отличающихся не более, чем на 10% по электрическим и на 20% по магнитным свойствам, от свойств материала ОК. Прорези, имитирующие поверхностный дефект, создают электроэрозионным методом.
Стандартные образцы СО2 изготовляются из материала ОК или подбираются образцы ОК с реальными дефектами.
Приложение 3
Рекомендуемое
Форма паспорта на стандартный образец
ПАСПОРТ
на стандартный образец №_________

Эскиз образца
Стандартный образец из материала_________________________________________________
предназначен для определения работоспособности и пороговой чувствительности вихретоковых дефектоскопов.
На образце имеются ________________ поверхностных дефектов, созданных {например, электроэрозионным методом}.
Показания индикатора дефектоскопа типа ______________________, на этом дефекте.
Условия хранения: {образец должен храниться в отдельной коробке в сухом месте}.
Руководитель лаборатории
(службы неразрушающего контроля) ___________________________
Руководитель службы метрологии _____________________________
Дата изготовления стандартного образца________________________
Дата оформления паспорта____________________________________
Приложение 4
Обязательное
Контроль деталей и элементов ГПМ
П4.1. Краевые зоны конструкций и деталей
П4.1.1. Краевые зоны ОК должны выделяться в отдельную ЗК.
П4.1.2. Контроль края конструкции и детали, выделенного в отдельную ЗК, должен проводиться при перемещении преобразователя вдоль края при обязательном поддержании постоянства расстояния от края. Для этой цели рекомендуется использовать специально изготовленные насадки (рис. П4.1).

Рис. П4.1. Схемы позиционирования преобразователя с помощью специальных насадок:
1 - деталь, 2- специальная насадка; 3 - преобразователь
П4.1.3. Приближение преобразователя к краю детали ближе, чем на 1…1,5 диаметра сердечника преобразователя, приводит к нарушению настройки дефектоскопа. В дефектоскопе ВД-80Н имеется сигнализация о приближении к краю. В других дефектоскопах влияние краевой зоны приводит к срабатыванию сигнализации об изменении зазора.
П4.1.4. Чувствительность дефектоскопов при настройке на участке краевой зоны не снижается по сравнению с настройкой чувствительности на плоских участках. Дефекты, выходящие на кромку, часто выявляются лучше, чем на плоской поверхности. Следует иметь в виду, что чувствительность может значительно изменяться при изменении наклона преобразователя, поэтому при контроле краевой зоны обязательно применение насадок для фиксации положения преобразователя.
П4.1.5. В условиях контроля, когда доступ к участкам ОК затруднен, надежность контроля снижается. Кроме того, в этих случаях возможно снижение чувствительности из-за невозможности соблюдения оптимальных условий контроля. Технология контроля для этих случаев должна быть отработана на реальных ОК с использованием необходимых насадок к преобразователям.
П4.1.6. Настройка дефектоскопа должна производиться при установке преобразователя на таком же расстоянии от края, при котором будет проводиться контроль. При необходимости проведения контроля на разных расстояниях от края эту ЗК следует разделить на отдельные ЗК и контроль каждой из них проводить с отдельной настройкой дефектоскопа.
П4.1.7. При непостоянной форме краевой зоны она должна быть разделена по длине на отдельные ЗК.
П4.1.8. При постоянной форме краевой зоны, когда направление перемещения преобразователя неизменно, скорость контроля ограничивается только техническими характеристиками дефектоскопа.
П4.2. Галтели
П4.2.1. Для достижения предельной чувствительности необходимо применять преобразователь карандашного типа, установка которого перпендикулярно криволинейной поверхности в зоне контроля требует внимания и навыков оператора.
П4.2.2. Применение направляющих насадок к преобразователям целесообразно в случаях массового контроля однотипных деталей. В этих случаях целесообразно применять для каждого участка постоянной кривизны отдельную насадку.
П4.2.3. Дефектоскоп предварительно настраивают с помощью специального стандартного образца ССО (рис. П4.2), изготовленного из материала контролируемой детали и имеющего участки с радиусами кривизны такими же, как и у контролируемых галтелей.
Предварительную настройку выполняют в следующей последовательности:
устанавливают в дефектоскопе диапазон, соответствующий материалу ОК;
устанавливают преобразователь перпендикулярно контролируемой поверхности примерно в середине галтели, как показано на рис. П4.3;
настраивают дефектоскоп на бездефектном участке ССО (в зоне 1 рис П4.2) в соответствии с руководством по эксплуатации дефектоскопа;
перемещают преобразователь зигзагообразно с шагом Δ (рис. П4.4), не превышающим диаметра сердечника преобразователя (обычно Δ ≤ 2 мм);
убеждаются, что нет срабатывания сигнализации на бездефектных участках образца;
убеждаются, что при помещении преобразователя в зону трещины происходит срабатывание всех предусмотренных в этом случае видов сигнализации дефектоскопа.
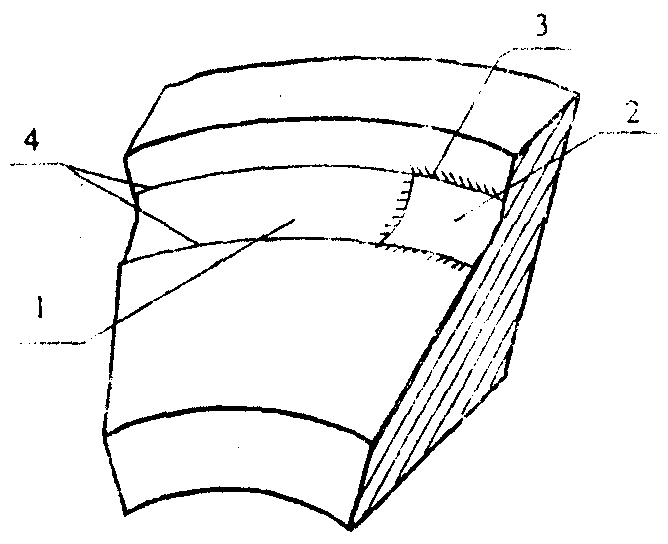
Рис. П4.2. ССО для контроля галтелей:
1 - зона без трещин; 2 - зона с усталостной трещиной;
3 - границы зоны с трещиной (обозначаются красными линиями);
4 - границы зоны без трещины (обозначаются белыми линиями)
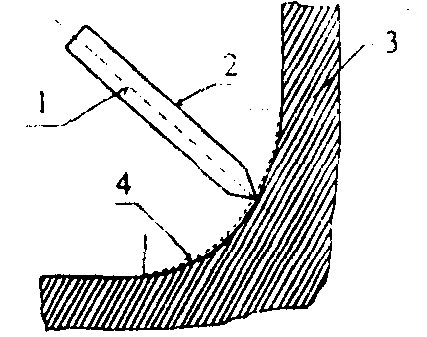
Рис. П4.3. Положение преобразователя при предварительной настройке:
1 - нормаль к галтели; 2 - преобразователь; 3 - сечение ССО; 4 - галтель (зона настройки прибора)
П4.2.4. После завершения предварительной настройки производят окончательную настройку на объекте контроля, выполняя следующие этапы:
выбирают зону для проведения контроля;
проверяют возможность установки преобразователя перпендикулярно к поверхности на всех участках контролируемой поверхности (см. рис. П4.4);
зигзагообразно перемещая преобразователь с шагом Δ = 1...2 мм (рис. П4.5), следят за появлением сигнала о дефекте. Если сигнал о дефекте отсутствует, то, установив преобразователь приблизительно в середине проверяемого участка, проводят настройку дефектоскопа в соответствии с руководством по его эксплуатации.
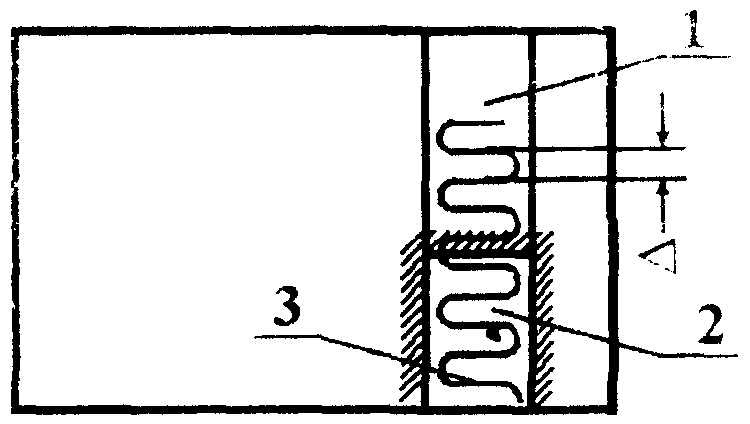
Рис. П4.4. Траектория перемещения преобразователя при предварительной настройке:
1 - зона без трещины; 2 - зона с трещиной; 3 - траектория перемещения преобразователя;
Δ - шаг перемещения преобразователя
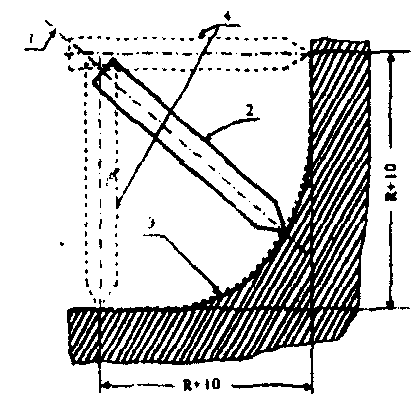
Рис. П4.5. Положение преобразователя в зоне галтели при настройке и контроле:
1 - нормаль к галтели; 2 - положение преобразователя при настройке; 3 - ЗК;
4 - сечение ОК в ЗК; 5 - крайние положения преобразователя в зоне галтели
П4.2.5. При проведении контроля преобразователь перемещают зигзагообразно по траектории (рис П4.6) с шагом Δ = 1...2 мм, и удерживая преобразователь перпендикулярно контролируемой поверхности, выявляют участки галтели, где появляется сигнал о дефекте.
П4.2.6. Участки галтелей, на которых обнаружено появление сигнала о дефекте, следует повторно проконтролировать с уменьшенным шагом сканирования. При появлении сигнала о дефекте этот участок следует отметить краской и зафиксировать результат в журнале (заключении).
П4.2.7. При переходе к контролю галтельных зон, имеющих другой радиус кривизны, следует вновь произвести настройку дефектоскопа.
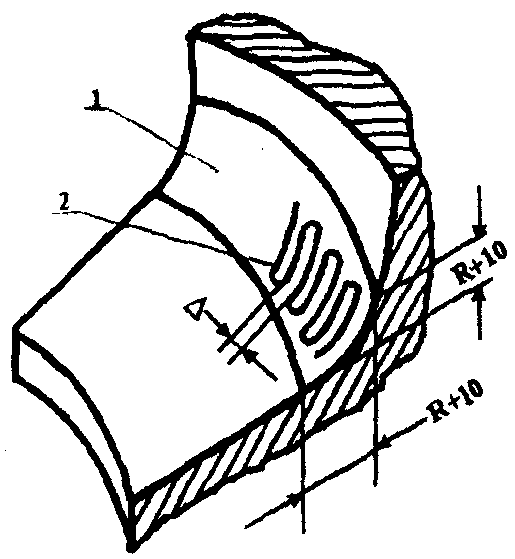
Рис. П4.6. Траектория перемещения преобразователя при контроле галтели:
1 - зона контроля; 2 - траектория перемещения преобразователя;
Δ - шаг перемещения преобразователя
П4.3. Проточки
П4.3.1. Контроль проточек возможен только со скругленным переходом от стенок к основанию. В противном случае с помощью ВД удается проконтролировать только дно проточки.
П4.3.2. Применение направляющих насадок целесообразно только при контроле однотипных деталей и при постоянстве радиуса кривизны проточки.
П4.3.3. Предварительная настройка дефектоскопа должна быть осуществлена на ССО (рис П4.7), изготовленном из материала контролируемого изделия.
Предварительную настройку выполняют в такой последовательности:
устанавливают в дефектоскопе диапазон, соответствующий материалу ОК;
устанавливают преобразователь перпендикулярно контролируемой поверхности в проточке (рис. П4.8);
настраивают дефектоскоп на бездефектном участке проточки специального стандартного образца в соответствии с руководством по эксплуатации дефектоскопа;
перемещают преобразователь зигзагообразно по проточке (рис. П4.9), и убеждаются в отсутствии срабатывания сигнализации о дефекте на бездефектных участках проточки;
убеждаются в появлении сигнализации о дефекте при помещении преобразователя на участок проточки с трещиной,
проверяют, что радиус проточки на специальном стандартном образце не превышает радиуса проточки, подлежащей контролю.
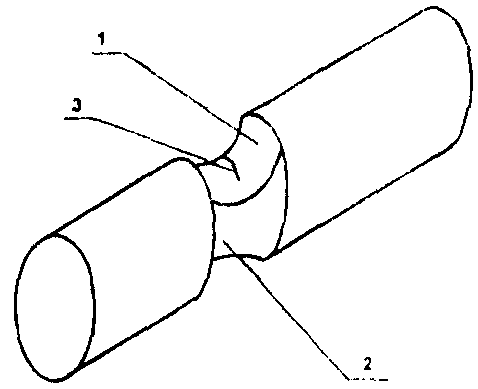
Рис. П4.7. Специальный стандартный образец с проточкой:
1 - зона с трещиной; 2 - зона без трещины; 3 - трещина
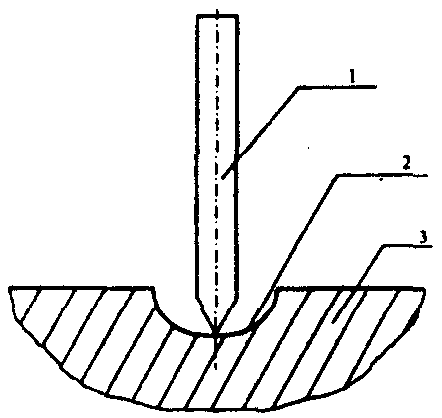
Рис. П4.8. Положение преобразователя в проточке при предварительной настройке:
1 - преобразователь; 2 - проточка; 3 - объект контроля
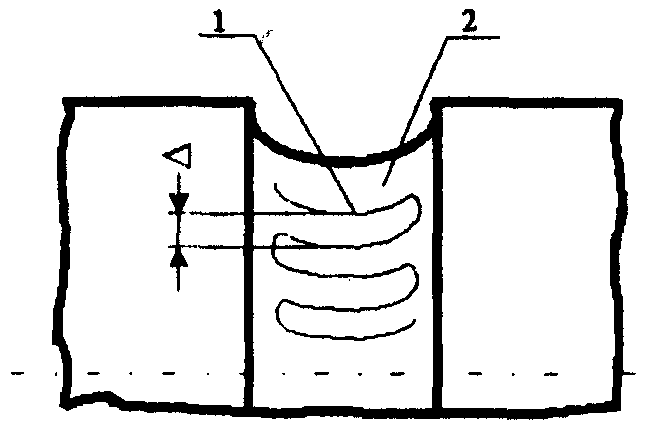
Рис. П4.9. Траектория перемещения преобразователя по проточке:
1 - зона контроля; 2 - траектория перемещения преобразователя;
Δ - шаг перемещения преобразователя
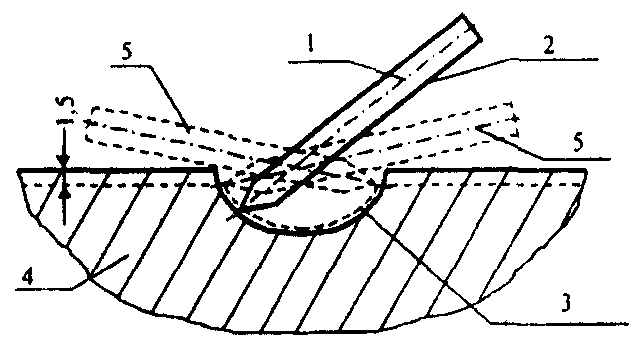
Рис. П4.10. Положение преобразователя относительно проточки при настройке:
1 - нормаль к участку галтели; 2 - положение преобразователе при настройке;
3 - зона контроля; 4 - сечение ОК в зоне проточки;
5 - крайние положения преобразователя при контроле
П4.3.4. После завершения предварительной настройки производят окончательную настройку на объекте контроля, выполняя следующие этапы:
выбирают зону контроля;
проверяют возможность установки преобразователя перпендикулярно поверхности проточки (рис. П4.10);
зигзагообразно перемещая преобразователь с шагом Δ = 3...5 мм (рис. П4.9), следят за появлением сигнализации о дефекте. Если сигнал о дефекте отсутствует, то, установив преобразователь приблизительно в середине контролируемого участка, проводят настройку дефектоскопа в соответствии с руководством по его эксплуатации.
При контроле проточки преобразователь следует устанавливать не ближе 1,5 мм от кромок проточки. Если отклонение преобразователя от нормали к поверхности не превышает 10°...15° при приближении к краям, то допустимость контроля при таких отклонениях следует проверить по паспорту (руководству по эксплуатации) дефектоскопа.
П4.3.5. При проведении контроля преобразователь перемещают зигзагообразно по траектории (см. рис. П4.9) с шагом Δ = 1...2 мм и, удерживая преобразователь перпендикулярно контролируемой поверхности, выявляют участки проточки, где появляется сигнал о дефекте.
П4.3.6. Выявление дефектов на расстоянии 1,5 мм и менее от края проточки не гарантируется.
П4.3.7. Участки проточек, на которых обнаружено появление сигнала о дефекте, следует повторно проконтролировать с уменьшенным шагом сканирования. При появлении сигнала о дефекте этот участок следует отметить краской и результат зафиксировать в журнале (заключении).
П4.3.8. При переходе к контролю других проточек следует вновь произвести настройку дефектоскопа.
П4.4. Края отверстий.
П4.4.1. Выделяют не менее трех ЗК по краю отверстия примерно через 120° (рис. П4.11).
Настраивают дефектоскоп в каждой из ЗК, выполняя следующие операции:
устанавливают преобразователь в одной из ЗК по нормали к поверхности на расстоянии 2…3 мм от края отверстия и настраивают дефектоскоп в соответствии с руководством по его эксплуатации;
производят сканирование вдоль края отверстия во всех выделенных ЗК, удерживая преобразователь на расстоянии 2…3 мм от края. При появлении сигнала о дефекте выполняют п.П4.4.3
Если сигнал о дефекте отсутствует, то проводят настройку дефектоскопа в следующей ЗК также на расстоянии 2…3 мм от края отверстия и вновь выполняют контроль всего края отверстия. Операцию настройки в случае отсутствия сигнала дефекта повторяют для всех выделенных ЗК.
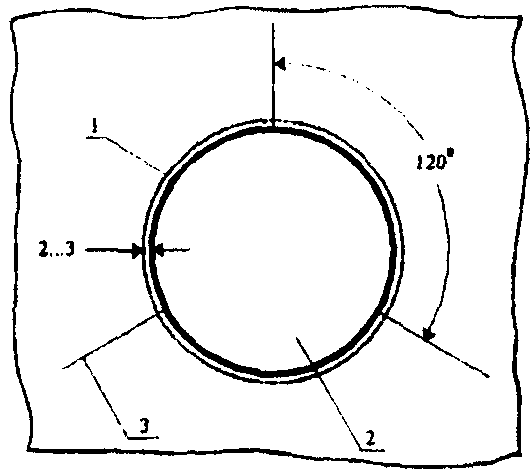
Рис. П4.11. Выделение участков в зоне контроля
и траектория перемещения преобразователя:
1 - траектория перемещения преобразователя; 2 - отверстие; 3 - границы участков ЗК.
П4.4.2. При массовом контроле краев отверстий вокруг винтов, болтов, заклепок целесообразно использовать преобразователь в специальном держателе (рис. П4.12).
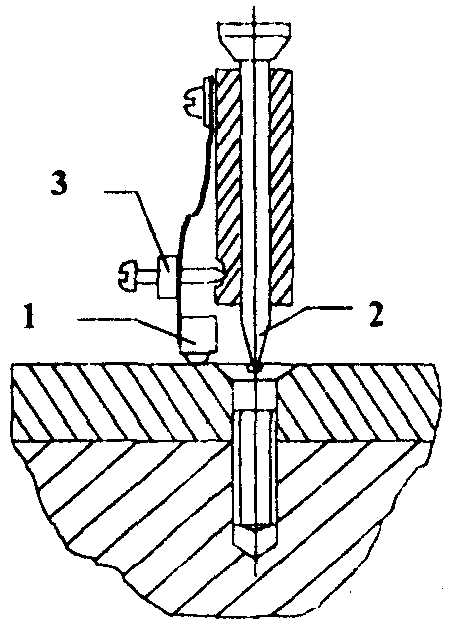
Рис. П4.12. Конструкция преобразователя для контроля краев отверстий
вокруг винтов, болтов и заклепок:
1 - преобразователь; 2 - опора; 3 - регулятор радиуса контроля
П4.4.3. Участки краев отверстий, где обнаружены трещины, следует пометить краской и подвергнуть повторному контролю, предварительно вновь настроив прибор по бездефектному участку ЗК.
П4.5. Ступицы.
П4.5.1. На ступице по окружности через 10…40 мм в зависимости от диаметра выделяют ЗК путем нанесения прямых линий длиной 15...20 мм в направлении образующей цилиндра (рис. П4.13).
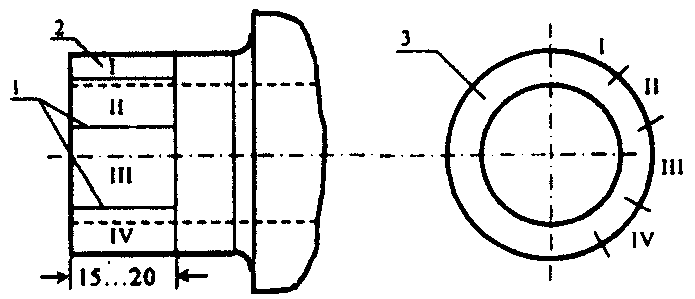
Рис. П4.13. Выделение участков на ступице для настройки и контроля:
1 - границы выделенных участков; 2 - области контроля (I, II, III и IV); 3 - торец ступицы
П4.5.2. Установив преобразователь в одной из ЗК перпендикулярно к поверхности и на расстоянии не ближе 5...10 мм к торцу ступицы, настраивают дефектоскоп в соответствии с его руководством по эксплуатации.
П4.5.3. Проводят контроль выбранной ЗК, перемещая преобразователь зигзагообразно с шагом Δ = 1...2 мм (рис. П4.14). Преобразователь должен находиться не ближе 2...3 мм от торца ступицы. При необходимости контроля края следует учитывать требования раздела П4.1.
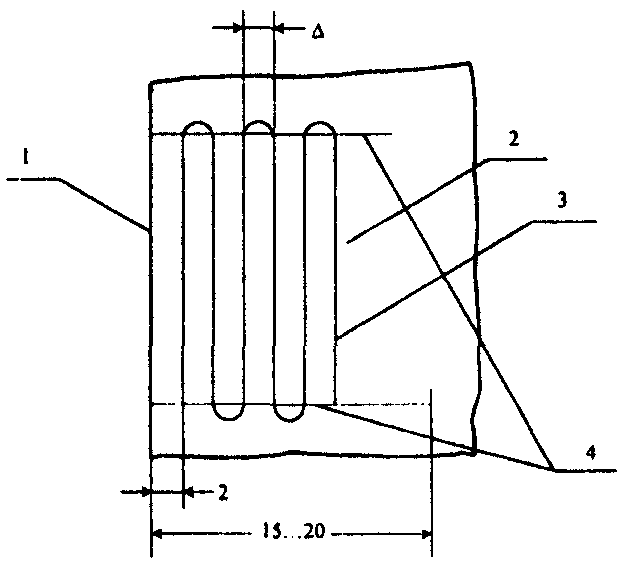
Рис. П4.14. Траектория перемещения преобразователя при контроле ступицы:
1 - торец ступицы; 2 - выделенный участок ступицы; 3 - траектория перемещения преобразователя; 4 - границы, выделяющие участок ступицы; Δ - шаг перемещения преобразователя
П4.5.4. Не изменяя настройки преобразователя, выполняют предварительный контроль всех выделенных ЗК путем зигзагообразного перемещения преобразователя с шагом Δ = 3...5 мм так, чтобы при перемещении преобразователя зоны частично перекрывались. Преобразователь должен в процессе контроля находиться не ближе 2...3 мм от торца ступицы. В областях, где появляется сигнал о дефектах, проводят окончательный контроль ЗК, уменьшив шаг сканирования до 1...2 мм.
П4.5.5. Участки ступицы, на которых появился сигнал о дефекте, помечают краской и подвергают повторному контролю, предварительно вновь настроив прибор на бездефектном участке. При обнаружении дефекта результаты заносят в журнал (заключение).
Приложение 5
Рекомендуемое
Штамп организации,
проводившей обследование
(контроль)
ЗАКЛЮЧЕНИЕ №___________
по вихретоковой дефектоскопии
Наименование и индекс изделия____________________________________
Тип и заводской номер дефектоскопа________________________________
Контроль проводился по___________________________________________
(наименование тех. документации)
Наименование детали, элемента объекта контроля (отверстие, вал, болт, галтель и т.п.). Толщина покрытия | Участки с дефектами, их координаты, условные обозначения, координатная привязка (со схемой контроля) | Описание обнаруженных дефектов. Их размеры | Оценка качества |
Номер удостоверения дефектоскописта,
проводившего контроль__________________________________________________
Фамилия, инициалы и подпись
дефектоскописта, проводившего контроль__________________________________
Дата проведения контроля_______________________________________________
Руководитель лаборатории
(службы неразрушающего контроля)_______________________________________
Дата оформления заключения_____________________________________________
СОДЕРЖАНИЕ
1. Область применения
2. Нормативные ссылки
3. Термины и определения
4. Общие положения
5. Организация контроля
6. Квалификация персонала
7. Средства контроля
8. Подготовка к проведению контроля
9. Технология контроля
9.1. Установка преобразователя на объект контроля
9.2. Проведение контроля
10. Оценка качества
10.1. Идентификация дефектов
10.2. Оценка результатов контроля
11. Оформление результатов контроля
12. Требования безопасности
Список литературы
Приложения:
1. Технические характеристики вихретоковых дефектоскопов
2. Параметры стандартных образцов СО1 и СО2
3. Форма паспорта на стандартный образец
4. Контроль деталей и элементов ГПМ
П4.1. Краевые зоны конструкций и деталей
П4.2. Галтели
П4.3. Проточки
П4.4. Края отверстий
П4.5. Ступицы
5. Заключение по вихретоковой дефектоскопии